You might also like
- RMAN Cheat SHeetDocument8 pagesRMAN Cheat SHeetpandishNo ratings yet
- GMW16215 PDFDocument7 pagesGMW16215 PDFJuanPeriquitanNo ratings yet
- A Step by Step Manual Guide With Screen Shots - Sap Basis - Daily Check ListDocument7 pagesA Step by Step Manual Guide With Screen Shots - Sap Basis - Daily Check ListAnimesh Sinha100% (1)
- Chicksan Inspection ProcedureDocument9 pagesChicksan Inspection ProcedureBanu Stefan Adrian100% (7)
- ES9-54 Fastener Installation Torque Values Rev GDocument34 pagesES9-54 Fastener Installation Torque Values Rev GIfran SierraNo ratings yet
- CWB FCAW Prequalified SetDocument77 pagesCWB FCAW Prequalified Setרונן לבNo ratings yet
- EG3409 Davit InspectionDocument10 pagesEG3409 Davit InspectionqaqcpipemanNo ratings yet
- Unigraphics NX Interview Questions and AnswersDocument5 pagesUnigraphics NX Interview Questions and AnswersVivekPJNo ratings yet
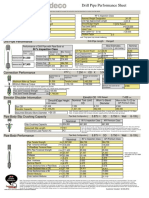
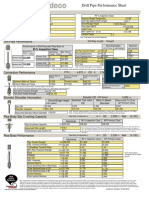
- Drill Pipe Performance SheetDocument3 pagesDrill Pipe Performance SheetGarcia C L AlbertoNo ratings yet
- Compressive Strength of Concrete Core BS EN 12504-1: Project InformationDocument2 pagesCompressive Strength of Concrete Core BS EN 12504-1: Project Informationraja qammarNo ratings yet
- Getco - r1 Al59 Zebra & MooseDocument27 pagesGetco - r1 Al59 Zebra & Mooseakib javed100% (1)
- DrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Document3 pagesDrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Garcia C L AlbertoNo ratings yet
- Science Is Nothing But Perversion in Itself Unless Its Ultimate Goal Is To Improve Humanity.Document9 pagesScience Is Nothing But Perversion in Itself Unless Its Ultimate Goal Is To Improve Humanity.yorchbonillaNo ratings yet
- Norma Astm E11Document12 pagesNorma Astm E11Luis Chircca100% (2)
- DuraSquirt RCSC 2.12.5Document6 pagesDuraSquirt RCSC 2.12.5rob westoverNo ratings yet
- DTI Install ProcedureDocument7 pagesDTI Install ProcedureStalwart Technosource India Pvt Ltd.No ratings yet
- 001 - Casing SwagesDocument20 pages001 - Casing SwagesahmedNo ratings yet
- Ring AS5282 Calibration CertificateDocument2 pagesRing AS5282 Calibration CertificateGennaro EspositoNo ratings yet
- ES9-54 Fastener Installation and Torque Value Rev JDocument35 pagesES9-54 Fastener Installation and Torque Value Rev Jganesh100% (1)
- ITP-Composite Insulator - Sample TestDocument3 pagesITP-Composite Insulator - Sample TestPrabhakar SvNo ratings yet
- Buyer's Guide - Skid TesterDocument10 pagesBuyer's Guide - Skid Testeralvaro almendarezNo ratings yet
- Prefabricated Vertical Drain With Fabric: Supplemental Technical Specification ForDocument8 pagesPrefabricated Vertical Drain With Fabric: Supplemental Technical Specification Formevice63No ratings yet
- 24 - 1 Core LT XLPE CableDocument9 pages24 - 1 Core LT XLPE CabledrravijainNo ratings yet
- Prefabricated Vertical Drain Test ReportDocument1 pagePrefabricated Vertical Drain Test Reporttrichandra maharjanNo ratings yet
- 605a PDFDocument15 pages605a PDFNasr PooyaNo ratings yet
- E 519 - 02 - Rtuxoq - PDFDocument5 pagesE 519 - 02 - Rtuxoq - PDFLipikaNo ratings yet
- Product Specification: Interax™ Foundation NXF-FG GeogridDocument1 pageProduct Specification: Interax™ Foundation NXF-FG GeogridRobert Gomez FlorNo ratings yet
- TASD 8 BookDocument45 pagesTASD 8 BookJonathan TejedaNo ratings yet
