You might also like
- Compliance Inspection Test SheetDocument3 pagesCompliance Inspection Test SheetFlorin PanazanNo ratings yet
- Cathodic Protection Installation MethodDocument10 pagesCathodic Protection Installation Methodkamil67% (3)
- OAW SMAW Flat WeldingDocument12 pagesOAW SMAW Flat WeldingHaikal SubriNo ratings yet
- Cable Testing MSRADocument20 pagesCable Testing MSRASalman Pattikkad0% (1)
- PDP-6020FD ARP3478 Service ManualDocument203 pagesPDP-6020FD ARP3478 Service ManualPatrick Carroll100% (1)
- Astm D 5162Document3 pagesAstm D 5162miguel058150% (2)
- Flamethrower Using Isopropyl Alcohol and Butane LighterDocument3 pagesFlamethrower Using Isopropyl Alcohol and Butane LighterAymara Montilla GonzalezNo ratings yet
- Lesson 3 - Low Voltage Holiday DetectorDocument15 pagesLesson 3 - Low Voltage Holiday DetectorFarhad AsadulovNo ratings yet
- ElectroFusion Installation Manual (European Version)Document44 pagesElectroFusion Installation Manual (European Version)Jorge BaronNo ratings yet
- Method Statement - MV Cable JointingDocument8 pagesMethod Statement - MV Cable JointingnabatiestNo ratings yet
- Requirements To Be AccomplishedDocument9 pagesRequirements To Be Accomplishedcheenee dela cruzNo ratings yet
- Training ReportDocument16 pagesTraining ReportJay MavaniNo ratings yet
- wELDING MAIN PowerPoint PresentationDocument159 pageswELDING MAIN PowerPoint PresentationsanjibkrjanaNo ratings yet
- Cathodic Protection ProcedureDocument5 pagesCathodic Protection ProcedureAjie Ekpere100% (1)
- Astm G42 - 11 PDFDocument8 pagesAstm G42 - 11 PDFJavier Celada100% (1)
- Ap02014 R1 SolderingDocument7 pagesAp02014 R1 SolderingBernz Apura FernandezNo ratings yet
- Lab Report Workshop 10Document3 pagesLab Report Workshop 10Abdullah AnsariNo ratings yet
- Distribution Transformer Manufacturing Process ManualDocument29 pagesDistribution Transformer Manufacturing Process ManualAnonymous Jf6X8nNo ratings yet
- Report 1 - Process 2Document8 pagesReport 1 - Process 2Jason DignosNo ratings yet
- Lesson 4 - High Voltage Holiday DetectorDocument12 pagesLesson 4 - High Voltage Holiday DetectorFarhad AsadulovNo ratings yet
- Electrical Preventive Maintenance (EPM) Program Standards - The Hanover Insurance GroupDocument13 pagesElectrical Preventive Maintenance (EPM) Program Standards - The Hanover Insurance Groupatmoko2100% (1)
- AS 3894-1 Method 1 High-VoltageDocument20 pagesAS 3894-1 Method 1 High-Voltagejonathan nachiroNo ratings yet
- Electrofusion WeldingDocument11 pagesElectrofusion WeldingZuberYousufNo ratings yet
- CANIN+ User Manual E 200901 LDocument40 pagesCANIN+ User Manual E 200901 LSpiros LicoudisNo ratings yet
- Table of Content Chapter One: Introduction Electrical Safety Rules Electrical ToolsDocument32 pagesTable of Content Chapter One: Introduction Electrical Safety Rules Electrical ToolsFootkball 1No ratings yet
- 15 10 13 Tn17 ElectrofusionDocument12 pages15 10 13 Tn17 ElectrofusionErlinawati Bintu SupiyoNo ratings yet
- DesignDocument23 pagesDesignhabtemariam mollaNo ratings yet
- MTS E-Beam Evaporator ManualDocument11 pagesMTS E-Beam Evaporator ManualMarco SalvatoriNo ratings yet
- Pioneer Pdp-5080hd SMDocument181 pagesPioneer Pdp-5080hd SMleonid848No ratings yet
- ToshibaDocument69 pagesToshibaJuan Carlos Canul ArenaNo ratings yet
