You might also like
- Factors Influencing Alignment ProcedureDocument23 pagesFactors Influencing Alignment ProcedureClint Garcia100% (1)
- Alignment of TwoDocument15 pagesAlignment of TwoquintanacalzadillasjaimeNo ratings yet
- Perform a Precision Shaft Alignment Using the Rim & Face MethodDocument10 pagesPerform a Precision Shaft Alignment Using the Rim & Face Methodmohamed elejmiNo ratings yet
- Effects of MisalignmentDocument50 pagesEffects of MisalignmentRana RandhirNo ratings yet
- Precision Shaft Alignment BenefitsDocument50 pagesPrecision Shaft Alignment BenefitsMohamed Belall100% (3)
- 6-1 Explanation of Cold AlignmentDocument18 pages6-1 Explanation of Cold AlignmentTuhoyoTarahao50% (2)
- Dial Indicator Alignment Basics GuideDocument24 pagesDial Indicator Alignment Basics Guidekiki270977100% (2)
- Rim and Face AlignmentDocument8 pagesRim and Face Alignmentnazir305No ratings yet
- Pump AlignmentDocument6 pagesPump AlignmentJuned Hamid KhanNo ratings yet
- Shaft Alignment - Rim and Face MethodDocument6 pagesShaft Alignment - Rim and Face MethodWajdi MansourNo ratings yet
- Praktikum 1 Perawatan MS - Modul 1 - Misalignment - Modul Rev2Document4 pagesPraktikum 1 Perawatan MS - Modul 1 - Misalignment - Modul Rev201CaUKM Zhaffran AsyrafNo ratings yet
- CASE STUDY Alignment ToleranceDocument9 pagesCASE STUDY Alignment ToleranceChihiya Fitria NurhayatiNo ratings yet
- Alignment Lecture2Document42 pagesAlignment Lecture2jlaguilar100% (1)
- Engine Crankshaft Deflection MeasurementDocument7 pagesEngine Crankshaft Deflection MeasurementFaizan Yousuf100% (2)
- Rim FaceDocument6 pagesRim FaceTomy lee youngNo ratings yet
- Pump Alignment Methods and ProceduresDocument4 pagesPump Alignment Methods and ProceduresCyril J PadiyathNo ratings yet
- Pumps Processes 0302Document3 pagesPumps Processes 0302Guru Raja Ragavendran Nagarajan100% (1)
- Machinery Alignment TechniquesDocument79 pagesMachinery Alignment TechniquesUmair Awan100% (2)
- Reverse Dial Indicator MethodDocument14 pagesReverse Dial Indicator MethodvinothenergyNo ratings yet
- Rim & Face Alignment MethodDocument9 pagesRim & Face Alignment Methoddg_cd7340No ratings yet
- Alignment and Types Prepeard by InzamamDocument58 pagesAlignment and Types Prepeard by InzamamUsama ArifNo ratings yet
- Rim and Face - Alignment KnowledgeDocument19 pagesRim and Face - Alignment Knowledgevj kumarNo ratings yet
- Alignment Test DrillingDocument4 pagesAlignment Test DrillingVivek Fegade33% (3)
- Chapter 7 Shaft AlignmentDocument29 pagesChapter 7 Shaft Alignmentعبدالحافظ زايدNo ratings yet
- Section 18: Illustrated Source Book Mechanical ComponentsDocument46 pagesSection 18: Illustrated Source Book Mechanical ComponentsLijo ThoamsNo ratings yet
- Pre-alignment checks and methods for pump and drier machinesDocument4 pagesPre-alignment checks and methods for pump and drier machinessppramNo ratings yet
- Field Application Note: Reverse Dial Indicator Alignment RdiaDocument7 pagesField Application Note: Reverse Dial Indicator Alignment RdiaYasir BhattiNo ratings yet
- Shaft Alignment: Your Photo HereDocument75 pagesShaft Alignment: Your Photo HereMahmoud Elghandour0% (1)
- Taufeeq Arshad: Prepared byDocument79 pagesTaufeeq Arshad: Prepared byZulfiqar AliNo ratings yet
- Rim and Face - Alignment KnowledgeDocument20 pagesRim and Face - Alignment KnowledgeTranV TamNo ratings yet
- Kick Off Procedure For Directional WellsDocument9 pagesKick Off Procedure For Directional WellsAdin PraviMoški PartAdisNo ratings yet
