You might also like
- Stabilitet Buckling Vippning 2006Document14 pagesStabilitet Buckling Vippning 2006bondeclubNo ratings yet
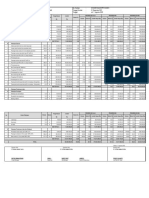
- Progres Pekerjaan Termin Ke-Iv (Empat)Document2 pagesProgres Pekerjaan Termin Ke-Iv (Empat)Erwin SimanjuntakNo ratings yet
- EC3 SlidesDocument36 pagesEC3 Slidesalanjlil1980No ratings yet
- Axlar KilremmarDocument36 pagesAxlar KilremmarFiräs SahliNo ratings yet
- Bab Iv - Hasil PengamatanDocument3 pagesBab Iv - Hasil PengamatanReski YuliaNo ratings yet
- 13 Enkel Regression Di StansDocument17 pages13 Enkel Regression Di Stansmina hannaNo ratings yet
- Plannja Lattbalk EurokodDocument32 pagesPlannja Lattbalk EurokodAli NadirNo ratings yet
- Labb TransmissionDocument13 pagesLabb Transmissionamirhussain akbariNo ratings yet
- Grafik FisikaDocument3 pagesGrafik FisikaNaufal RizkyNo ratings yet
- Eatimasi RAB KanopiDocument1 pageEatimasi RAB KanopiFajar Bq'No ratings yet
- Eje38 ReportDocument3 pagesEje38 ReportNicolas Santiago Diosa SucerquiaNo ratings yet
- Sketsa Green House 6 X 9Document3 pagesSketsa Green House 6 X 9SyarifNo ratings yet
- Nakayasu HydrographDocument14 pagesNakayasu HydrographAndri SonjayaNo ratings yet
- B-232015067-M Haris JonasDocument17 pagesB-232015067-M Haris JonasSyafriNo ratings yet
- Fy 1202Document5 pagesFy 1202Shaza SharholiNo ratings yet
- TENTAPLUGG - Nu AV STUDENTER FÖR STUDENTER. Kursnamn Fysik 1. Datum LP Laboration Balkböjning. Kursexaminator. Betygsgränser.Document17 pagesTENTAPLUGG - Nu AV STUDENTER FÖR STUDENTER. Kursnamn Fysik 1. Datum LP Laboration Balkböjning. Kursexaminator. Betygsgränser.Julia SandströmNo ratings yet
- Tabel Hasil Perhitungan Kelompok 5Document3 pagesTabel Hasil Perhitungan Kelompok 5Novia Angginie14No ratings yet
- Inlämningsuppgift 2Document8 pagesInlämningsuppgift 2iscNo ratings yet
- Trypsins EnzymaktivitetDocument3 pagesTrypsins EnzymaktivitetFrida Micaela Granroth0% (1)
- Perhitungan Kesalahan RelatifDocument6 pagesPerhitungan Kesalahan RelatifrosyadNo ratings yet
- Fahmi MF2103020025Document6 pagesFahmi MF2103020025FAHMI MUHAMMAD FAHKREZINo ratings yet
- Laboration4 HarmonisksvaengningDocument13 pagesLaboration4 HarmonisksvaengningMahmoud Al YousefNo ratings yet
- VIGA 04 - ReportDocument4 pagesVIGA 04 - ReportAna SosaNo ratings yet
- Biostat q3 LCMDocument4 pagesBiostat q3 LCMChloe RiegoNo ratings yet
- #11 Lampiran 11 HSS Snyder Aleksejev Distribusi Hujan 12 JamDocument11 pages#11 Lampiran 11 HSS Snyder Aleksejev Distribusi Hujan 12 Jamchandra adriawanNo ratings yet
- Hjälpreda Klar 110208Document16 pagesHjälpreda Klar 110208Patrik AlfredssonNo ratings yet
- Fysiklaboration 3ADocument4 pagesFysiklaboration 3AxsnudelxNo ratings yet
- Trabajo HidrologiaDocument1 pageTrabajo HidrologiaCielo FernándezNo ratings yet
