You might also like
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Direct H2 SDecompositionby Plasmonic PhotocatalysisDocument9 pagesDirect H2 SDecompositionby Plasmonic PhotocatalysisSyeda Ammara AnwarNo ratings yet
- 10.1023/a 1019100925300Document7 pages10.1023/a 1019100925300Vishakha GaurNo ratings yet
- A Review of Solid Base Heterogeneous CatalystDocument53 pagesA Review of Solid Base Heterogeneous CatalystmanojrnpNo ratings yet
- Tripodi Et Al 2021 Process Intensification For Ammonia Synthesis in Multibed Reactors With Fe Wustite and Ru C CatalystsDocument8 pagesTripodi Et Al 2021 Process Intensification For Ammonia Synthesis in Multibed Reactors With Fe Wustite and Ru C CatalystsAji PratamaNo ratings yet
- (F2) Catalysis - of - Isoamyl - AcetateDocument9 pages(F2) Catalysis - of - Isoamyl - AcetatePierre-julien PropsNo ratings yet
- Org. Biomol. Chem., 2004, 2, 160-167 (Indole, Azaindole, Pyrroylquinoline)Document8 pagesOrg. Biomol. Chem., 2004, 2, 160-167 (Indole, Azaindole, Pyrroylquinoline)ludoNo ratings yet
- Ammonia Plantand CatalystDocument20 pagesAmmonia Plantand Catalystdeepak ojha100% (1)
- Processes 09 00189 v2Document20 pagesProcesses 09 00189 v2Ana Laura Gomes m SilvaNo ratings yet
- The Impact of Water On Ru-Catalyzed Olefin Metathesis (Article Presentation)Document7 pagesThe Impact of Water On Ru-Catalyzed Olefin Metathesis (Article Presentation)Jean Claude NzayisengaNo ratings yet
- Brocken 2017Document7 pagesBrocken 2017Eber ColqueNo ratings yet
- Reactor Design LessonDocument10 pagesReactor Design LessonKrystel Monica ManaloNo ratings yet
- Kinetic Model and Simulation Analysis For Propane Dehydrogenation in An Industrial Moving Bed ReactorDocument7 pagesKinetic Model and Simulation Analysis For Propane Dehydrogenation in An Industrial Moving Bed ReactorForcus onNo ratings yet
- Group No 9.CRK Course Project Report 30, 33,36, 42, 48Document29 pagesGroup No 9.CRK Course Project Report 30, 33,36, 42, 48Rankhamb ShubhamNo ratings yet
- Kim Et Al. (2016)Document8 pagesKim Et Al. (2016)alejandra emperanzaNo ratings yet
- Catalysts and CatalysisDocument10 pagesCatalysts and CatalysisKMNo ratings yet
- Lesson 3 Water TreatmentDocument14 pagesLesson 3 Water Treatmentramontorresgomez69No ratings yet
- SchaeferDocument7 pagesSchaeferBundanufa CiciNo ratings yet
- Analysis of The Combined Ammonia Production and Cyclohexane Dehydrogenation by A Novel Bifunctional ReactorDocument10 pagesAnalysis of The Combined Ammonia Production and Cyclohexane Dehydrogenation by A Novel Bifunctional ReactorSangHao NgNo ratings yet
- Reactor DesignDocument10 pagesReactor DesignKrystel Monica ManaloNo ratings yet
- Cathode Materials For Future Electric Vehicles and Energy Storage SystemsDocument6 pagesCathode Materials For Future Electric Vehicles and Energy Storage SystemsAbhi PNo ratings yet
- Homogeneous and Heterogeneous Catalysts For Multicomponent ReactionsDocument43 pagesHomogeneous and Heterogeneous Catalysts For Multicomponent Reactionswakanda foreverNo ratings yet