- RDE Tip, Micro, and Milli Electrode Care GuideDocument4 pagesRDE Tip, Micro, and Milli Electrode Care GuideXYZUSPNo ratings yet
- Es - 1152 Welding ShopDocument22 pagesEs - 1152 Welding ShopcoolinkenanatamNo ratings yet
- Workshop 2Document9 pagesWorkshop 2Sceva AquilaNo ratings yet
- Enamel Rating Reference Guide v1Document5 pagesEnamel Rating Reference Guide v1Fiolita PratiwiNo ratings yet
- QA&QC Earthing SystemDocument6 pagesQA&QC Earthing SystemMuhammadZahirKhanNo ratings yet
- Manual Air Condition Daewoo DSB-070L DSB-091LDocument32 pagesManual Air Condition Daewoo DSB-070L DSB-091LzefraNo ratings yet
- MD24F52 Toshiba Manual de Servicio ACTUAL PDFDocument46 pagesMD24F52 Toshiba Manual de Servicio ACTUAL PDFeparajonNo ratings yet
- Shielded Metal Arc Welding: Mild Steel I (E7018)Document41 pagesShielded Metal Arc Welding: Mild Steel I (E7018)greatsteelNo ratings yet
- Sop Magnesium Anode Installation - ThiessDocument10 pagesSop Magnesium Anode Installation - ThiessbonnicoNo ratings yet
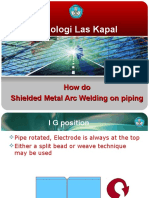
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDocument42 pagesTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506No ratings yet
- Case Study On Boiler Welded Joints InspectionDocument10 pagesCase Study On Boiler Welded Joints Inspectionprakush01975225403100% (2)
- 37lb1r Chassis Lp62cDocument42 pages37lb1r Chassis Lp62ckatode66No ratings yet
- Holiday Testing ProcedureDocument4 pagesHoliday Testing Proceduremadhurajsh100% (1)
- Panasonic Tc-p55vt50 Chassis Gpf15duDocument108 pagesPanasonic Tc-p55vt50 Chassis Gpf15duOK100% (1)
- LG 32LB530B CH LA30BDocument140 pagesLG 32LB530B CH LA30BWilfredo Sanchez TovarNo ratings yet
- Workmanship Standards QE SeminarDocument73 pagesWorkmanship Standards QE SeminarJuanPabloJimenezNo ratings yet
- NEFAX 671/691 service manualDocument323 pagesNEFAX 671/691 service manualchuckt528No ratings yet
- Copper Pipes InstallationDocument6 pagesCopper Pipes InstallationrkssNo ratings yet
- Electrofusion Jointing of Polyethylene (Pe) Pipe and Fittings For Pressure ApplicationsDocument3 pagesElectrofusion Jointing of Polyethylene (Pe) Pipe and Fittings For Pressure Applicationsarun100% (1)
- LG 42lc7r CH Lp78aDocument38 pagesLG 42lc7r CH Lp78aknpc13No ratings yet
- 22ls4r Ta Chassi Lp73a 2Document34 pages22ls4r Ta Chassi Lp73a 2Byg BytNo ratings yet
- Section13 Spark TestingDocument3 pagesSection13 Spark TestingGustavoNo ratings yet
- Additional Notes About Using A Megger Insulati On Tester: 34 A Stitch in TimeDocument2 pagesAdditional Notes About Using A Megger Insulati On Tester: 34 A Stitch in TimeChea VirakNo ratings yet
- Electrochemical Stripping: Dr. Rudolf Keller and Brian J. BarcaDocument5 pagesElectrochemical Stripping: Dr. Rudolf Keller and Brian J. BarcaRinush Fedrikdo Bushido OdaNo ratings yet
- Critical Processes for Electronic MaterialsDocument36 pagesCritical Processes for Electronic MaterialsAashutosh VyasNo ratings yet
- Core 2Document4 pagesCore 2eleno m. estoqueNo ratings yet
- Electrical Work ProcedureDocument18 pagesElectrical Work ProcedureUmar Adamu100% (2)
- Arc Tig131Document29 pagesArc Tig131booboostNo ratings yet
- AURETR010Document6 pagesAURETR010Muhammad Waseem0% (1)
- LG Led 37le7500Document52 pagesLG Led 37le7500Aead SongkhlaNo ratings yet
