You might also like
- STI Field Application Note: Acceleration EnvelopingDocument2 pagesSTI Field Application Note: Acceleration Envelopingsalkan_rahmanovic810No ratings yet
- Patterson VibrationAnalysisDocument15 pagesPatterson VibrationAnalysisandres monederoNo ratings yet
- Hansford Sensors Acceleration Enveloping White Paper Nov 2016Document4 pagesHansford Sensors Acceleration Enveloping White Paper Nov 2016aabejaroNo ratings yet
- Vibration Monitoring: Envelope Signal ProcessingDocument14 pagesVibration Monitoring: Envelope Signal ProcessingDkdkkd100% (1)
- Vibration Monitoring On Air Handling UnitsDocument2 pagesVibration Monitoring On Air Handling UnitsSaadiaAamirNo ratings yet
- Vibration Monitoring Techniques (CMDocument28 pagesVibration Monitoring Techniques (CMAhmed SalemNo ratings yet
- Fan Diagnosis in The FieldDocument10 pagesFan Diagnosis in The FieldDavide LanzoniNo ratings yet
- Prediction of The Bearing Damage Severity Level - Power-MI: Aug 21, 2023 3:36 PMDocument6 pagesPrediction of The Bearing Damage Severity Level - Power-MI: Aug 21, 2023 3:36 PMAnd jazNo ratings yet
- A Case Study of Low Speed Bearing Monitoring in A Paperboard PlantDocument9 pagesA Case Study of Low Speed Bearing Monitoring in A Paperboard PlantPIRATASANTANANo ratings yet
- A Guide To Low Frequency Vibration Measurement IrdDocument13 pagesA Guide To Low Frequency Vibration Measurement IrdPIRATASANTANANo ratings yet
- Condition monitoring and predictive maintenance in mining using vibration analysisDocument4 pagesCondition monitoring and predictive maintenance in mining using vibration analysisaal_shurafaNo ratings yet
- FAQ About EnvelopingDocument3 pagesFAQ About Envelopingsandeepm7947No ratings yet
- Detect bearing faults with vibration analysisDocument6 pagesDetect bearing faults with vibration analysisLe Thanh HaiNo ratings yet
- Identification of Bearing Defects by Spectral AnalysisDocument6 pagesIdentification of Bearing Defects by Spectral AnalysisShashankSharmaNo ratings yet
- Vibration Analysis For Reciprocating Compressors Part 1 1681772666Document8 pagesVibration Analysis For Reciprocating Compressors Part 1 1681772666Mohamed F. OmarNo ratings yet
- Analisis Bajas Frecuencias 237267Document8 pagesAnalisis Bajas Frecuencias 237267amoli001No ratings yet
- Vibration Analysis For Machinery Health DiagnosisDocument12 pagesVibration Analysis For Machinery Health Diagnosiskoniks519No ratings yet
- Practical Solutions To Machinery and Maintenance Vibration ProblemsDocument23 pagesPractical Solutions To Machinery and Maintenance Vibration Problemsjameel babooramNo ratings yet
- Transducers and Frequency Bands For Plain Bearing Measurements - Power-MIDocument5 pagesTransducers and Frequency Bands For Plain Bearing Measurements - Power-MIAnd jazNo ratings yet
- 2 - Slow Speed Vibration Signal AnalysisDocument9 pages2 - Slow Speed Vibration Signal AnalysisSasi NimmakayalaNo ratings yet
- Vibration Applications of Vibrating Screens PDFDocument15 pagesVibration Applications of Vibrating Screens PDFPRASHANTHNo ratings yet
- Early bearing fault detection fundamentalsDocument15 pagesEarly bearing fault detection fundamentalsArtero SergioNo ratings yet
- Motors:: The Past Is PresentDocument6 pagesMotors:: The Past Is Presenteko bagus sunaryoNo ratings yet
- Brochure SonicSnifferDocument2 pagesBrochure SonicSnifferKarel NegrínNo ratings yet
- Maintenance: LubricationDocument3 pagesMaintenance: LubricationMai Thế ToanNo ratings yet
- Envelope AnalysisDocument9 pagesEnvelope AnalysisrfriosEPNo ratings yet
- A Brief Tutorial On Machine VibrationDocument12 pagesA Brief Tutorial On Machine VibrationTushar AhujaNo ratings yet
- Vibration Analysis GuideDocument40 pagesVibration Analysis Guidealxmaas100% (3)