- Climent M.J., Corma A., Iborra S.-Homogeneous and Heterogeneous Catalysts For Multicomponent ReactionsDocument43 pagesCliment M.J., Corma A., Iborra S.-Homogeneous and Heterogeneous Catalysts For Multicomponent ReactionsAri WibowoNo ratings yet
- 甘油 丙烯醇 丙烯酸Document8 pages甘油 丙烯醇 丙烯酸gg oggNo ratings yet
- Visbreaking ModelDocument13 pagesVisbreaking ModelMaileen Julissa Hoyos CastellanosNo ratings yet
- Homogeneous CatalysisDocument7 pagesHomogeneous Catalysisrafael lopezNo ratings yet
- Two-Phase Dynamic Modeling and Simulation of Transport and Reaction in Catalytic Sulfur Dioxide ConvertersDocument12 pagesTwo-Phase Dynamic Modeling and Simulation of Transport and Reaction in Catalytic Sulfur Dioxide ConvertersRAFAEL JOHNSON TORRESNo ratings yet
- Conceptual Design and Analysis of A Novel Process For Hydrogen Liquefaction PDFDocument24 pagesConceptual Design and Analysis of A Novel Process For Hydrogen Liquefaction PDFDilla WahabNo ratings yet
- Modeling of A Radialflow Movingbed Reactor For Dehydrogenation of IsobutaneDocument7 pagesModeling of A Radialflow Movingbed Reactor For Dehydrogenation of IsobutaneForcus onNo ratings yet
- Liu Et Al 2023 Aqueous orDocument8 pagesLiu Et Al 2023 Aqueous oronurNo ratings yet
- LHHV KineticDocument14 pagesLHHV KineticNihad ZainNo ratings yet
- Design and Control of An Integrated Toluene-AnilinDocument6 pagesDesign and Control of An Integrated Toluene-AnilinfurkanNo ratings yet
- Wang 2019Document14 pagesWang 2019Arifah Sukasri Jurusan Teknik KimiaNo ratings yet
- Solvation Effects On Quantum Tunneling ReactionsDocument11 pagesSolvation Effects On Quantum Tunneling ReactionsZdeněk ChvalNo ratings yet
- Scale-Up of Monolithic Reactors-Wolf (Bayer) Has PA Reactor BasisDocument8 pagesScale-Up of Monolithic Reactors-Wolf (Bayer) Has PA Reactor Basisdaraj darajNo ratings yet
- Kinetics of Soybean Oil Epoxidation in A Semibatch Reactor: AccessDocument12 pagesKinetics of Soybean Oil Epoxidation in A Semibatch Reactor: AccessCinthia Sierra LgarsNo ratings yet
- Gas-Liquid and Gas-Liquid-Solid Catalysis in A Mesh MicroreactorDocument2 pagesGas-Liquid and Gas-Liquid-Solid Catalysis in A Mesh MicroreactorSudip DasNo ratings yet
- Engl, Reiser - 2020Document8 pagesEngl, Reiser - 2020franciscaNo ratings yet
- Irjet V3i8323Document9 pagesIrjet V3i8323noviNo ratings yet
- Recent Developments in The Synthesis of Supported Catalysts: Peter Munnik, Petra E. de Jongh, and Krijn P. de JongDocument32 pagesRecent Developments in The Synthesis of Supported Catalysts: Peter Munnik, Petra E. de Jongh, and Krijn P. de Jongwakanda foreverNo ratings yet
- Sustainable Series of New Epoxidized Vegetable Oil-BasedDocument13 pagesSustainable Series of New Epoxidized Vegetable Oil-Basedilan chertokNo ratings yet
- costa2012Document7 pagescosta2012Cristofer Newton ChigualaNo ratings yet
- Acsomega 1c03370 PDFDocument9 pagesAcsomega 1c03370 PDFSidharth SinghNo ratings yet
- Catalysis and Catalytic Reactors: 10.1 CatalystsDocument13 pagesCatalysis and Catalytic Reactors: 10.1 CatalystsKubra Ėdris100% (1)
