You might also like
- LTCC Based Sensors and MicrosystemsDocument11 pagesLTCC Based Sensors and MicrosystemsceroycesarNo ratings yet
- Vlsi - CHP12Document14 pagesVlsi - CHP12feki2607No ratings yet
- What Is Thick Film Ceramic PCBDocument13 pagesWhat Is Thick Film Ceramic PCBjackNo ratings yet
- Multi Chip Modules Technologies: P. Gerlach, C. Linder, K.-H. BecksDocument5 pagesMulti Chip Modules Technologies: P. Gerlach, C. Linder, K.-H. BecksSadeeq Ali MohammadNo ratings yet
- MM-Wave Microstrip and Novel Slot Antennas On Low Cost Large Area Panel MCM-D Substrates - A Feasibility and Performance StudyDocument9 pagesMM-Wave Microstrip and Novel Slot Antennas On Low Cost Large Area Panel MCM-D Substrates - A Feasibility and Performance StudyHimanshu ShuklaNo ratings yet
- HARM MachiningDocument5 pagesHARM MachiningAnkit DasNo ratings yet
- Azmat-LS2102205, Microwaves Home Task #11Document22 pagesAzmat-LS2102205, Microwaves Home Task #11Azmat GuldastaNo ratings yet
- ArticleDocument6 pagesArticleMuthuram ANo ratings yet
- Ch22-Materials Selection and Design ConsiderationDocument29 pagesCh22-Materials Selection and Design ConsiderationBryan de GuiaNo ratings yet
- A Highly Modular LTCC Packaging Technology For Ka-Band Satellite SystemsDocument5 pagesA Highly Modular LTCC Packaging Technology For Ka-Band Satellite SystemsJeong-geun KimNo ratings yet
- Sensors: Thin Film Encapsulation For RF MEMS in 5G and Modern Telecommunication SystemsDocument12 pagesSensors: Thin Film Encapsulation For RF MEMS in 5G and Modern Telecommunication Systems施玟宇No ratings yet
- The Introduction of The Ceramic PCB Manufacturing ProcessDocument8 pagesThe Introduction of The Ceramic PCB Manufacturing ProcessjackNo ratings yet
- Recent Advances in NM-OSCILLATOR Design With CMOS Technology: An OverviewDocument6 pagesRecent Advances in NM-OSCILLATOR Design With CMOS Technology: An OverviewInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Laser Prototyping of Microwave Circuits in LTCC TechnologyDocument9 pagesLaser Prototyping of Microwave Circuits in LTCC TechnologyGiang LeNo ratings yet
- Some Recent Developments in RF and Microwave Circuit IntegrationDocument2 pagesSome Recent Developments in RF and Microwave Circuit Integrationarunkr1No ratings yet
- Micromachines 14 00506Document11 pagesMicromachines 14 00506masum.sNo ratings yet
- Soft Magnetic MaterialsDocument9 pagesSoft Magnetic Materialsvincemugnaio100% (1)
- Double Mode X-Band TR Module Based On LTCCDocument4 pagesDouble Mode X-Band TR Module Based On LTCCtongel0% (1)
- Realization of A Conductive Bridging RF Switch Integrated Onto Printed Circuit BoardDocument8 pagesRealization of A Conductive Bridging RF Switch Integrated Onto Printed Circuit BoardSandip MaityNo ratings yet
- Rf/Micro Wave PackagesDocument54 pagesRf/Micro Wave PackagesgeethikaNo ratings yet
- 10 1109@ITherm45881 2020 9190490Document5 pages10 1109@ITherm45881 2020 9190490womini1025No ratings yet
- Glass Panel Packaging Most Leading Edge Packaging SmtaDocument5 pagesGlass Panel Packaging Most Leading Edge Packaging SmtaRohit LauvanshiNo ratings yet
- Microwave NotesDocument9 pagesMicrowave Notesmuhammad jehangirNo ratings yet
- Introduction to Microwave Planar Transmission LinesDocument125 pagesIntroduction to Microwave Planar Transmission LinesGhfrt JhuyNo ratings yet
- Write A Note On Classification of IC and IC Packages. (Dec 2017)Document60 pagesWrite A Note On Classification of IC and IC Packages. (Dec 2017)5060 Karthikeyan. MNo ratings yet
- Thick-Film and LTCC Passive Components For High-Temperature ElectronicsDocument10 pagesThick-Film and LTCC Passive Components For High-Temperature Electronicssagacious.ali2219No ratings yet
- High-K Dielectric Materials in MicroelectronicsDocument31 pagesHigh-K Dielectric Materials in MicroelectronicsAadil ShNo ratings yet
