You might also like
- Overview of Metal Injection Moulding: The Mim ProcessDocument4 pagesOverview of Metal Injection Moulding: The Mim ProcessDanang YudistiroNo ratings yet
- Gardocki Investigation of The Thermo OxidativeDocument5 pagesGardocki Investigation of The Thermo OxidativetehtnicaNo ratings yet
- Methods To Prepare Polymer Modified Bitu PDFDocument8 pagesMethods To Prepare Polymer Modified Bitu PDFAlexMauritoLuqueLeonNo ratings yet
- Additive Manufacturing: Balaji Soundararajan, Daniele Sofia, Diego Barletta, Massimo PolettoDocument27 pagesAdditive Manufacturing: Balaji Soundararajan, Daniele Sofia, Diego Barletta, Massimo PolettoHarris DanielNo ratings yet
- Metal Injection MoldingDocument4 pagesMetal Injection Molding林怡君No ratings yet
- Moldova N 2015Document8 pagesMoldova N 2015Suissi AnisNo ratings yet
- Bilkar 2020Document4 pagesBilkar 2020vijay-auNo ratings yet
- Experimental and Finite Element Analysis of Failure of Sheet Molding Compound (SMC) and Steel Insert JointDocument9 pagesExperimental and Finite Element Analysis of Failure of Sheet Molding Compound (SMC) and Steel Insert JointcaioltbgNo ratings yet
- Seminar ReportDocument20 pagesSeminar ReportAshwin VarkeyNo ratings yet
- Effects On Microstructure and Hardness of Al-B4C Metal Matrix Composite Fabricated Through Powder Metallurgy-1Document5 pagesEffects On Microstructure and Hardness of Al-B4C Metal Matrix Composite Fabricated Through Powder Metallurgy-1kt rajaNo ratings yet
- A Simple Method For Improving Surface Quality of Rapid PrototypingDocument6 pagesA Simple Method For Improving Surface Quality of Rapid PrototypingHuy Nguyễn Võ XuânNo ratings yet
- Hot Embossing - The Molding Technique For Plastic MicrostructuresDocument3 pagesHot Embossing - The Molding Technique For Plastic MicrostructuresinzanerNo ratings yet
- Hadian, 2022Document14 pagesHadian, 2022am weneerNo ratings yet
- Hybrid Sheet Metal FormingDocument6 pagesHybrid Sheet Metal Formingmanjumv27No ratings yet
- Jiang 2022 Simulation of The Refractive IndexDocument16 pagesJiang 2022 Simulation of The Refractive IndexheheNo ratings yet
- Optimizing Metal Powders For Additive Manufacturing: Exploring The Impact of Particle Morphology and Powder FlowabilityDocument23 pagesOptimizing Metal Powders For Additive Manufacturing: Exploring The Impact of Particle Morphology and Powder Flowabilityjoelrey tagamaNo ratings yet
- PM Forging PofDocument6 pagesPM Forging PofJadranko JSNo ratings yet
- IJEART021004Document5 pagesIJEART021004erpublicationNo ratings yet
- 1 s2.0 S0927025615003985 MainDocument8 pages1 s2.0 S0927025615003985 MainVignesh RajaNo ratings yet
- 10 1111@ijac 13312Document10 pages10 1111@ijac 13312ounassNo ratings yet
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingALDO ROGERNo ratings yet
- Geometrija Zobnikov - Gradivo Za Vaje 2014-15Document6 pagesGeometrija Zobnikov - Gradivo Za Vaje 2014-15Dejan MitrovićNo ratings yet
- A Soft-Imprint Technique For Direct Fabrication of Submicron Scale Patterns Using A Surface-Modified PDMS MoldDocument6 pagesA Soft-Imprint Technique For Direct Fabrication of Submicron Scale Patterns Using A Surface-Modified PDMS MoldRamesh SoniNo ratings yet