- TFP620 05 2014Document8 pagesTFP620 05 2014Furkan KadıNo ratings yet
- Tru-Tension Fasteners: TDS-006A 2-1-01Document6 pagesTru-Tension Fasteners: TDS-006A 2-1-01SOLRAKNo ratings yet
- RT API 650 12th - 2013Document1 pageRT API 650 12th - 2013Đỗ Thị HuyềnNo ratings yet
- Field Inspection Vane Tester VT12Document7 pagesField Inspection Vane Tester VT12Abel BernardoNo ratings yet
- BRFL Textiles PVT LTD: Sample DescriptionDocument1 pageBRFL Textiles PVT LTD: Sample DescriptionNarendraSinghNo ratings yet
- E 676 Â " 94 R98 - RTY3NI05NFI5OADocument4 pagesE 676 Â " 94 R98 - RTY3NI05NFI5OAhans ccNo ratings yet
- 'RAUP IOM-Aug06Document35 pages'RAUP IOM-Aug06Ngô Khắc ToảnNo ratings yet
- Hes D3211-99a Mechnical Properties of Steel Bolts and ScreDocument12 pagesHes D3211-99a Mechnical Properties of Steel Bolts and ScrePreetam KumarNo ratings yet
- Mil DTL 5688e - Amendment 2Document4 pagesMil DTL 5688e - Amendment 2thomasNo ratings yet
- 3.9m & 7.4m TT2 Floor Scoop Bath Report1Document2 pages3.9m & 7.4m TT2 Floor Scoop Bath Report1MAHENDRANo ratings yet
- Procedure For Welder QualificationDocument28 pagesProcedure For Welder Qualificationjagannath100% (1)
- Tighting Torque MethodDocument6 pagesTighting Torque Methodibrahim hegazyNo ratings yet
- A325-Twist of BoltDocument6 pagesA325-Twist of BoltPham NhatNo ratings yet
- D 1970 - 00 Rde5nzatukveDocument7 pagesD 1970 - 00 Rde5nzatukvedaovandongpktNo ratings yet
- Wire PDFDocument3 pagesWire PDFm.aliNo ratings yet
- BRFL Textiles PVT LTD: Sample DescriptionDocument1 pageBRFL Textiles PVT LTD: Sample DescriptionNarendraSinghNo ratings yet
- Pure 50Document9 pagesPure 50Carlos LagosNo ratings yet
- Mechanical Metigurical DimensionalDocument4 pagesMechanical Metigurical DimensionalPaviter SinghNo ratings yet
- FlatLOK TER 1501 08 0719Document10 pagesFlatLOK TER 1501 08 0719Ryan McKinneyNo ratings yet
- Grinnel Fig 522 - Salida StrapDocument6 pagesGrinnel Fig 522 - Salida StraprutyNo ratings yet
- Parker Test BarDocument1 pageParker Test BarTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Technical Information ASSET DOC LOC 1543385Document21 pagesTechnical Information ASSET DOC LOC 1543385Alfonso ChNo ratings yet
- CP3-001 ManualDocument13 pagesCP3-001 ManualJoao Carlos PereiraNo ratings yet
- Draft Specification of Various Items of TunnelsDocument29 pagesDraft Specification of Various Items of TunnelsDEBASIS BARMANNo ratings yet
- Pag. 47 A 52 Tabla de Pretensionado en Pernos de Alta ResistenciaDocument6 pagesPag. 47 A 52 Tabla de Pretensionado en Pernos de Alta ResistenciaHéctor Aníbal RodríguezNo ratings yet
- PoliMac Coated Gabion Mattress SpecDocument2 pagesPoliMac Coated Gabion Mattress SpecworkatarNo ratings yet
- Preparation of Asphalt Mixture Specimens Using Marshall ApparatusDocument8 pagesPreparation of Asphalt Mixture Specimens Using Marshall Apparatussumukh swaroopNo ratings yet
- DrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Document3 pagesDrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Johann ZabaletaNo ratings yet
- Caderno TecnicoDocument1 pageCaderno TecnicoThaís Dias ParteliNo ratings yet
- Sheet & PurlinDocument14 pagesSheet & PurlinStructures ProductionNo ratings yet
- Section 19 - Appendix C - FormsDocument52 pagesSection 19 - Appendix C - Formsfivehours5No ratings yet
- Task 53-10-00-252 16. Fuselage To Wing Attach Fitting Lugs Special Detailed InspectionDocument4 pagesTask 53-10-00-252 16. Fuselage To Wing Attach Fitting Lugs Special Detailed Inspectionworm_stellNo ratings yet
