You might also like
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- 4 Principles of Pneumatic ControlDocument13 pages4 Principles of Pneumatic ControlAfatih As-SalimNo ratings yet
- Pneumatic ViseDocument18 pagesPneumatic ViseSaravanan SaranNo ratings yet
- Pneumatic NotesDocument26 pagesPneumatic Notessaliana binti sanusi85% (13)
- Pneumatic Shearing and Bending Machine: Vishal Tambat, Nilkanth Rane, Omkar Savant, Pankaj YadavDocument10 pagesPneumatic Shearing and Bending Machine: Vishal Tambat, Nilkanth Rane, Omkar Savant, Pankaj YadavJagan JJNo ratings yet
- Pneumatic Circuit Design AnalysisDocument7 pagesPneumatic Circuit Design AnalysismebrahtuNo ratings yet
- Operating a Single Acting Pneumatic CylinderDocument8 pagesOperating a Single Acting Pneumatic CylinderAliyu omeiza YusufNo ratings yet
- Pneumatic Systems: 5-1. Schematic Drawing of A Hydraulic Circuit, and Physical Drawing of The Components in The CircuitDocument8 pagesPneumatic Systems: 5-1. Schematic Drawing of A Hydraulic Circuit, and Physical Drawing of The Components in The Circuitmuhd_danialNo ratings yet
- Dynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsDocument8 pagesDynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsTai Huu100% (1)
- Syn Button TestDocument12 pagesSyn Button TestDeepak ChaurasiaNo ratings yet
- Mechatronics Lab ManualDocument54 pagesMechatronics Lab ManualAjay Chacko100% (1)
- Pneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveDocument14 pagesPneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveMubarak ShehuNo ratings yet
- A Project On Pneumatic ViceDocument13 pagesA Project On Pneumatic ViceKumar Gk50% (2)
- 2.1.1 The Basic of Pneumatic SystemDocument4 pages2.1.1 The Basic of Pneumatic SystemmorolosusNo ratings yet
- BMT7L1-Fluid Power Automation LabDocument37 pagesBMT7L1-Fluid Power Automation LabvamshimohanNo ratings yet
- 5.pneumatic Trainer KitDocument7 pages5.pneumatic Trainer KitAlmas 1710No ratings yet
- Design of Simple Pneumatics SystemsDocument5 pagesDesign of Simple Pneumatics SystemsRiya JadhavNo ratings yet
- Design and Fabrication of Pneumatic Press For Various AttachmentsDocument16 pagesDesign and Fabrication of Pneumatic Press For Various AttachmentsSWAPNIL PATILNo ratings yet
- Control Loop HardwareDocument56 pagesControl Loop Hardwarecharleselitb92No ratings yet
- Unit 4& 5Document9 pagesUnit 4& 5hariharanbook0% (1)
- Fan CurveDocument11 pagesFan CurveMouayad AlaliNo ratings yet
- Neumatic Control For Robotics and Industrial AutomationDocument12 pagesNeumatic Control For Robotics and Industrial AutomationJeet PawarNo ratings yet
- Optimized Air Distribution DesignDocument9 pagesOptimized Air Distribution DesignAbhay SinghNo ratings yet
- Three Axis Pnumatic Modern TrailDocument7 pagesThree Axis Pnumatic Modern Trailsuraj dhulannavarNo ratings yet
- Fluid Power Technology: Faculty of Engineering Technology Universiti Malaysia PahangDocument21 pagesFluid Power Technology: Faculty of Engineering Technology Universiti Malaysia PahangAniq AmirahNo ratings yet
- Engineering Letter: Fanperformance-ThesystemeffectDocument4 pagesEngineering Letter: Fanperformance-ThesystemeffectJuan Pablo ApazaNo ratings yet
- Air Balancing - AgDocument8 pagesAir Balancing - AgHai Le100% (2)