- 01-22 QCS 2014Document3 pages01-22 QCS 2014Raja Ahmed HassanNo ratings yet
- Draft Water Softening Project Report 10-14-13Document82 pagesDraft Water Softening Project Report 10-14-13aniketNo ratings yet
- Thermodynamics PDFDocument122 pagesThermodynamics PDFPrateek Srivastava100% (1)
- Subject-Chemistry: Investigatory Project OnDocument21 pagesSubject-Chemistry: Investigatory Project OnARYAN RAWATNo ratings yet
- Nutrition Education Program: Department of Workforce ServicesDocument7 pagesNutrition Education Program: Department of Workforce ServicesRobert HartNo ratings yet
- Chloroplast Review: Milka Rahman Senior Biology Teacher MastermindDocument47 pagesChloroplast Review: Milka Rahman Senior Biology Teacher MastermindMilka RahmanNo ratings yet
- Guide No01 GRLs7th Issue Oct21Document13 pagesGuide No01 GRLs7th Issue Oct21hüseyinNo ratings yet
- Daily Tutorial Sheet-9 Level-2 Introduction to Organic Chemistry IsomerismDocument1 pageDaily Tutorial Sheet-9 Level-2 Introduction to Organic Chemistry IsomerismVIDYA SRI GANESHNo ratings yet
- Materials and Manufacturing ProcessesDocument6 pagesMaterials and Manufacturing ProcessesNaresh Kumar ReddyNo ratings yet
- Membrane Separation (MS)Document16 pagesMembrane Separation (MS)Walter CarguaNo ratings yet
- Gas AbsorptionDocument43 pagesGas AbsorptionJoel Ong0% (1)
- Methods of Weed ControlDocument1 pageMethods of Weed Control2001194No ratings yet
- Tetrahedron 64 (2008) 8585-8603Document19 pagesTetrahedron 64 (2008) 8585-8603Suman BalyaniNo ratings yet
- Chem Cuprammonium RayonDocument6 pagesChem Cuprammonium RayonAnjali MenonNo ratings yet
- Quantify Vinegar AcidityDocument7 pagesQuantify Vinegar AcidityJoseline SorianoNo ratings yet
- TDC For Plates - SA 516 65Document3 pagesTDC For Plates - SA 516 65Renny DevassyNo ratings yet
- Class 1CJ1S01 (Pip PN01CJ1S01 - 2007)Document4 pagesClass 1CJ1S01 (Pip PN01CJ1S01 - 2007)Zvonko BešlićNo ratings yet
- ARL9900 TCA CatalogueIDocument4 pagesARL9900 TCA CatalogueIKendra TerryNo ratings yet
- Lecture Notes On Separation of Stable IsotopesDocument31 pagesLecture Notes On Separation of Stable IsotopesKaranam.Ramakumar100% (1)
- Bromination of AcetanilideDocument7 pagesBromination of AcetanilideaustingoewertNo ratings yet
- Transducers Quiz ElectronicsDocument8 pagesTransducers Quiz Electronicsashi100% (5)
- US1744693 Erythritol TetranitrateDocument2 pagesUS1744693 Erythritol Tetranitrateteleson eliasNo ratings yet
- Masti Oksidacija Lipidi Oksidacija Inicijacija Propagacija) TerminaijaDocument60 pagesMasti Oksidacija Lipidi Oksidacija Inicijacija Propagacija) TerminaijaAleksandar TeodovskiNo ratings yet
- Biology PosterDocument1 pageBiology PosterNoobmaster666No ratings yet
- Ballast Tank DescalingDocument4 pagesBallast Tank DescalingArchie Smiley100% (1)
- Hospira VincristineDocument9 pagesHospira VincristineIvenks EeNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.9 (Pipes and Hoses) PDFDocument16 pagesModule 7 (Maintenance Practices) Sub Module 7.9 (Pipes and Hoses) PDFshareyhouNo ratings yet
- Use of Waste Copper Slag, A Sustainable MaterialDocument15 pagesUse of Waste Copper Slag, A Sustainable MaterialDaniel VegaNo ratings yet
- Butt weld imperfections and defects guideDocument47 pagesButt weld imperfections and defects guidearash59_4uNo ratings yet