- Effect of FDM Process Parameters On Mechanical Properties of 3D Printed Carbon fibre-PLA CompositeDocument7 pagesEffect of FDM Process Parameters On Mechanical Properties of 3D Printed Carbon fibre-PLA CompositeMina AdelNo ratings yet
- Multimaterial Micro ProcessingDocument23 pagesMultimaterial Micro ProcessingvenkithankamNo ratings yet
- 1.2.2 Molecular Structure of Plastic Materials: Crystalline Structure Amorphous MoleculesDocument3 pages1.2.2 Molecular Structure of Plastic Materials: Crystalline Structure Amorphous Moleculesพัฒนา ปะหะกิจNo ratings yet
- 101 Processes To Decorate or Surface Treat Plastics 2012 PDFDocument9 pages101 Processes To Decorate or Surface Treat Plastics 2012 PDFstevierayoNo ratings yet
- No 1Document10 pagesNo 1jeovanNo ratings yet
- Studies On Al6061-B C Metal Matrix Composites Fabricated by Stir Casting ProcessDocument4 pagesStudies On Al6061-B C Metal Matrix Composites Fabricated by Stir Casting Processjavad rahimiNo ratings yet
- Studies On Al6061-B C Metal Matrix Composites Fabricated by Stir Casting ProcessDocument4 pagesStudies On Al6061-B C Metal Matrix Composites Fabricated by Stir Casting Processjavad rahimiNo ratings yet
- T. Hanemann, K. Honnef, J. HausseltDocument4 pagesT. Hanemann, K. Honnef, J. HausseltihsanjutNo ratings yet
- Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future InterestsDocument17 pagesWire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interestsgino andradeNo ratings yet
- Zhang 2021 Int. J. Extrem. Manuf. 3 022001Document22 pagesZhang 2021 Int. J. Extrem. Manuf. 3 022001swarn raj singhNo ratings yet
- 1 s2.0 S2351978920309677 MainDocument7 pages1 s2.0 S2351978920309677 Mainrdey36886No ratings yet
- Pushing The Boundaries of 3D-MID: Pulse-Width Modulated Light Technology For Enhancing Surface Properties and Enabling Printed Electronics On FFF-Printed StructuresDocument5 pagesPushing The Boundaries of 3D-MID: Pulse-Width Modulated Light Technology For Enhancing Surface Properties and Enabling Printed Electronics On FFF-Printed StructuresAnand NagarajanNo ratings yet
- An Insight Into Additive Manufacturing of Fiber Reinforced Polymer CompositeDocument12 pagesAn Insight Into Additive Manufacturing of Fiber Reinforced Polymer CompositeZhiwei ZhangNo ratings yet
- Silicon Micro Venturi Nozzles For Cost-EfficientDocument10 pagesSilicon Micro Venturi Nozzles For Cost-EfficientAnnappa N ANo ratings yet
- Sayed 2Document18 pagesSayed 2Sa RaNo ratings yet
- Ceramic Matrix Composites in AerospaceDocument4 pagesCeramic Matrix Composites in AerospaceRam KumarNo ratings yet
- Effects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelDocument13 pagesEffects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelJimmy the ReverendNo ratings yet
- Microestructura PDFDocument6 pagesMicroestructura PDFBJNo ratings yet
- mc21 Paper PDFDocument4 pagesmc21 Paper PDFxharpreetxNo ratings yet
- Ding 2015Document17 pagesDing 2015agilan89No ratings yet
- Jason HolbrookDocument58 pagesJason HolbrookAmr KamelNo ratings yet
- 2019 Experimentalinvestigationandthermo MechanicalmodellingfortoollifeevaluationofphotopolymeradditivelymanufacturedmouldinsertsindifferentinjectionmouldingDocument19 pages2019 Experimentalinvestigationandthermo MechanicalmodellingfortoollifeevaluationofphotopolymeradditivelymanufacturedmouldinsertsindifferentinjectionmouldingcesarNo ratings yet
