You might also like
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- Bulk Material StockDocument8 pagesBulk Material StockAshanmugam SunfaceNo ratings yet
- Item 3 - GA10010211 PN 400824Document1 pageItem 3 - GA10010211 PN 400824Pablo GarcíaNo ratings yet
- Rate Derivaties Office Use Only - 15!03!2023Document1 pageRate Derivaties Office Use Only - 15!03!2023Hiral PatelNo ratings yet
- Detail at ADocument1 pageDetail at ANishant JadhavNo ratings yet
- 400KW Genset LayoutDocument2 pages400KW Genset LayoutSheina GaonNo ratings yet
- Elevation 2Document1 pageElevation 2svshaijuNo ratings yet
- Milling Feeds and SpeedsDocument1 pageMilling Feeds and SpeedsAlfian KamilNo ratings yet
- Item 1 - GA10010207 PN 400819Document1 pageItem 1 - GA10010207 PN 400819Pablo GarcíaNo ratings yet
- Metals and Alloys - DensitiesDocument2 pagesMetals and Alloys - DensitiesAnonymous KTQZaINo ratings yet
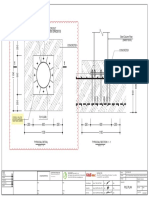
- S-1.1 Proposed Filling Station (Caltex Station) : Typical Column-Footing (C1-F1) DetailDocument1 pageS-1.1 Proposed Filling Station (Caltex Station) : Typical Column-Footing (C1-F1) DetailCarmela Andrea BuenafeNo ratings yet
- Valvula Mariposa Ranurada Soval 849Document2 pagesValvula Mariposa Ranurada Soval 849gabriel240371No ratings yet
- Plan 1 Pantry Door Detail 2Document2 pagesPlan 1 Pantry Door Detail 2api-16301161No ratings yet
- Staircase PDFDocument1 pageStaircase PDFNishitNo ratings yet
- Tumbler Steam Jacketed Kettle Section: ManholeDocument1 pageTumbler Steam Jacketed Kettle Section: ManholeDhee SulvitechNo ratings yet
- SECTIONDocument1 pageSECTIONAj RNo ratings yet
- Gd. MI RKBDocument15 pagesGd. MI RKBerik indra islamiNo ratings yet
- Detail Pondasi: KontractorDocument1 pageDetail Pondasi: KontractorElgi Permana PutraNo ratings yet
- Filter 4 Pulg.150 PsiDocument1 pageFilter 4 Pulg.150 PsiJim SmithNo ratings yet
- Outfitting Quality StandardsDocument82 pagesOutfitting Quality Standardsdeepak.vectormarineNo ratings yet
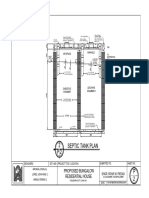
- Typical Septic Tank DetailsDocument1 pageTypical Septic Tank DetailsBalaji GNo ratings yet
- Polutry Sheds - DWGSDocument4 pagesPolutry Sheds - DWGSKarna Satish KumarNo ratings yet
- Abestano Beam Details and Schedule & Truss DetailsDocument1 pageAbestano Beam Details and Schedule & Truss DetailsAldrin Abestano Jr.No ratings yet
- 3Document1 page3Zyro M.No ratings yet
- Technical Data Sheet: F6003 5W40 - Synthetic Oil: IdentificationDocument1 pageTechnical Data Sheet: F6003 5W40 - Synthetic Oil: IdentificationValeriy ValkovetsNo ratings yet
- 2) Everyday Paint Indent & Status DetailsDocument61 pages2) Everyday Paint Indent & Status DetailsStructures ProductionNo ratings yet
- Pt. Mercury Tekindo Internusa: Item No. QTY DescriptionDocument1 pagePt. Mercury Tekindo Internusa: Item No. QTY DescriptionekawidiandiNo ratings yet
- Structural Steel Layout & Slab Detail DrawingDocument2 pagesStructural Steel Layout & Slab Detail Drawingdjati_No ratings yet
- Final KitcheDocument1 pageFinal Kitche1DC19AT041 M AditiNo ratings yet
- Selection of Bucket Elevator Style and Design Based On Conveyed Material Chapter Lead: Jeff GerhartDocument7 pagesSelection of Bucket Elevator Style and Design Based On Conveyed Material Chapter Lead: Jeff GerhartEduardo D. MenteNo ratings yet
- Auditorium: Gypsum 150Mm Dinding Bata Plaster 150MmDocument1 pageAuditorium: Gypsum 150Mm Dinding Bata Plaster 150MmNisaaul MuflihaturrahmahNo ratings yet