- Technical Information ASSET DOC LOC 1543417Document13 pagesTechnical Information ASSET DOC LOC 1543417michael turcotteNo ratings yet
- 3948Document20 pages3948Jigneshkumar PatelNo ratings yet
- UK Bolt SizesDocument26 pagesUK Bolt SizesVincent ChuNo ratings yet
- 1.25 A490 Bolts in Oversized HolesDocument4 pages1.25 A490 Bolts in Oversized HolesVincent ChuNo ratings yet
- North American Tower Splice BoltsDocument6 pagesNorth American Tower Splice BoltsVincent ChuNo ratings yet
- 06 - The Development of M48 Highâ Strength Bolt Steel For Wind Turbine MachineDocument7 pages06 - The Development of M48 Highâ Strength Bolt Steel For Wind Turbine MachineVincent ChuNo ratings yet
- KATALOG Ionizer Anti StaticDocument20 pagesKATALOG Ionizer Anti StaticMuhamad Reza HabibiNo ratings yet
- DP C30 CatalogDocument2 pagesDP C30 Catalogطلال الخولانيNo ratings yet
- Reading Comprehension #4Document2 pagesReading Comprehension #4Genta HutagalungNo ratings yet
- Aya SurveyDocument11 pagesAya SurveyaliNo ratings yet
- PaytmDocument94 pagesPaytmgoswamiphotostat100% (1)
- Shell Eco-Marathon and Ferrari - Internship Opportunity PDFDocument3 pagesShell Eco-Marathon and Ferrari - Internship Opportunity PDFMuhammad Luqman Al HakimNo ratings yet
- TSC NSC SeriesDocument32 pagesTSC NSC Seriesmoh shoNo ratings yet
- Week 05 (Ii) Innovation Steps and Risks InvolvedDocument6 pagesWeek 05 (Ii) Innovation Steps and Risks InvolvedSyed Rizwan HaiderNo ratings yet
- Sonia 5652Document12 pagesSonia 5652Zeeshan AhmadNo ratings yet
- Communication Material On Antenna Product Switch To 4.3-10 ConnectorDocument12 pagesCommunication Material On Antenna Product Switch To 4.3-10 ConnectorZoheir KacimiNo ratings yet
- 1 s2.0 S0148296322008852 MainDocument19 pages1 s2.0 S0148296322008852 MainAbhilasha SinghNo ratings yet
- Nationa Contest JournalDocument68 pagesNationa Contest JournalAnonymous 60esBJZIjNo ratings yet
- 1st LectureDocument17 pages1st LectureFarah HumaNo ratings yet
- DMR Repeater - Back-To-back Application Notes - R2.0Document27 pagesDMR Repeater - Back-To-back Application Notes - R2.0A&A LABORATORIONo ratings yet
- 3808 - SAP ABAP RMCA DeveloperDocument2 pages3808 - SAP ABAP RMCA DeveloperSantosh KumarNo ratings yet
- NER LabDocument65 pagesNER LabKondo CandiNo ratings yet
- Compare BJTDocument2 pagesCompare BJTNISHANT395100% (1)
- Unit 4Document77 pagesUnit 4baidnirvana8No ratings yet
- BP1200 1Document33 pagesBP1200 1drbizerkNo ratings yet
- Employees' Old-Age Benefits InstitutionDocument20 pagesEmployees' Old-Age Benefits InstitutionSAWERA TEXTILES PVT LTDNo ratings yet
- Fa 50Document6 pagesFa 50tansamaserNo ratings yet
- CENT Condition Monitoring ServiceDocument2 pagesCENT Condition Monitoring ServicesupljinaNo ratings yet
- Disaster Detection System Using Wireless Sensor Networks: Figure 1: Moteiv Tmote InventDocument9 pagesDisaster Detection System Using Wireless Sensor Networks: Figure 1: Moteiv Tmote Inventசரவணகுமார் முத்துராஜ்No ratings yet
- Iscom Rax 711 (B) : Essential Demarcation DeviceDocument3 pagesIscom Rax 711 (B) : Essential Demarcation DeviceCarlos PazNo ratings yet
- FCCID - Io-1723624 ManualDocument21 pagesFCCID - Io-1723624 ManualFranklin ChecaNo ratings yet
- Coran Compile Arabe - ZipDocument4 pagesCoran Compile Arabe - ZipMbayang miss DiopNo ratings yet