- 1 INTRODUCTION To Multi Chip ModulesDocument10 pages1 INTRODUCTION To Multi Chip ModulesSee Toh GeraldNo ratings yet
- Hybrid Circuits TechnologyDocument25 pagesHybrid Circuits TechnologyAnonymous cgcKzFtXNo ratings yet
- 2014 MR - Metal-Layer Capacitors in The 65 NM CMOS Process and The Application For Low-Leakage Power-Rail ESD Clamp CircuitDocument7 pages2014 MR - Metal-Layer Capacitors in The 65 NM CMOS Process and The Application For Low-Leakage Power-Rail ESD Clamp CircuitspaulsNo ratings yet
- Chapter-1 Wireless Communication - Laser CommunicationDocument56 pagesChapter-1 Wireless Communication - Laser Communicationyash_dk20083706No ratings yet
- 3d Floorplanning - ReviewPaperDocument6 pages3d Floorplanning - ReviewPaperMayank ChoudharyNo ratings yet
- Pub06 286 SPT NDT 097Document10 pagesPub06 286 SPT NDT 097rafaelNo ratings yet
- Avago Layout GuideDocument8 pagesAvago Layout GuideTran Ba QuynhNo ratings yet
- Fundamentals of Ic AssemblyDocument38 pagesFundamentals of Ic AssemblykhsniperNo ratings yet
- Advantages of LCP PackagesDocument6 pagesAdvantages of LCP PackagesTzouralas TheodorosNo ratings yet
- Nductors and Vel Interconnect Silicon Tec: N. Mehmet Keith A. JenkinsDocument5 pagesNductors and Vel Interconnect Silicon Tec: N. Mehmet Keith A. JenkinsstevenasdasNo ratings yet
- ch6 97 PDFDocument51 pagesch6 97 PDFRitu SinghNo ratings yet
- Sic Mos Trench SJ 122802Document9 pagesSic Mos Trench SJ 122802terry chenNo ratings yet
- Embedded Mems Modules For Bicmos: Aneesh R Aneesh RDocument25 pagesEmbedded Mems Modules For Bicmos: Aneesh R Aneesh RAneesh RaveendranNo ratings yet
- Project Report On Integrated CircuitDocument20 pagesProject Report On Integrated CircuitSushil Kumar67% (6)
- CMP in Semiconductor ManufacturingDocument8 pagesCMP in Semiconductor Manufacturingjana kNo ratings yet
- Silver Thick Film Pastes For Low Temperature Co-Fired Ceramics: Impact of Glass Frit VariationDocument7 pagesSilver Thick Film Pastes For Low Temperature Co-Fired Ceramics: Impact of Glass Frit Variationmap vitcoNo ratings yet
- High-k Gate Dielectric Seminar ReportDocument26 pagesHigh-k Gate Dielectric Seminar ReportamitgayaNo ratings yet
- Techniques and Technologies For High Frequency InterconnectionsDocument2 pagesTechniques and Technologies For High Frequency Interconnectionsarunkr1No ratings yet
- Optics, Modules, and Lenses Chapter Reviews PLC Design ApproachesDocument30 pagesOptics, Modules, and Lenses Chapter Reviews PLC Design ApproachesLauren StevensonNo ratings yet
- ME - Module 6 - BE - 2021 - OCTDocument30 pagesME - Module 6 - BE - 2021 - OCTAkshayNo ratings yet
- A MEMS-first Fabrication Process For Integrating CMOS Circuits With Polysilicon MicrostructuresDocument6 pagesA MEMS-first Fabrication Process For Integrating CMOS Circuits With Polysilicon Microstructuresyingying.li346No ratings yet
- FulltextDocument7 pagesFulltextapi-3721712No ratings yet
- Mmic TechnologyDocument49 pagesMmic Technologynimebox705No ratings yet
- LTCC Packages For RF Modules - KyoceraDocument3 pagesLTCC Packages For RF Modules - KyoceraPhan Xuân TuấnNo ratings yet
- Thin Film Technology: Dr. Kanak Chandra Sarma Professor & Head Department of Instrumentation, GUDocument34 pagesThin Film Technology: Dr. Kanak Chandra Sarma Professor & Head Department of Instrumentation, GUkumareshsarmahNo ratings yet
- Trends in Power Electronics and DrivesDocument42 pagesTrends in Power Electronics and DrivesPratik KatkeNo ratings yet
- Flip Chip Challenges: Substrate TechnologyDocument6 pagesFlip Chip Challenges: Substrate TechnologyvaltemaNo ratings yet
- The Last BarrierDocument13 pagesThe Last BarrierGdv Santhosh KumarNo ratings yet
- Investigation of Ultrasonic Vibrations of Wire-Bonding CapillariesDocument7 pagesInvestigation of Ultrasonic Vibrations of Wire-Bonding CapillariesKrassi GlogovskiNo ratings yet