- Condition Monitoring of Rotating EquipmeDocument14 pagesCondition Monitoring of Rotating EquipmessshettyNo ratings yet
- High-Performance Speed Measurement by Suppression of Systematic Resolver and Encoder ErrorsDocument5 pagesHigh-Performance Speed Measurement by Suppression of Systematic Resolver and Encoder ErrorsGoran MiljkovicNo ratings yet
- Application Note: Envelope Analysis For Effective Rolling-Element Bearing Fault Detection - Fact or Fiction?Document4 pagesApplication Note: Envelope Analysis For Effective Rolling-Element Bearing Fault Detection - Fact or Fiction?Thair El-KabbaryNo ratings yet
- SKF Introduction Guide To Vibration MonitoringDocument33 pagesSKF Introduction Guide To Vibration MonitoringANo ratings yet
- Vibration Analysis Guide for Condition MonitoringDocument40 pagesVibration Analysis Guide for Condition MonitoringSAGI RATHNA PRASAD me14d210No ratings yet
- Vibration in Pumps PDFDocument5 pagesVibration in Pumps PDFNTRNo ratings yet
- Low Freq. Meas & gSEDocument13 pagesLow Freq. Meas & gSEsatya_chagantiNo ratings yet
- Field BalancingDocument26 pagesField BalancingFIRMANNo ratings yet
- Pilot Implementation of High Band Frequency Vibration Analysis in Nuclear Power PlantDocument3 pagesPilot Implementation of High Band Frequency Vibration Analysis in Nuclear Power PlantThair El-KabbaryNo ratings yet
- Acceleration in Paper MachinesDocument4 pagesAcceleration in Paper Machineseko bagus sunaryoNo ratings yet
- Accurate Defect Sizing Using Phased Array and Signal ProcessingDocument10 pagesAccurate Defect Sizing Using Phased Array and Signal ProcessingfayyazdnvNo ratings yet
- Deterioration Stages - Power-MI: Aug 21, 2023 3:38 PMDocument5 pagesDeterioration Stages - Power-MI: Aug 21, 2023 3:38 PMAnd jazNo ratings yet
- How Sensor Mounting Affects Measurments: Written by David A. CorelliDocument11 pagesHow Sensor Mounting Affects Measurments: Written by David A. CorelliGilbertoAndresDuarteNo ratings yet
- Assessment of Gearbox Fault DetectionUsi PDFDocument9 pagesAssessment of Gearbox Fault DetectionUsi PDFAekDzLaiNo ratings yet
- Vib - Analysis TechniquesDocument19 pagesVib - Analysis TechniquesMahmoud Sobhy100% (1)
- The Path to Lubrication Excellence: Condition-Based Monitoring and UltrasoundDocument13 pagesThe Path to Lubrication Excellence: Condition-Based Monitoring and UltrasoundDiego Egoávil MéndezNo ratings yet
- Envelope BearingDocument14 pagesEnvelope BearingHussein Razaq100% (1)
- Too Much Vibration PDFDocument8 pagesToo Much Vibration PDFThanh LuanNo ratings yet
- Vibration Analysis & Control GuideDocument148 pagesVibration Analysis & Control GuiderajeshNo ratings yet
- Vibration Analysis & Control Guide for Machinery DiagnosticsDocument148 pagesVibration Analysis & Control Guide for Machinery DiagnosticsrajeshNo ratings yet
- Shock Pulse MeasuringDocument4 pagesShock Pulse MeasuringyancNo ratings yet
- Rolling Element Bearings Vibration AnalysisDocument10 pagesRolling Element Bearings Vibration Analysisi.kamalNo ratings yet
- Rolling Element Bearings Vibration AnalysisDocument10 pagesRolling Element Bearings Vibration AnalysisSiva Kulanji100% (1)
- WPL_68_HowSensorMountingAffectsMeasurementsDocument11 pagesWPL_68_HowSensorMountingAffectsMeasurementsRoberto Eduardo Quintal PalomoNo ratings yet
- 1 s2.0 S0888327000913189 MainDocument13 pages1 s2.0 S0888327000913189 MainOUELAA ZAKARYANo ratings yet
- Vibration Vs UltrasoundDocument8 pagesVibration Vs UltrasoundallmcbeallNo ratings yet
- Understanding and Servicing Alarm SystemsFrom EverandUnderstanding and Servicing Alarm SystemsRating: 1 out of 5 stars1/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Global Positioning Systems, Inertial Navigation, and IntegrationFrom EverandGlobal Positioning Systems, Inertial Navigation, and IntegrationNo ratings yet
