You might also like
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Epoxy Foam Encapsulation - Processing and Dielectric CharacternizationDocument63 pagesEpoxy Foam Encapsulation - Processing and Dielectric CharacternizationEugene PaiNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- PolymerDocument7 pagesPolymerShweta UmaleNo ratings yet
- Chapter 7-Other MaterialDocument20 pagesChapter 7-Other Materialمحمد أمير لقمانNo ratings yet
- Plastics as Corrosion-Resistant Materials: The Commonwealth and International Library: Plastics DivisionFrom EverandPlastics as Corrosion-Resistant Materials: The Commonwealth and International Library: Plastics DivisionNo ratings yet
- Plastic Industry 3Document50 pagesPlastic Industry 3Muhammad MugheeraNo ratings yet
- When Glass meets Pharma: Insights about glass as primary packaging materialFrom EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialNo ratings yet
- Study On Factors Affecting Properties of Foam Glass Made From Waste GlassDocument16 pagesStudy On Factors Affecting Properties of Foam Glass Made From Waste GlassWassim KechidNo ratings yet
- Accepted Manuscript: Composites: Part BDocument15 pagesAccepted Manuscript: Composites: Part BYoshua SuandiNo ratings yet
- Ceramic FoamDocument12 pagesCeramic FoamThao Pham MinhNo ratings yet
- Mechanical Properties and Thermal Conductivity of - 2018 - IEEEDocument6 pagesMechanical Properties and Thermal Conductivity of - 2018 - IEEEAngélica CardozaNo ratings yet
- 30 Years of Successes and Failures in Geopolymer Applications. Market Trends and Potential BreakthroughsDocument1,167 pages30 Years of Successes and Failures in Geopolymer Applications. Market Trends and Potential Breakthroughsknight1729100% (1)
- Mechanical Properties of A Particle-Strengthened Polyurethane FoamDocument13 pagesMechanical Properties of A Particle-Strengthened Polyurethane FoamATISH KUMAR DASNo ratings yet
- Rubber Linings OverviewDocument10 pagesRubber Linings OverviewhabibNo ratings yet
- Effect of DiatomitesDocument5 pagesEffect of DiatomitesDebby AyudyaNo ratings yet
- 1 s2.0 S1877705816317386 MainDocument7 pages1 s2.0 S1877705816317386 MainAshamar SankhNo ratings yet
- Chapter 1 - PolymersDocument94 pagesChapter 1 - Polymersa2hasijaNo ratings yet
- Some Technological Properties of Wood-Styrofoam Composite PanelsDocument5 pagesSome Technological Properties of Wood-Styrofoam Composite PanelsUrie ArnNo ratings yet
- Effect of Various Factors On Compressive Strength of Foamed ConcreteDocument12 pagesEffect of Various Factors On Compressive Strength of Foamed Concretesheikhmohammadismail58No ratings yet
- Construction by Plastic WasteDocument4 pagesConstruction by Plastic WasteRounakNo ratings yet
- A Study and Analysis of Manifacturing Process of Thiokol Rubber Swapna V, K. MounikaDocument8 pagesA Study and Analysis of Manifacturing Process of Thiokol Rubber Swapna V, K. Mounikamuhammad sameer ansariNo ratings yet
- Flexidone™ - A New Class of Innovative PVC Plasticizers: Martin Bonnet and Hasan KaytanDocument19 pagesFlexidone™ - A New Class of Innovative PVC Plasticizers: Martin Bonnet and Hasan KaytanBenpetro ChaichuaNo ratings yet
- Production of High Quality FoamDocument73 pagesProduction of High Quality FoamMOHAMMED YUSUF MAIAGOGONo ratings yet