- Dial Gauge and Alignment: We Are Your Team MembersDocument11 pagesDial Gauge and Alignment: We Are Your Team MembersSIVAPATHASEKARAN100% (2)
- Reverse Dial Alignment ProcedureDocument7 pagesReverse Dial Alignment ProcedurejohnsaballaNo ratings yet
- Manual G Ingles - V6Document68 pagesManual G Ingles - V6Phùng Thế Kiên50% (2)
- Steps of Machine AlignmentDocument12 pagesSteps of Machine AlignmentRupesh SinhaNo ratings yet
- SET UP AND USE OPTICAL ALIGNMENT GAUGEDocument3 pagesSET UP AND USE OPTICAL ALIGNMENT GAUGEUchenna AkintayoNo ratings yet
- Alignment Tests On Milling Machine (Metrology)Document6 pagesAlignment Tests On Milling Machine (Metrology)Saikrishna Nagumalli67% (3)
- TMS9000 2 SM CTRL649 01 SPANISH With Alignment Supp Light PDFDocument414 pagesTMS9000 2 SM CTRL649 01 SPANISH With Alignment Supp Light PDFJhonnatan Alexis roaNo ratings yet
- Training Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyDocument77 pagesTraining Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyMithlesh SharmaNo ratings yet
- Rim and Face - Alignment KnowledgeDocument20 pagesRim and Face - Alignment Knowledgepk cfctk100% (1)
- Railway Curves 5Document21 pagesRailway Curves 5vpmohammed100% (1)
- Dial indicator shaft alignmentDocument21 pagesDial indicator shaft alignmentHesham EbrahimNo ratings yet
- Engine Alignment DetailsDocument13 pagesEngine Alignment DetailsNaufal HilmiNo ratings yet
- Rotating AlignmentDocument16 pagesRotating Alignmentabhishek jhaNo ratings yet
- Turbine AlignmentDocument3 pagesTurbine AlignmentParmasamy SubramaniNo ratings yet
- TT Bearing Insp Proc v3Document7 pagesTT Bearing Insp Proc v3Rino AdityaNo ratings yet
- Tms700e13 SM Ctrl512 01 Spanish With Alignment SuppDocument390 pagesTms700e13 SM Ctrl512 01 Spanish With Alignment SuppVictor VegaNo ratings yet
- Mazak Alignment Procedure Integrex MK-IVDocument14 pagesMazak Alignment Procedure Integrex MK-IVMauro S Cabral100% (2)
- Caso Estudio Alineamiento de EjesDocument8 pagesCaso Estudio Alineamiento de EjesBacoNo ratings yet
- Cheking Large GearsDocument9 pagesCheking Large GearsbeiboxNo ratings yet
- Steering Geometry and Caster Measurement PDFDocument18 pagesSteering Geometry and Caster Measurement PDFVinayChikNo ratings yet
- Testing Machine Tools by Schlesinger Principle - Lathe Machine TestDocument6 pagesTesting Machine Tools by Schlesinger Principle - Lathe Machine TestАлександар ВујаковићNo ratings yet
- What Is Alignment?Document13 pagesWhat Is Alignment?ashish14471No ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Planar Linkage Synthesis: A modern CAD based approachFrom EverandPlanar Linkage Synthesis: A modern CAD based approachNo ratings yet
- Selecting Bronze Bearing MaterialsDocument10 pagesSelecting Bronze Bearing MaterialsAh Leng LauNo ratings yet
- Norsok Standard - Process Design (P-001r3)Document29 pagesNorsok Standard - Process Design (P-001r3)Thitikorn WassanarpheernphongNo ratings yet
- Pipe Vibrations Energiforskrapport 2017 351 PDFDocument92 pagesPipe Vibrations Energiforskrapport 2017 351 PDFShalihan MustafaNo ratings yet
- Dynamics of Machines Lecture on Isolation and TransmissibilityDocument17 pagesDynamics of Machines Lecture on Isolation and TransmissibilityNeelesh KumarNo ratings yet
- Rigid Body Motion FundamentalsDocument15 pagesRigid Body Motion FundamentalsBalaji BaluNo ratings yet
- Grade X Ch.13 Ex 13.1Document8 pagesGrade X Ch.13 Ex 13.1MoghanNo ratings yet
- HVAC - How To Size and Design (CED Engineering) (Static Loss, Etc)Document91 pagesHVAC - How To Size and Design (CED Engineering) (Static Loss, Etc)Zulfadzli RidzuanNo ratings yet