- Buku KasDocument4 pagesBuku KasRP. & PERCETAKANNo ratings yet
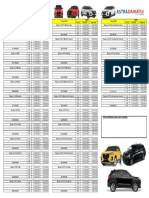
- Honda MaretDocument1 pageHonda MaretTimotius DeryNo ratings yet
- Statistik Kelompok Sentani 1Document4 pagesStatistik Kelompok Sentani 1TispinaNo ratings yet
- M5000 Bla4 Kap2Document57 pagesM5000 Bla4 Kap2Emil SjövallNo ratings yet
- PermenDocument77 pagesPermenSahrun ShimehateeNo ratings yet
- RaideurDocument8 pagesRaideurhbi2sasNo ratings yet
- Laporan Praktikum 1 Hukum Ohm-Kelompok4Document6 pagesLaporan Praktikum 1 Hukum Ohm-Kelompok4MUHTAR LUTFI ANSHORINo ratings yet
- Ruukki t45 30l 905 - LasttabellDocument2 pagesRuukki t45 30l 905 - Lasttabellbajs bajssonNo ratings yet
- Paket Wuling Passenger DP 25% - 30%: Berlaku FEBRUARI 2023Document2 pagesPaket Wuling Passenger DP 25% - 30%: Berlaku FEBRUARI 2023PENCINTA ALAMNo ratings yet
- Statistik Kelompok Abe 1Document4 pagesStatistik Kelompok Abe 1TispinaNo ratings yet
- Pricelist Ab Truss NewDocument10 pagesPricelist Ab Truss Newboz fxNo ratings yet
- Foundation Lab ReportDocument32 pagesFoundation Lab ReportSamuel RamonesNo ratings yet
- Adira-Paket Rocky Mei 2023Document1 pageAdira-Paket Rocky Mei 2023Latina FarukNo ratings yet
- Losningsforslag Nexus B 2-2 Mekaniska VagorDocument13 pagesLosningsforslag Nexus B 2-2 Mekaniska VagorblodisenNo ratings yet
- Foundation Lab ReportDocument32 pagesFoundation Lab ReportSamuel RamonesNo ratings yet
- CurlingDocument6 pagesCurlingThorvaldForssnerNo ratings yet
- Lösningsförslag Tentamen 140523Document6 pagesLösningsförslag Tentamen 140523Billy ThomasNo ratings yet
- Eliminasi Gauss Matriks 4x4Document5 pagesEliminasi Gauss Matriks 4x4Christian AditamaNo ratings yet
- Wika-Tangguh BoQ Handrail 1Document8 pagesWika-Tangguh BoQ Handrail 1bayu270589No ratings yet
- Tugas - Hidrograf - Sintetik - Jaya Sinaga - 121210002Document8 pagesTugas - Hidrograf - Sintetik - Jaya Sinaga - 121210002I2I2IOOO2Jaya SinagaNo ratings yet
- KonsolidasiDocument73 pagesKonsolidasiTiya Wahyuni Ummu Azka100% (1)
- UAS Genap - Rek. HidrologiDocument2 pagesUAS Genap - Rek. HidrologiGahriNo ratings yet
- Tabeller Och Diagram 1651Document20 pagesTabeller Och Diagram 1651Robin JonssonNo ratings yet
- Ergo Lösningar PDFDocument88 pagesErgo Lösningar PDFLamin SonkoNo ratings yet
- La 1 Fy 2 Gungan Och Harmonisk SvängningDocument4 pagesLa 1 Fy 2 Gungan Och Harmonisk Svängningemelie0% (1)
- Data Tanah Kelompok 1Document12 pagesData Tanah Kelompok 1TSUnjani KelasCNo ratings yet
- Fysik 1 Labb 6Document9 pagesFysik 1 Labb 6Nora SöderbergNo ratings yet
- Ejercicio 3Document4 pagesEjercicio 3Carlos Monasí G.No ratings yet
- Einsteins speciella relativitetsteori = matematiskt och fysikaliskt nonsens!From EverandEinsteins speciella relativitetsteori = matematiskt och fysikaliskt nonsens!No ratings yet