- Use Fo Waste Plastic in Road ConstructionDocument5 pagesUse Fo Waste Plastic in Road ConstructionVishal SalujaNo ratings yet
- Laboratory Testing of Hydrocarbon Fire Protection Coatings and Effect of Wet EnvironmentsDocument16 pagesLaboratory Testing of Hydrocarbon Fire Protection Coatings and Effect of Wet EnvironmentsDinh Quoc HungNo ratings yet
- Consumer Goods - Low Cost and Easy Processability Make HDPE A Material of Choice inDocument5 pagesConsumer Goods - Low Cost and Easy Processability Make HDPE A Material of Choice inDwi YuliantoNo ratings yet
- 10 1016@j Polymer 2018 05 028Document27 pages10 1016@j Polymer 2018 05 028Hiếu LêNo ratings yet
- 3381 Crystic Handbook Dec 05Document100 pages3381 Crystic Handbook Dec 05Anton FatoniNo ratings yet
- Silicon Rubber Laboratory Pre ReportDocument9 pagesSilicon Rubber Laboratory Pre ReportAdrian Adalberto GarayNo ratings yet
- Nylon 66Document5 pagesNylon 66Novelia Ananda FitrilaNo ratings yet
- 2002-30 Years of Successes and Failures in Geopolymer ApplicationsDocument16 pages2002-30 Years of Successes and Failures in Geopolymer Applicationsgutierrezcamposd20No ratings yet
- Sandeep ChemistryDocument21 pagesSandeep ChemistrySandeep Nandan MishraNo ratings yet
- A Study On Cement-Based Composite Containing Polypropylene Fibers and Finely Ground Glass Exposed To Elevated TemperaturesDocument6 pagesA Study On Cement-Based Composite Containing Polypropylene Fibers and Finely Ground Glass Exposed To Elevated TemperaturesZeroub HamidNo ratings yet
- Effects of Ammonium Nitrate On Physico-Mechanical Properties and Formaldehyde Contents of ParticleboardDocument5 pagesEffects of Ammonium Nitrate On Physico-Mechanical Properties and Formaldehyde Contents of ParticleboardNegin GhaderiNo ratings yet
- Alamdar ProfileDocument63 pagesAlamdar ProfileAswin KurupNo ratings yet
- Nylons (Polyamide) : PropertiesDocument5 pagesNylons (Polyamide) : PropertiesOnline ShoppingNo ratings yet
- Shape Memory Polymers From Benzoxazine-Modified EpDocument13 pagesShape Memory Polymers From Benzoxazine-Modified EpTranggNo ratings yet
- Durability of Geopolymer Concrete Box CulvertsDocument10 pagesDurability of Geopolymer Concrete Box Culvertshanis hanisahNo ratings yet
- Modeling and Analysis of Hybrid Composite Strip With Bolted Joint Using FEMDocument39 pagesModeling and Analysis of Hybrid Composite Strip With Bolted Joint Using FEMAnonymous Ndsvh2soNo ratings yet
- Bonding, Sealing, Potting / Encapsulation and Coating With RTV Silicone Rubber CompoundsDocument38 pagesBonding, Sealing, Potting / Encapsulation and Coating With RTV Silicone Rubber CompoundsrezaNo ratings yet
- Geopolymer Concrete A ReviewDocument5 pagesGeopolymer Concrete A ReviewHilary WatsonNo ratings yet
- Laboratory ManualDocument0 pagesLaboratory ManualsuryavigneNo ratings yet
- Chemicals Blowing Agent in The Rubber IndustryDocument10 pagesChemicals Blowing Agent in The Rubber IndustryBenpetro ChaichuaNo ratings yet
- Non Metallic Engineering MaterialDocument7 pagesNon Metallic Engineering Materialrockworld00940% (5)
- Parametric Study On Polystyrene Sheet in Concrete: Gandhi Dhrumil & Unnati SoniDocument14 pagesParametric Study On Polystyrene Sheet in Concrete: Gandhi Dhrumil & Unnati SoniTJPRC PublicationsNo ratings yet