- Heat TransferDocument164 pagesHeat TransferPOOJA VERMANo ratings yet
- Cambridge O Level: PHYSICS 5054/21Document20 pagesCambridge O Level: PHYSICS 5054/21William LuangaNo ratings yet
- Iso 178Document19 pagesIso 178Chris Kořán100% (1)
- Fluid Statics 3Document103 pagesFluid Statics 3KayNo ratings yet
- Problem Score Points: ME 320 Fluid Flow Homework #2 Prof. Tak-Sing WongDocument11 pagesProblem Score Points: ME 320 Fluid Flow Homework #2 Prof. Tak-Sing WongMelissa YGNo ratings yet
- CH 7 Ac Worksheet 2022Document5 pagesCH 7 Ac Worksheet 2022Hamad FarooqueNo ratings yet
- 1a.regulation of Alternator by Emf MethodDocument7 pages1a.regulation of Alternator by Emf MethodsakthipriyaNo ratings yet
- Ansys Fluent Simulation ReportDocument10 pagesAnsys Fluent Simulation ReportSouhardya BanerjeeNo ratings yet
- Generator Specification: Industrial Range Powered by DoosanDocument4 pagesGenerator Specification: Industrial Range Powered by DoosanTiến Giang HàNo ratings yet
- Tutorial 3Document3 pagesTutorial 3Zaynab KatimaNo ratings yet
- 1.060 Notes - Relative Mass - MoleDocument10 pages1.060 Notes - Relative Mass - MolelyliasahiliNo ratings yet
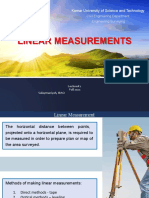
- Engineering Surveying Linear MeasurementsDocument24 pagesEngineering Surveying Linear MeasurementsMohammed Fadhil HamaNo ratings yet
- Chapter 5 Force Mass AccelerationDocument12 pagesChapter 5 Force Mass AccelerationAivan SaberonNo ratings yet
- Degetted,: Fance On A in Ficld &Document11 pagesDegetted,: Fance On A in Ficld &AnkitNo ratings yet
- Guno, Lea H. 40 Problems - Surveying & TranspoDocument8 pagesGuno, Lea H. 40 Problems - Surveying & TranspoLea GunoNo ratings yet
- Angularity Number Test Aim of The ExperimentDocument4 pagesAngularity Number Test Aim of The ExperimentakhilaNo ratings yet
- Ee101l Experiment 7 Sample Class DataDocument8 pagesEe101l Experiment 7 Sample Class DataAndieeNo ratings yet
- Brochure GM Moisture Control Unit MYFD-MOZG 2017 enDocument8 pagesBrochure GM Moisture Control Unit MYFD-MOZG 2017 enMichael Rivera100% (1)
- 2009 - Energy Requirements For Hydrogen Gas Compression and Liquefaction As Related To Vehicle Storage Needs - Department of EnergyDocument6 pages2009 - Energy Requirements For Hydrogen Gas Compression and Liquefaction As Related To Vehicle Storage Needs - Department of EnergyJorge Luis Echeverri RomanNo ratings yet
- Turbulence - Nikuradse - 19930093938Document64 pagesTurbulence - Nikuradse - 19930093938Norma SafadaNo ratings yet
- Unit 1 - SolarDocument40 pagesUnit 1 - SolaryesmuraliNo ratings yet
- Lab 1 The Physics LaboratoryDocument4 pagesLab 1 The Physics LaboratoryHolly ShankinNo ratings yet
- Manual For Multihead WeigherDocument43 pagesManual For Multihead WeigherAlvaro DiazNo ratings yet
- Types of Data & Measurement Scales: Ordinal ScaleDocument2 pagesTypes of Data & Measurement Scales: Ordinal ScaleTanmay MaityNo ratings yet
- Fall 2020 PHY-105 Mid Term ADocument1 pageFall 2020 PHY-105 Mid Term AMd. Imran AhmedNo ratings yet
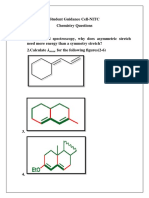
- Student Guidance Cell-NITC Chemistry QuestionsDocument5 pagesStudent Guidance Cell-NITC Chemistry QuestionsVedurupaka Venkata SaiNo ratings yet
- Physics Solutions: Trial Examination HSC Course 2008Document13 pagesPhysics Solutions: Trial Examination HSC Course 2008Yon Seo YooNo ratings yet
- Geometry and Mensuration Questions for CAT PDFDocument11 pagesGeometry and Mensuration Questions for CAT PDFYashraj Singh ChauhanNo ratings yet