- Vapor-Liquid Equilibrium Prediction by PE and ANN For The Extraction of Unsaturated Fatty Acid Esters by Supercritical CO2Document13 pagesVapor-Liquid Equilibrium Prediction by PE and ANN For The Extraction of Unsaturated Fatty Acid Esters by Supercritical CO2Davide Di ZioNo ratings yet
- Overcoming The Engineering Constraints For Scaling-Up The State-of-the-Art Catalyst For Tail-Gas N O DecompositionDocument7 pagesOvercoming The Engineering Constraints For Scaling-Up The State-of-the-Art Catalyst For Tail-Gas N O DecompositionJose MaciasNo ratings yet
- Zeolyst PaperDocument33 pagesZeolyst PaperRahul ChattopadhyayNo ratings yet
- Chemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiDocument14 pagesChemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiMihir ShahNo ratings yet
- Aili et al_2023_Electrode Separators for the Next-Generation Alkaline Water ElectrolyzersDocument11 pagesAili et al_2023_Electrode Separators for the Next-Generation Alkaline Water ElectrolyzersJalcamNo ratings yet
- Acssuschemeng 9b02579Document18 pagesAcssuschemeng 9b0257931415No ratings yet
- Jurnal 3 LADocument4 pagesJurnal 3 LAFarras HaidaryNo ratings yet
- Nanomaterials Green CatalystsDocument12 pagesNanomaterials Green CatalystsirineNo ratings yet
- Lectura 4. Structured Packings For Multiphase Catalytic ReactorsDocument32 pagesLectura 4. Structured Packings For Multiphase Catalytic ReactorsTRIANA FORERO GABRIEL RICARDONo ratings yet
- Acs - Joc.2c02802 (I2)Document13 pagesAcs - Joc.2c02802 (I2)Aislan LemeNo ratings yet
- IsoTherming® Hydroprocessing technology (2)Document4 pagesIsoTherming® Hydroprocessing technology (2)romi moriNo ratings yet
- Research Articles: Sequence-Controlled PolymersDocument8 pagesResearch Articles: Sequence-Controlled PolymersValentina OssaNo ratings yet
- View Article Online and Table of ContentsDocument10 pagesView Article Online and Table of ContentsJuan Manuel Uceda PérezNo ratings yet
- Evaluation of Efficiency of Brackish Desalination Ion Exchange Membranes Using Electrodialysis ProcessDocument14 pagesEvaluation of Efficiency of Brackish Desalination Ion Exchange Membranes Using Electrodialysis Processapi-3852712No ratings yet
- Green Chemistry Application For Sustainable DevelopmentDocument35 pagesGreen Chemistry Application For Sustainable DevelopmentAlinaCrinaCiubotariuMuresanNo ratings yet
- d3ra06912eDocument7 pagesd3ra06912ebwiyantokoNo ratings yet
- Introduction To Composite Materials-4 ModuleDocument48 pagesIntroduction To Composite Materials-4 Modulegagan devarajNo ratings yet
- SMD Assembly SE Mech - ADocument4 pagesSMD Assembly SE Mech - APrashantNo ratings yet
- Solving Quadratic EquationsDocument34 pagesSolving Quadratic EquationsJaninne Villa Del Rey100% (1)
- Chem2exam2 PDFDocument6 pagesChem2exam2 PDFLouis ParrNo ratings yet
- Cellosize QP 100mh Tds - PDF (Paints)Document1 pageCellosize QP 100mh Tds - PDF (Paints)ca_rl_4No ratings yet
- CH 10Document83 pagesCH 10이잉No ratings yet