- Rep02 R01Document1 pageRep02 R01ABDERRAZZAKNo ratings yet
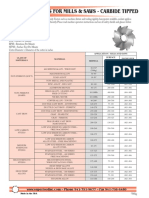
- Recommended Cutting Speeds For Dapra SBN CuttersDocument1 pageRecommended Cutting Speeds For Dapra SBN CuttersEduardo Aleman ReynaNo ratings yet
- Street Light Pole-Layout1 A3Document1 pageStreet Light Pole-Layout1 A3surveyargtNo ratings yet
- As BuitDocument1 pageAs BuitSancho AcbangNo ratings yet
- Existing BLDG.: Masonry Wall DetailDocument1 pageExisting BLDG.: Masonry Wall DetailJason PeredaNo ratings yet
- Revisi Tanggal 22062022 Gambar 5Document1 pageRevisi Tanggal 22062022 Gambar 5Luqman Bekti IsmailNo ratings yet
- 75 - Certificado Conformidad 800707 TITDocument23 pages75 - Certificado Conformidad 800707 TITkatherine tolozaNo ratings yet
- 280B Válvulas RWVDocument1 page280B Válvulas RWVПабло Рамирес РамиресNo ratings yet
- Series 1060: Zetco Bronze Ball Valve F&F Lever HandleDocument2 pagesSeries 1060: Zetco Bronze Ball Valve F&F Lever HandleguslohNo ratings yet
- Stair Detail BDocument1 pageStair Detail BGRETCHEN SIYNo ratings yet
- HI-3407-PHONIX OKHLA DelhiDocument1 pageHI-3407-PHONIX OKHLA DelhiVivek KumarNo ratings yet
- Aluminum 1100: Applications - General InformationDocument2 pagesAluminum 1100: Applications - General InformationAdel AbduoNo ratings yet
- Milling Speeds and Feeds PDFDocument1 pageMilling Speeds and Feeds PDFrobNo ratings yet
- Bbfo Estimate (Shoe Making Muslim)Document18 pagesBbfo Estimate (Shoe Making Muslim)AB AadNo ratings yet
- Irla Nala - Top PlanDocument1 pageIrla Nala - Top Plansamir bendreNo ratings yet
- Series Cast Iron Full Port Class 125 Flanged Ball Valve: DescriptionDocument2 pagesSeries Cast Iron Full Port Class 125 Flanged Ball Valve: DescriptionLuisPortorelliZambranoNo ratings yet
- Product Form: Api 6A LT ASTM A694 F60Document5 pagesProduct Form: Api 6A LT ASTM A694 F60Ejaz KNo ratings yet
- Hoja de Datos para Conjunto Motor-Acople-Bomba Ansi 2196 Watercol 4X6-13 Mto 200522 Agua CorrosivaDocument4 pagesHoja de Datos para Conjunto Motor-Acople-Bomba Ansi 2196 Watercol 4X6-13 Mto 200522 Agua CorrosivaArturo Camacho SalazarNo ratings yet
- Araldite: Tooling, Mouldmaking & Pattern Making ProductsDocument2 pagesAraldite: Tooling, Mouldmaking & Pattern Making Productsherysyam1980No ratings yet
- VS 350 - Electrical MaterialDocument6 pagesVS 350 - Electrical MaterialjaspreetsinghmeharNo ratings yet
- Kitchen Setail: Section Thru ADocument1 pageKitchen Setail: Section Thru ASha NikzNo ratings yet
- Bulk Cement Silo Dia 3000 (005) (Mombasa Cement)Document1 pageBulk Cement Silo Dia 3000 (005) (Mombasa Cement)p.tooconstructionltdNo ratings yet
- Aspiration R01Document1 pageAspiration R01ABDERRAZZAKNo ratings yet
- Ebs1-Fsfa11-Sapn-Dwpr-1008-D01-Typical Details Road Trace Crossing With Steel Casing-Sht-1Document1 pageEbs1-Fsfa11-Sapn-Dwpr-1008-D01-Typical Details Road Trace Crossing With Steel Casing-Sht-1Asaad AdnanNo ratings yet
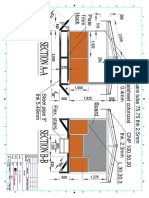
- Anchor Bolt 8Ø20 450 (GRADE 8.8) Steel Column Pipe: (Ø406 10mm) Steel Column Pipe: (Ø406 10mm) Concreter ConcreterDocument1 pageAnchor Bolt 8Ø20 450 (GRADE 8.8) Steel Column Pipe: (Ø406 10mm) Steel Column Pipe: (Ø406 10mm) Concreter ConcreterLe Cong LyNo ratings yet
- Jamil Saadeh 201800709 CladingDocument1 pageJamil Saadeh 201800709 CladingJamil SaadehNo ratings yet
- Cross CROSS SECTION ETO TALAGA YUNDocument1 pageCross CROSS SECTION ETO TALAGA YUNFermin NaragNo ratings yet