- Tambrallimath 2019Document6 pagesTambrallimath 2019vijay-auNo ratings yet
- Prediccion Tiempos de AlisadoDocument27 pagesPrediccion Tiempos de AlisadoDonaldo Donado DNo ratings yet
- Caracterizacion Metalurgica de Los BracketsDocument8 pagesCaracterizacion Metalurgica de Los BracketsJorge Humberto Gil CardonaNo ratings yet
- Tribological Properties of Hot Forged Al2024-Tib2 In-Situ CompositeDocument7 pagesTribological Properties of Hot Forged Al2024-Tib2 In-Situ CompositeVivekananda SubramaniNo ratings yet
- 163 S014 PDFDocument4 pages163 S014 PDFGet SazzidNo ratings yet
- 13-Adv Materials Technologies - 2018 - Goh - Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer CompositeDocument22 pages13-Adv Materials Technologies - 2018 - Goh - Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer CompositeMuhammad TouheedNo ratings yet
- Composite Materialslab Text BookDocument49 pagesComposite Materialslab Text BookSHAHBAZ PNo ratings yet
- Particle Distribution in Cast Metal Matrix Composites-Part IIDocument6 pagesParticle Distribution in Cast Metal Matrix Composites-Part IIfangx7378No ratings yet
- Process-Structure-Property Relationships in Additively Manufactured Metal Matrix CompositesDocument68 pagesProcess-Structure-Property Relationships in Additively Manufactured Metal Matrix CompositesbobNo ratings yet
- Binderless JettingDocument13 pagesBinderless JettingSandeep MalikNo ratings yet
- Jia 2020 IOP Conf. Ser. Mater. Sci. Eng. 772 012023Document7 pagesJia 2020 IOP Conf. Ser. Mater. Sci. Eng. 772 012023HERLINA PEBRIANINo ratings yet
- Prediction of Springback in MuDocument16 pagesPrediction of Springback in MuAgostinho NoronhaNo ratings yet
- Characterization of Acrylonitrile-Butadiene-Styrene (ABS) Copolymer Blends With Foreign Polymers Using Fracture Mechanism MapsDocument8 pagesCharacterization of Acrylonitrile-Butadiene-Styrene (ABS) Copolymer Blends With Foreign Polymers Using Fracture Mechanism MapsMary Jane DuranNo ratings yet
- A Practical Guide to the Selection of High-Temperature Engineering ThermoplasticsFrom EverandA Practical Guide to the Selection of High-Temperature Engineering ThermoplasticsNo ratings yet
- Experiment No. 2 - Group No. 2Document3 pagesExperiment No. 2 - Group No. 2Daniel AsongNo ratings yet
- 2023-2031 Report On Global Niobium Titanium (NbTi) Alloy Market by Player, Region, Type, Application and Sales ChannelDocument104 pages2023-2031 Report On Global Niobium Titanium (NbTi) Alloy Market by Player, Region, Type, Application and Sales Channel香油费No ratings yet
- Deep Precision Industries, Rohtak Work Instruction For Thread LapsDocument2 pagesDeep Precision Industries, Rohtak Work Instruction For Thread Lapsvipulsharma655No ratings yet
- API 580 MCQs (119 Nos.)Document19 pagesAPI 580 MCQs (119 Nos.)Qaisir MehmoodNo ratings yet
- Design ET, EAT, and ETR Sliding-Stem Control ValvesDocument28 pagesDesign ET, EAT, and ETR Sliding-Stem Control ValvesDatt NguyenNo ratings yet
- Sample Offer-1835Document17 pagesSample Offer-1835Rakesh SharmaNo ratings yet
- Forging: ObjectivesDocument5 pagesForging: ObjectivesLeeladhar SharmaNo ratings yet
- ST-1 Strainer Questionnaire 05-12-1Document1 pageST-1 Strainer Questionnaire 05-12-1Sebastián Alejandro Añazco BarríaNo ratings yet