- Modern Practice in Servo Design: International Series of Monographs in Electrical EngineeringFrom EverandModern Practice in Servo Design: International Series of Monographs in Electrical EngineeringRating: 5 out of 5 stars5/5 (1)
- MIS DPCR IPCR July To December 2018 - Summary ListDocument14 pagesMIS DPCR IPCR July To December 2018 - Summary ListZyreen Kate BC100% (1)
- Chemistry Units 8 12Document29 pagesChemistry Units 8 12reg speckNo ratings yet
- Research PresentationDocument13 pagesResearch Presentationapi-252252011No ratings yet
- 6-Step Guide to Crushing Imposter SyndromeDocument10 pages6-Step Guide to Crushing Imposter SyndromeMark KestNo ratings yet
- Checklist PDFDocument84 pagesChecklist PDFJeremiah Miko LepasanaNo ratings yet
- Physics Investigatory Project Class 12Document12 pagesPhysics Investigatory Project Class 12shivanginirai7No ratings yet
- Experiment 1 Marble Race Virtual Science Lab Chem 2Document4 pagesExperiment 1 Marble Race Virtual Science Lab Chem 2Oribe, Narciso A.100% (1)
- Healthy Lifestyle HabitsDocument2 pagesHealthy Lifestyle HabitsJesus BaldeonNo ratings yet
- Tutorial Sheet 4Document2 pagesTutorial Sheet 4Syed YousufuddinNo ratings yet
- Journal Titles and DetailsDocument30 pagesJournal Titles and DetailsMinerva Medical Treatment Pvt LtdNo ratings yet
- 4 WP 2013Document8 pages4 WP 2013TUTORKIMNo ratings yet
- Barlow 2Document56 pagesBarlow 2Lupu Adrian NicuNo ratings yet
- ป 6Document43 pagesป 6MoLo Kanyarat ChenpitaksombatNo ratings yet
- API 578 Mock QuestionDocument4 pagesAPI 578 Mock QuestionsheikmoinNo ratings yet
- Blue Bloods 1Document166 pagesBlue Bloods 1anastomaNo ratings yet
- Effect of Non-Newtonian Fluids On The Performance of Plate Type Heat ExchangerDocument4 pagesEffect of Non-Newtonian Fluids On The Performance of Plate Type Heat Exchangerdeepika snehiNo ratings yet
- ODN102001 ATN Products Hardware Introduction ISSUE 1.00Document43 pagesODN102001 ATN Products Hardware Introduction ISSUE 1.00Jonathan Eduardo Tapias BeltranNo ratings yet
- RN and LPN Scope of Practice GuideDocument6 pagesRN and LPN Scope of Practice Guidejenn1722No ratings yet
- Jane EyreDocument165 pagesJane EyreSana AbdulsalamNo ratings yet
- ANPATH1 ReviewerDocument17 pagesANPATH1 ReviewerRashid DayaoNo ratings yet
- EWC661 TITLE: Dietary Habits During Term Time Among University Students. Background of StudyDocument4 pagesEWC661 TITLE: Dietary Habits During Term Time Among University Students. Background of StudyfarinaazmiNo ratings yet
- E06 Power Cable Joints and Terminations v1Document20 pagesE06 Power Cable Joints and Terminations v1Anorld WalkerNo ratings yet
- The Prevention of Women & Children Repression Act 2000: A Study of Implementation Process From 2003 To 2013Document9 pagesThe Prevention of Women & Children Repression Act 2000: A Study of Implementation Process From 2003 To 2013Md. Abdul KarimNo ratings yet
- Types of ProcurementDocument7 pagesTypes of ProcurementrahulNo ratings yet
- Department of The Navy Core Values CharterDocument1 pageDepartment of The Navy Core Values CharterShaun JohnsonNo ratings yet
- Quiz Integumentary SystemDocument23 pagesQuiz Integumentary SystemLemuel CunananNo ratings yet
- Yıldız Technical University - Program Information Form - Page 1/9Document9 pagesYıldız Technical University - Program Information Form - Page 1/9Elsaadawi MohamedNo ratings yet
- Polythionic Acid Stress Corrosion CrackingDocument2 pagesPolythionic Acid Stress Corrosion CrackingVajid MadathilNo ratings yet
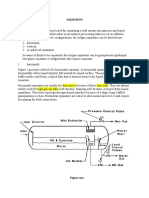
- Separators: Figure OneDocument8 pagesSeparators: Figure OneMohamed Moder100% (1)
- GRADES 1 To 12 Daily Lesson LogDocument5 pagesGRADES 1 To 12 Daily Lesson LogFlordeliza Manaois RamosNo ratings yet