- Notes:: Sr. No. Description QTY Material DimensionsDocument1 pageNotes:: Sr. No. Description QTY Material DimensionsNATC LLPNo ratings yet
- Section A PipeDocument18 pagesSection A PipeOsama sayedNo ratings yet
- 034-Pro For Building PDFDocument36 pages034-Pro For Building PDFKöksal Patan0% (1)
- Pang Magalingan OnlyDocument5 pagesPang Magalingan OnlyDm LayugNo ratings yet
- 04-06-2022 444 East Alexander Palm RD, Boca Raton, Fl. ALUM. PEDESTRIAN GATESDocument2 pages04-06-2022 444 East Alexander Palm RD, Boca Raton, Fl. ALUM. PEDESTRIAN GATESdianaNo ratings yet
- Buy Affordable Residential Flats in Zirakpur at Escon ArenaDocument26 pagesBuy Affordable Residential Flats in Zirakpur at Escon ArenaEscon ArenaNo ratings yet
- Hardness Test Lab Report PDFDocument9 pagesHardness Test Lab Report PDFKalKatu MaLam76% (42)
- Sunanda PDFDocument3 pagesSunanda PDF9821694825100% (1)
- Avantco Ice Machines 194mc42022fa SpecsheetDocument2 pagesAvantco Ice Machines 194mc42022fa SpecsheetBernardo CruzNo ratings yet
- Tehnički Opis SKYSTARDocument56 pagesTehnički Opis SKYSTARIgor SpasovicNo ratings yet
- Reviving The Vernacular Architecture of Gond Tribes of Gondia District - A Sustainable Case Study in Today's ContextDocument4 pagesReviving The Vernacular Architecture of Gond Tribes of Gondia District - A Sustainable Case Study in Today's ContextShaikh Mohsin0% (1)
- Corrosion Resistance of MiTek Metal ConnectorsDocument4 pagesCorrosion Resistance of MiTek Metal ConnectorsEduardo Depiné TarnowskiNo ratings yet
- WCDocument6 pagesWCSheraz TariqNo ratings yet
- Tec2018 1542029762 PDFDocument35 pagesTec2018 1542029762 PDFuchikhlikarNo ratings yet
- Construction Material Lab 4Document8 pagesConstruction Material Lab 4Pluu ThananyaNo ratings yet
- Inj Moulding of Thermoset MaterialsDocument3 pagesInj Moulding of Thermoset MaterialsvinayakNo ratings yet
- 1 Attempt Any Five of The Following 10: Q.No Chapter/ Topic No. MarksDocument2 pages1 Attempt Any Five of The Following 10: Q.No Chapter/ Topic No. MarksMADA VENUMADHAV RAONo ratings yet
- The Evolution of Air Conditioning TechnologyDocument2 pagesThe Evolution of Air Conditioning TechnologyREBELLORSNo ratings yet
- Design ScopeDocument3 pagesDesign ScopeDr Ganesh Kame (Dr Kame)No ratings yet
- Creative FRP Design GuideDocument255 pagesCreative FRP Design GuideVincenzo Praturlon100% (1)
- Settlement of A Large Raft FoundationDocument1 pageSettlement of A Large Raft Foundationsb1966No ratings yet
- Adhesive ListDocument2 pagesAdhesive ListOpenStudyNo ratings yet
- Rapid WallsDocument13 pagesRapid WallsGeetha_shnNo ratings yet
- Aws C 5.4 Stud Welding PracticesDocument7 pagesAws C 5.4 Stud Welding PracticesJose Aciano Hernandez0% (1)
- Triggers: HVAC Simple SystemsDocument5 pagesTriggers: HVAC Simple SystemsRaviNo ratings yet
- Rr410305 Refrigeration Air ConditioningDocument8 pagesRr410305 Refrigeration Air ConditioningSrinivasa Rao G100% (5)
- Tower A DesignDocument254 pagesTower A DesignAnderson Quispe VilcaNo ratings yet
- Engine Cooling System: SectionDocument48 pagesEngine Cooling System: SectionLuis Alfonso Ortiz ESpinosaNo ratings yet
- CMT - Module 9. Compressive Strength of Hollow BlocksDocument7 pagesCMT - Module 9. Compressive Strength of Hollow BlocksMark Randell Carl TazalNo ratings yet
- Technology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishDocument8 pagesTechnology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishUsama AwadNo ratings yet
- Manpower Requirement ListDocument2 pagesManpower Requirement ListJohn HenryNo ratings yet