- Project Polymer Individual NaqibDocument9 pagesProject Polymer Individual Naqibnaqib88No ratings yet
- Effecto of AdhesiveDocument9 pagesEffecto of AdhesiveIndra CortezNo ratings yet
- 186 193, Tesma409, IJEAST PDFDocument8 pages186 193, Tesma409, IJEAST PDFSindhu KamathNo ratings yet
- Silicone RubberDocument25 pagesSilicone RubberAjinkya SatdiveNo ratings yet
- Synthesis of Modified Silane Acrylic Resins and Their Physical Properties As Weather-Resistant CoatingsDocument14 pagesSynthesis of Modified Silane Acrylic Resins and Their Physical Properties As Weather-Resistant CoatingszainNo ratings yet
- Flame Retardancy of Silicone-Based Materials: Polymer Degradation and Stability April 2009Document32 pagesFlame Retardancy of Silicone-Based Materials: Polymer Degradation and Stability April 2009FAH MANNo ratings yet
- Types of Glass FibresDocument37 pagesTypes of Glass FibresAayush GoelNo ratings yet
- Unit IiDocument93 pagesUnit IiJARWISNo ratings yet
- GeopolymerconcreteDocument34 pagesGeopolymerconcreteHarshith GowdaNo ratings yet
- Wang 1998Document5 pagesWang 1998Hina AfzalNo ratings yet
- Geopolymer Concrete With Replacement of Cement: Hamid Khan, Dushyant Purohit, Deependra Bagara, Hanuman Sahay PahadiyaDocument3 pagesGeopolymer Concrete With Replacement of Cement: Hamid Khan, Dushyant Purohit, Deependra Bagara, Hanuman Sahay PahadiyaShailesh ChavdaNo ratings yet
- Mechanical and Thermal Properties of Perlite and RDocument8 pagesMechanical and Thermal Properties of Perlite and RSheilaNo ratings yet
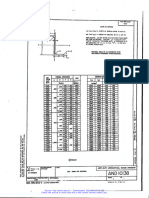
- And10138 R3Document2 pagesAnd10138 R3LanceNo ratings yet
- And10133 - Angle - Equal Leg ExtrudedDocument1 pageAnd10133 - Angle - Equal Leg ExtrudedLanceNo ratings yet
- And10138 - Zee - Equal Leg ExtrudedDocument2 pagesAnd10138 - Zee - Equal Leg ExtrudedLanceNo ratings yet
- An Analytical Method To Predict Efficiency of Aircraft GearboxesDocument25 pagesAn Analytical Method To Predict Efficiency of Aircraft GearboxesLanceNo ratings yet
- Argon Foam, 2022Document24 pagesArgon Foam, 2022LanceNo ratings yet
- Cooling Air Inlet and Exit Geometries On Aircraft Engine InstallationsDocument7 pagesCooling Air Inlet and Exit Geometries On Aircraft Engine InstallationsLanceNo ratings yet
- Design Study To Improve Pioneer LouverDocument76 pagesDesign Study To Improve Pioneer LouverLanceNo ratings yet
- Accelerating The Path Towards Carbon-Free AviationDocument50 pagesAccelerating The Path Towards Carbon-Free AviationLanceNo ratings yet
- Green Building Materials Supplier - Guangzhou RYMAX eCatalogue-201202ADocument81 pagesGreen Building Materials Supplier - Guangzhou RYMAX eCatalogue-201202AMilind RamaniNo ratings yet
- Lectut MTN 513 PDF Thermal PropertiesDocument44 pagesLectut MTN 513 PDF Thermal PropertiesAkash AgarwalNo ratings yet
- B B: P I: ACK TO Asics IPE NsulationDocument34 pagesB B: P I: ACK TO Asics IPE NsulationJose Luis Lázaro Pascual100% (3)
- Wall Sandwich Panels - ABODocument7 pagesWall Sandwich Panels - ABOZabihullah SafiNo ratings yet
- House Insulation V 5.8 EN 0 PDFDocument19 pagesHouse Insulation V 5.8 EN 0 PDFPratikNo ratings yet