- Fans and BlowerDocument63 pagesFans and BlowerMamoun1969100% (1)
- Mechatronics Automation CH 2Document79 pagesMechatronics Automation CH 2Zeyad AymanNo ratings yet
- Chapter 5 - Basic Fluid Power SystemsDocument11 pagesChapter 5 - Basic Fluid Power SystemsDedi SetionoNo ratings yet
- Pressure Drop in Fittings and Duct DesigningDocument31 pagesPressure Drop in Fittings and Duct DesigningFaisal AyyazNo ratings yet
- The Specific Objectives of This Chapter Are To:: 38.2 - General Rules For Duct DesignDocument6 pagesThe Specific Objectives of This Chapter Are To:: 38.2 - General Rules For Duct DesignSalehAfadlehNo ratings yet
- Designing Steam Pressure Reducing StationsDocument7 pagesDesigning Steam Pressure Reducing StationsMohammed Hassan B KorainaNo ratings yet
- Tunnel VentilationDocument11 pagesTunnel VentilationAbubacker Siddique SulthanNo ratings yet
- PrdsDocument0 pagesPrdssandi1111No ratings yet
- All You Need To Know About FansDocument10 pagesAll You Need To Know About FansgertibajNo ratings yet
- PT18PCMTL5 - Applied Hydraulics & Pneumatics LabDocument37 pagesPT18PCMTL5 - Applied Hydraulics & Pneumatics LabvamshimohanNo ratings yet
- Auto 2 Finals Topic 3-Piping, Hydraulic and Pneumatic Diagrams-Converted1Document20 pagesAuto 2 Finals Topic 3-Piping, Hydraulic and Pneumatic Diagrams-Converted1Reynee Shaira Lamprea MatulacNo ratings yet
- Compressed Air Generation & Distribution SystemDocument6 pagesCompressed Air Generation & Distribution SystemSnehalkumar GhaytadkarNo ratings yet
- 2.4.5 Air DryersDocument13 pages2.4.5 Air DryerskhaledNo ratings yet
- Cooking ManualDocument12 pagesCooking ManualathreyanjaneyaNo ratings yet
- PNEUMATICS APPLICATION GUIDEDocument33 pagesPNEUMATICS APPLICATION GUIDEmorolosusNo ratings yet
- 17 Stroke-Time ControlDocument12 pages17 Stroke-Time ControlTejas JasaniNo ratings yet
- Pneumatic System - 1Document12 pagesPneumatic System - 1Ikram NajihuddinNo ratings yet
- Some Aspects of Numerical Simulation of Control Valves For Steam TurbinesDocument1 pageSome Aspects of Numerical Simulation of Control Valves For Steam TurbinesSharat ChandraNo ratings yet
- Hydraulics & Pneumatic Systems DepartmentDocument168 pagesHydraulics & Pneumatic Systems DepartmentVolety_Sarma_1703No ratings yet
- Hydraulic CKT Colour CodeDocument10 pagesHydraulic CKT Colour CodepawargdNo ratings yet
- HVACT10 Mhlogo FanDocument8 pagesHVACT10 Mhlogo FanjameeloNo ratings yet
- LAB 3 Air Compressor System AuditDocument7 pagesLAB 3 Air Compressor System AuditAmirulAminNo ratings yet
- Pneumatic Systems: Plastic Injection MoldingDocument14 pagesPneumatic Systems: Plastic Injection MoldingSino Ba To100% (1)
- Vent Il AdoresDocument21 pagesVent Il AdoresAlejandro Guerra RodriguezNo ratings yet
- Ijaiem 2013 11 30 109Document15 pagesIjaiem 2013 11 30 109International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Design of Air Conditioning DuctsDocument37 pagesDesign of Air Conditioning Ductsandu gashuNo ratings yet
- Fans in Air Handling Units - WTP 38 2Document23 pagesFans in Air Handling Units - WTP 38 2jameeloNo ratings yet
- Compressors and Compressed Air SystemsDocument24 pagesCompressors and Compressed Air SystemsjimmyshaNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