- Advances in Logic Device ScalingDocument9 pagesAdvances in Logic Device ScalingKrishna KumarNo ratings yet
- SIP Substrates Drive Continued MiniaturizationDocument4 pagesSIP Substrates Drive Continued Miniaturizations1hahriarNo ratings yet
- Hedayati 2016Document4 pagesHedayati 2016PrarthnaNo ratings yet
- F INALITYp 3Document23 pagesF INALITYp 3api-3701467100% (1)
- Application Form For Business Permit: Amendment: AmendmentDocument2 pagesApplication Form For Business Permit: Amendment: AmendmentJdavidNo ratings yet
- Bank Account Details and Contact NumbersDocument38 pagesBank Account Details and Contact NumbersD-Blitz StudioNo ratings yet
- 737 Flow and ChecklistDocument7 pages737 Flow and ChecklistarelundhansenNo ratings yet
- Engg Maths Sem 3 Curve FittingDocument13 pagesEngg Maths Sem 3 Curve FittingRonak Raju ParmarNo ratings yet
- Module 3 - Design RulesDocument19 pagesModule 3 - Design RulesSamNo ratings yet
- BPM Governance Platform Progress Business ProcessDocument22 pagesBPM Governance Platform Progress Business ProcessLando ReyesNo ratings yet
- Auditing Theory - Audit ReportDocument26 pagesAuditing Theory - Audit ReportCarina Espallardo-RelucioNo ratings yet
- Absorbance at 405Nm: United States PatentDocument20 pagesAbsorbance at 405Nm: United States Patentfelipe_fismed4429No ratings yet
- 266DSH Differential Pressure TransmittersDocument36 pages266DSH Differential Pressure TransmittersSibabrata ChoudhuryNo ratings yet
- mPassBook 161022 150423 2918Document4 pagesmPassBook 161022 150423 2918Ashish kumarNo ratings yet
- Federal Ombudsmen Institutional Reforms Act, 2013Document8 pagesFederal Ombudsmen Institutional Reforms Act, 2013Adv HmasNo ratings yet
- The Influence of Culture Subculture On Consumer BehaviorDocument55 pagesThe Influence of Culture Subculture On Consumer Behaviorvijendra chanda100% (12)
- Entry Test Result MPhil 2014 PDFDocument11 pagesEntry Test Result MPhil 2014 PDFHafizAhmadNo ratings yet
- Maputo Port Approach Passage PlanDocument1 pageMaputo Port Approach Passage PlanRitesh ChandraNo ratings yet
- How To Sell Hillstone 306. Cloudhive v2.8Document98 pagesHow To Sell Hillstone 306. Cloudhive v2.8Emmanuel CoriaNo ratings yet
- How efficient is a wind turbineDocument8 pagesHow efficient is a wind turbinejNo ratings yet
- Rsa Netwitness Endpoint: Detect Unknown Threats. Reduce Dwell Time. Accelerate ResponseDocument8 pagesRsa Netwitness Endpoint: Detect Unknown Threats. Reduce Dwell Time. Accelerate ResponseRaghavNo ratings yet
- How To Recover An XP Encrypted FileDocument2 pagesHow To Recover An XP Encrypted FileratnajitorgNo ratings yet
- Market Profiling, Targeting and PositioningDocument16 pagesMarket Profiling, Targeting and PositioningMichelle RotairoNo ratings yet
- Agni Free PDF - 2 For Sbi Clerk Mains 2024Document18 pagesAgni Free PDF - 2 For Sbi Clerk Mains 2024supriyo248650No ratings yet
- Assignment 1 Front Sheet: Qualification BTEC Level 4 HND Diploma in BusinessDocument14 pagesAssignment 1 Front Sheet: Qualification BTEC Level 4 HND Diploma in BusinessQuan PhanNo ratings yet
- Robotic Surgery History and SystemsDocument28 pagesRobotic Surgery History and SystemsLidhi DileepNo ratings yet
- New Product Introduction Process: August 16, 2016Document30 pagesNew Product Introduction Process: August 16, 2016JuliaChenNo ratings yet
- Career Profile: Nidhi PathakDocument4 pagesCareer Profile: Nidhi PathaknidhipathakNo ratings yet
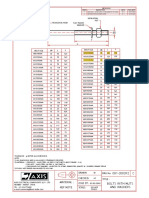
- Material: Ref Note: Rev # Description Appv. Rev DateDocument1 pageMaterial: Ref Note: Rev # Description Appv. Rev DateNimish TaterhNo ratings yet
- Experienced Welder Seeks New OpportunityDocument2 pagesExperienced Welder Seeks New OpportunityLen HebronNo ratings yet
- CIVL 222 AXIAL MEMBERSDocument27 pagesCIVL 222 AXIAL MEMBERSskhan247100% (1)
- People V VillanuevaDocument2 pagesPeople V VillanuevaLavernaNo ratings yet