- EI-014 Rev.1 - GroutDocument11 pagesEI-014 Rev.1 - GroutDavid Ricardo Lozano RondonNo ratings yet
- ALU DELTA II T and T/PDocument23 pagesALU DELTA II T and T/PMax HeadroomNo ratings yet
- The Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsDocument14 pagesThe Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsardeshirNo ratings yet
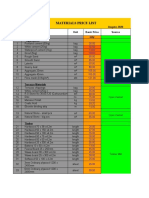
- Materials Price List: August, 2020 Item Material Unit Basic Price Source GH T e L e P H o N e AggregatesDocument19 pagesMaterials Price List: August, 2020 Item Material Unit Basic Price Source GH T e L e P H o N e Aggregatesmissowusu100% (1)
- About Welding Process 51Document1 pageAbout Welding Process 51XerexNo ratings yet
- Surface Vehicle Standard: Rev. AUG2004Document14 pagesSurface Vehicle Standard: Rev. AUG2004Engenheiro100% (1)
- Forged Steel Gate Valve 800 15NB To 50NBDocument1 pageForged Steel Gate Valve 800 15NB To 50NBArsag Tech PharmaNo ratings yet
- Chapter 1 PDFDocument124 pagesChapter 1 PDFGanesh NarasimhaNo ratings yet
- LTL Transformers (PVT) LTD.: Three Decades of Manufacturing ExcellenceDocument20 pagesLTL Transformers (PVT) LTD.: Three Decades of Manufacturing Excellenceamila pradeep100% (1)
- Static Equipment Material SelectionDocument58 pagesStatic Equipment Material SelectionLorenzoNo ratings yet
- Sherman Digitig 200gdDocument14 pagesSherman Digitig 200gdBryan DixNo ratings yet
- 1st Seminar of Sheet Metal Bending MachineDocument22 pages1st Seminar of Sheet Metal Bending MachineMyo MinNo ratings yet
- Attachments To Section 4.5 - Taxi ShelterDocument7 pagesAttachments To Section 4.5 - Taxi ShelterOGStage2 ASNo ratings yet
- Mini Project Final ReportDocument37 pagesMini Project Final ReportSamanth Kumar Vasam86% (14)
- Metal/Polymer Composite Plain Bearings: Maintenance-Free Low-Maintenance Special Designs, Special MaterialsDocument55 pagesMetal/Polymer Composite Plain Bearings: Maintenance-Free Low-Maintenance Special Designs, Special MaterialsFrancisco PalomeroNo ratings yet
- Installation of Glazed Aluminum Curtain Wall & Composite Cladding - Method Statement HQDocument7 pagesInstallation of Glazed Aluminum Curtain Wall & Composite Cladding - Method Statement HQNavdeep Singh Grewal100% (1)
- Slat Top Steel Chain: Uni 810 Single HingeDocument2 pagesSlat Top Steel Chain: Uni 810 Single HingeSaepul RochmanNo ratings yet
- Artista Columns ManualDocument24 pagesArtista Columns ManualsotirisNo ratings yet
- Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessDocument13 pagesSteel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Processraulpalma93No ratings yet
- AISI 304 Vs 304L Stainless Steel Properties (UNS S30403) Difference Between 304 and 304L (SS304L)Document6 pagesAISI 304 Vs 304L Stainless Steel Properties (UNS S30403) Difference Between 304 and 304L (SS304L)masoodkamalNo ratings yet
- Evaluating Stress-Corrosion-Cracking Resistance of Metals and Alloys in A Boiling Magnesium Chloride SolutionDocument6 pagesEvaluating Stress-Corrosion-Cracking Resistance of Metals and Alloys in A Boiling Magnesium Chloride Solutionvuqar0979No ratings yet
- Manufacturing Processes Set 1Document6 pagesManufacturing Processes Set 1Junaid ZafarNo ratings yet