- Adv Mat14, 1857 (Natural To Artifitial)Document4 pagesAdv Mat14, 1857 (Natural To Artifitial)chirag sabhayaNo ratings yet
- Performance Analysis For Single Slope Solar Still Enhanced With Multi-Shaped Floating Porous AbsorberDocument14 pagesPerformance Analysis For Single Slope Solar Still Enhanced With Multi-Shaped Floating Porous AbsorberAJAYNo ratings yet
- Experiment No. 1 Kirchhoff'S Law I. ObjectivesDocument6 pagesExperiment No. 1 Kirchhoff'S Law I. ObjectivesKzenetteNo ratings yet
- لقطة شاشة 2023-02-02 في 11.30.55 ص PDFDocument50 pagesلقطة شاشة 2023-02-02 في 11.30.55 ص PDFFaisal AlhiallNo ratings yet
- Phase 1 Quiz QP WITH ANSWERDocument5 pagesPhase 1 Quiz QP WITH ANSWERsureshkumarNo ratings yet
- Physics Multiple Choice QuestionsDocument8 pagesPhysics Multiple Choice QuestionsPranav AgrawalNo ratings yet
- Charpit's Method for Solving Nonlinear PDEsDocument23 pagesCharpit's Method for Solving Nonlinear PDEsManpreet Singh68% (31)
- Dual High Broadband AntennaDocument2 pagesDual High Broadband AntennaРоманКочневNo ratings yet
- DC Inverter VRF Systems C VRFDocument50 pagesDC Inverter VRF Systems C VRFMd Saddam HossainNo ratings yet
- Tower-Sens LB 490 Rod Detector Measures Levels Over 8 MetersDocument2 pagesTower-Sens LB 490 Rod Detector Measures Levels Over 8 MetersBudi PrihartonoNo ratings yet
- Kennametal - Tungsten Carbide Composite Brazing Rods DatasheetDocument1 pageKennametal - Tungsten Carbide Composite Brazing Rods DatasheetsakthiNo ratings yet
- Siemens Arcadis Varic C ArmDocument2 pagesSiemens Arcadis Varic C ArmFady Sobhy AzizNo ratings yet
- Ac Generator TheoryDocument3 pagesAc Generator TheoryKrizelle ManaloNo ratings yet
- KNUST Thermodynamics 1 - 141117Document117 pagesKNUST Thermodynamics 1 - 141117KhojoNo ratings yet
- Exp1. PotentiometricDocument12 pagesExp1. PotentiometricDanNo ratings yet
- Energy Interactions With Earth Surface Features RemoteDocument24 pagesEnergy Interactions With Earth Surface Features RemoteZoro D. GhoulNo ratings yet
- Cambridge IGCSE: PHYSICS 0625/06Document14 pagesCambridge IGCSE: PHYSICS 0625/06vivaanNo ratings yet
- 1800 kg DC Gate Operator Encoder Battery ChargerDocument4 pages1800 kg DC Gate Operator Encoder Battery Chargernico_ajjaNo ratings yet
- Applied Sciences: Generalized Beam Theory For Thin-Walled Beams With Curvilinear Open Cross-SectionsDocument18 pagesApplied Sciences: Generalized Beam Theory For Thin-Walled Beams With Curvilinear Open Cross-SectionshamzaNo ratings yet
- Principles of Ship HandlingDocument10 pagesPrinciples of Ship HandlingFrednixen GapoyNo ratings yet
- Heat Exchanger DesignDocument83 pagesHeat Exchanger DesignPhượng NguyễnNo ratings yet
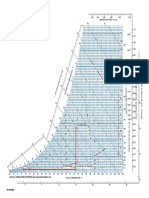
- State Point & Process Report: Psychrometric Chart Psychrometric ChartDocument1 pageState Point & Process Report: Psychrometric Chart Psychrometric ChartLee ChorneyNo ratings yet
- Chapter 4Document3 pagesChapter 4nick thompsonNo ratings yet
- Fall 2009 MTH301-Calculus II Time: 120 Min Marks: 80Document21 pagesFall 2009 MTH301-Calculus II Time: 120 Min Marks: 80rama520% (1)