- Super Insulating Perlite Evacuated Cryogenic ServiceDocument2 pagesSuper Insulating Perlite Evacuated Cryogenic Serviceclarence8bacligNo ratings yet
- Thermal Conductivity of Some Common Materials and GasesDocument11 pagesThermal Conductivity of Some Common Materials and GasesPragasti Nilam SariNo ratings yet
- UntitledDocument92 pagesUntitledSseremba Moses100% (1)
- Unicare Profile ComboDocument44 pagesUnicare Profile CombosaliqNo ratings yet
- Heat TransferDocument38 pagesHeat TransferSumit BhanushaliNo ratings yet
- Pipe Insulation Brochure Over 40000 KM of Pipe SuccessDocument16 pagesPipe Insulation Brochure Over 40000 KM of Pipe SuccessAmyt SrivastavNo ratings yet
- TAR Example For Hempatherm Vs CabothermDocument8 pagesTAR Example For Hempatherm Vs Cabotherm이선엽No ratings yet
- Upgraded & Prefab Insulation System: Recent Developments in Thermal Insulation System in IndustryDocument141 pagesUpgraded & Prefab Insulation System: Recent Developments in Thermal Insulation System in IndustryBhavesh PatelNo ratings yet
- JERES-N-100 Refractory Systems PDFDocument25 pagesJERES-N-100 Refractory Systems PDFzsmithNo ratings yet
- Pamphlet 5 Bulk Storage of Liquid Chlorine - CiDocument29 pagesPamphlet 5 Bulk Storage of Liquid Chlorine - Cifagb1978No ratings yet
- Accuracy II NotesDocument18 pagesAccuracy II NotesSunil DeshmukhNo ratings yet
- Solution Report For: Home My Test My ProfileDocument13 pagesSolution Report For: Home My Test My ProfileSanjay SudhakarNo ratings yet
- Fuel Cell Bipolar PlateDocument22 pagesFuel Cell Bipolar PlateCFDiran.irNo ratings yet
- Igcse Physics RevisionDocument44 pagesIgcse Physics Revisionlozzzzz88% (17)
- 11-KINFLEX-MANGUERAS AISLANTES - Conductividad Térmica TUBERIA DE COBREDocument6 pages11-KINFLEX-MANGUERAS AISLANTES - Conductividad Térmica TUBERIA DE COBRELeonard Mendoza ChuctayaNo ratings yet
- AaaaaaaaaDocument36 pagesAaaaaaaaageremuruts792No ratings yet
- ME302 Heat and Mass Transfer Tutorial Sheet #1: Introduction and Heat Conduction EquationDocument3 pagesME302 Heat and Mass Transfer Tutorial Sheet #1: Introduction and Heat Conduction EquationNik SainiNo ratings yet
- Roxul Safe Applications Guide: Fire Blocks, Firestops, and Rated AssembliesDocument18 pagesRoxul Safe Applications Guide: Fire Blocks, Firestops, and Rated AssembliesHaris SienaNo ratings yet
- I Unit MaterialDocument38 pagesI Unit Materialmanneli talpagiriNo ratings yet
- A Detailed Guide To Insulating Your HomeDocument28 pagesA Detailed Guide To Insulating Your Homebeerbaron1111No ratings yet
- CE71 - Insulation Materials ChartDocument2 pagesCE71 - Insulation Materials ChartNirav Desai100% (1)
- BrederoShaw Offshore 2Document20 pagesBrederoShaw Offshore 2Mehman NasibovNo ratings yet
- MCQ EdDocument4 pagesMCQ EdSatyamGuptaNo ratings yet
- Transformer Field Drying Procedures: A Theoretical AnalysisDocument9 pagesTransformer Field Drying Procedures: A Theoretical Analysisalireza shaNo ratings yet
- INSC1000 - Cold Service Insulation MaterialsDocument56 pagesINSC1000 - Cold Service Insulation MaterialsMohammed Khalid HussainNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Audio IC Circuits Manual: Newnes Circuits Manual SeriesFrom EverandAudio IC Circuits Manual: Newnes Circuits Manual SeriesRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)