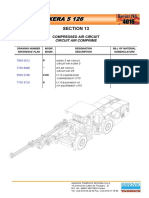
- S13 Compressed Air CircuitDocument48 pagesS13 Compressed Air CircuitHENRY HUAMANNo ratings yet
- GE Druck: EnglishDocument14 pagesGE Druck: EnglishPrashant HomkarNo ratings yet
- Diesel Pump Check ListDocument3 pagesDiesel Pump Check Listபிரபாகரன் மீண்டும் வருவான்No ratings yet
- Accumulator drill test record chart analysisDocument3 pagesAccumulator drill test record chart analysisriska jayaNo ratings yet
- A350 Ata 21Document101 pagesA350 Ata 21이봉연50% (2)
- Aircraft Systems: (3 ECTS) Lab 1 Preliminary Design of A Hydraulic SystemDocument29 pagesAircraft Systems: (3 ECTS) Lab 1 Preliminary Design of A Hydraulic SystemSohaib ChoudharyNo ratings yet
- C Rukava Nizkogo DavleniaDocument12 pagesC Rukava Nizkogo DavleniaMichael AkhramovichNo ratings yet
- Ordinary maintenance 1500 h for Forklift Fantuzzi (FDC 25 K8Document1 pageOrdinary maintenance 1500 h for Forklift Fantuzzi (FDC 25 K8Peix HichamNo ratings yet
- Lect11 SteamTurbine 01Document9 pagesLect11 SteamTurbine 01SpidyNo ratings yet
- SLAD-MXf ManualDocument10 pagesSLAD-MXf ManualReiky Aji ShaputraNo ratings yet
- Mikropor 20140520 Cross-ListDocument96 pagesMikropor 20140520 Cross-ListSergNo ratings yet
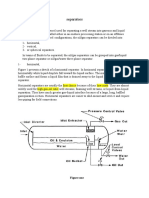
- Separators: Figure OneDocument8 pagesSeparators: Figure OneMohamed ModerNo ratings yet
- 349DL Electrical Circuit Kenr7799kenr7799-04 - SisDocument12 pages349DL Electrical Circuit Kenr7799kenr7799-04 - SisZAIN0% (1)
- Topic No. 4 CompressorsDocument13 pagesTopic No. 4 CompressorsSamarth SNo ratings yet
- 100-510-45436 - H Hpt-06-Mb1-Eb1 O&m ManualDocument15 pages100-510-45436 - H Hpt-06-Mb1-Eb1 O&m ManualMiki 40No ratings yet
- Sample of Nfpa Hydraulic CalculationDocument14 pagesSample of Nfpa Hydraulic Calculationzasza100% (1)
- Incidents in Ammonia Plants at IFFCO Aonla Unit: Paper 1dDocument10 pagesIncidents in Ammonia Plants at IFFCO Aonla Unit: Paper 1dAbhimanyu SharmaNo ratings yet
- MJP General Hydraulics: ValvesDocument3 pagesMJP General Hydraulics: ValvesTayfun SezişNo ratings yet
- Electronic Parts Catalog - Option DetailDocument2 pagesElectronic Parts Catalog - Option DetailmunhNo ratings yet
- Hydraulic HammerDocument7 pagesHydraulic HammerUbaldo Enrique Caraballo EstradaNo ratings yet
- Nfpa 37Document5 pagesNfpa 37adnanNo ratings yet
- Refrigeration and Air Conditioning Components GuideDocument43 pagesRefrigeration and Air Conditioning Components GuideAshim Lamichhane100% (1)
- PriceList 080Document104 pagesPriceList 080rizalbasoNo ratings yet
- Table of Contents - Book 5Document76 pagesTable of Contents - Book 5Visve Visve100% (1)
- C-12 Crusher (CAT Engine) : Figure B-1: ADJUST LOOMDocument8 pagesC-12 Crusher (CAT Engine) : Figure B-1: ADJUST LOOMHector CardenasNo ratings yet
- Bernouli S Theorem DemonstrationDocument14 pagesBernouli S Theorem DemonstrationHarris ImranNo ratings yet
- Laboratory EquipmentDocument9 pagesLaboratory EquipmentFaiq AhmadNo ratings yet
- Surge Tank PDFDocument11 pagesSurge Tank PDFsong Li100% (1)
- Hydraulic TurbinesDocument18 pagesHydraulic TurbinesSatanapong ChantanakomNo ratings yet
- 2000 A 4 - TAC2000 Instrument Air Free KitDocument2 pages2000 A 4 - TAC2000 Instrument Air Free KitJesus Nieva CornejoNo ratings yet