You might also like
- Wiring Jeep WK ALLDocument76 pagesWiring Jeep WK ALLKamerom Cunningham43% (7)
- The Oracle: Bes980 Spare Parts PicturesDocument40 pagesThe Oracle: Bes980 Spare Parts PicturesKanen Coffee, LLC.100% (2)
- Ford Taurus 1993 WiringDocument173 pagesFord Taurus 1993 WiringNikolai Kazintsev100% (1)
- Engin ECU D16 DDocument11 pagesEngin ECU D16 Dhamilton miranda100% (1)
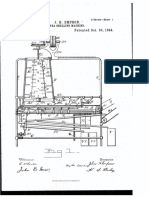
- July 9, 1929. O, Becker 1,719,961: Filed June'5. 1926 ' - Beets-Sheet 1Document11 pagesJuly 9, 1929. O, Becker 1,719,961: Filed June'5. 1926 ' - Beets-Sheet 1Andrei PoseaNo ratings yet
- Dec. 10, 1940. E. N. Necke 2,224,606Document4 pagesDec. 10, 1940. E. N. Necke 2,224,606Mary HullNo ratings yet
- US2126921Document5 pagesUS2126921Jhonnatan E Avendaño Florez100% (1)
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument12 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of Patentعلی ربانیNo ratings yet
- Jajca 914Document11 pagesJajca 914Simon RisteskiNo ratings yet
- US5417641Document13 pagesUS5417641Trung Hieu NguyenNo ratings yet
- Powder Filling MachineDocument9 pagesPowder Filling MachineCao Ngoc AnhNo ratings yet
- 5425163Document6 pages5425163metamorphosisgrNo ratings yet
- Apparatus For Disintegrating and Dewatering Fibrous MaterialDocument5 pagesApparatus For Disintegrating and Dewatering Fibrous MaterialLaorenciaNo ratings yet
- US2126920Document10 pagesUS2126920Jhonnatan E Avendaño FlorezNo ratings yet
- Continental Can Company, Inc. v. Old Dominion Box Company, Inc. and Dacam Corporation, 393 F.2d 321, 2d Cir. (1968)Document8 pagesContinental Can Company, Inc. v. Old Dominion Box Company, Inc. and Dacam Corporation, 393 F.2d 321, 2d Cir. (1968)Scribd Government DocsNo ratings yet
- US6257764Document16 pagesUS6257764waqargilllNo ratings yet
- United States Patent (191: Patent Number: Date of Patent: (11) 145) GrimesDocument3 pagesUnited States Patent (191: Patent Number: Date of Patent: (11) 145) GrimesDanister GladwinNo ratings yet
- United States Patent (19) : Stevenson, IV 11 Patent Number: 5,014,637 (45) Date of Patent: May 14, 1991Document15 pagesUnited States Patent (19) : Stevenson, IV 11 Patent Number: 5,014,637 (45) Date of Patent: May 14, 199163No ratings yet
- United States Patent (19) : Putnam, Jr. Et Al. (11) 4,171,605Document13 pagesUnited States Patent (19) : Putnam, Jr. Et Al. (11) 4,171,605kartikkeyyanNo ratings yet
- Us4171605 PDFDocument13 pagesUs4171605 PDFkartikkeyyanNo ratings yet
- Aaaaaaaaa: - Infilty 2Document4 pagesAaaaaaaaa: - Infilty 2cherniNo ratings yet
- US3889325 Shrinking Non Woven Webs ArticleDocument6 pagesUS3889325 Shrinking Non Woven Webs ArticleValentin Velazquez RodriguezNo ratings yet
- Folding MachineDocument5 pagesFolding MachineShubhamNo ratings yet
- patent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsDocument5 pagespatent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsMahnooshNo ratings yet
- Manual Paper CollatorDocument6 pagesManual Paper CollatorMuhidin HasyimNo ratings yet
- Diamond International Corporation, A Corporation of Delaware v. Maryland Fresh Eggs, Inc., A Corporation of Maryland, 523 F.2d 113, 4th Cir. (1975)Document8 pagesDiamond International Corporation, A Corporation of Delaware v. Maryland Fresh Eggs, Inc., A Corporation of Maryland, 523 F.2d 113, 4th Cir. (1975)Scribd Government DocsNo ratings yet
- April 23, 1968 R. F. Mes 3,379,341: Kobert FmilesDocument6 pagesApril 23, 1968 R. F. Mes 3,379,341: Kobert FmilesMURALIPRAKASH.S 18BIT131No ratings yet
- United States Patent (19) 5,022,984: Pimley Et Al. Jun. 11, 1991Document11 pagesUnited States Patent (19) 5,022,984: Pimley Et Al. Jun. 11, 1991Claudinei MayerNo ratings yet
- April 12, 1966: Filed July 10, 1962Document6 pagesApril 12, 1966: Filed July 10, 1962Freddy OrtegaNo ratings yet
- US3127657Document8 pagesUS3127657vanessadorette2002No ratings yet
- US4388888Document19 pagesUS4388888524No ratings yet
- March 17, 1970 W. Kaether Et Al 3,501,345: Filed Dec. 4, 1965 5. Sheets-SheetDocument11 pagesMarch 17, 1970 W. Kaether Et Al 3,501,345: Filed Dec. 4, 1965 5. Sheets-Sheetrobertods3574No ratings yet
- United States Patent (19) : (54) Coating Device For Coating OfaDocument10 pagesUnited States Patent (19) : (54) Coating Device For Coating OfaNiccolast Adnandito SaputraNo ratings yet
- Nov. 27, 1934. - H. E. Peterson 1,982,142: ' ?Enrgepel'Ens'OhDocument4 pagesNov. 27, 1934. - H. E. Peterson 1,982,142: ' ?Enrgepel'Ens'OhJorge MartinezNo ratings yet
- Glue GunDocument9 pagesGlue GunNaranLoganNo ratings yet
- QZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Document3 pagesQZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Galo YambayNo ratings yet
- Key WordsDocument7 pagesKey WordsPaballo MontleNo ratings yet
- Bao Gói Khoai TayDocument15 pagesBao Gói Khoai Taykiệt lêNo ratings yet
- Waste Paper ReceptableDocument3 pagesWaste Paper ReceptableJavier BecerraNo ratings yet
- Camera ProjectDocument3 pagesCamera ProjectAndrei PoseaNo ratings yet
- United States Patent (19) : 11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (19) : 11) Patent Number: (45) Date of PatentJagannathan ArumugamNo ratings yet
- US4483464Document6 pagesUS4483464Joao LemesNo ratings yet
- Compression Coating Gunsel, Unsel 1990Document38 pagesCompression Coating Gunsel, Unsel 1990Thu Huyền TrầnNo ratings yet
- Luva de CouroDocument6 pagesLuva de CouroGabriel AlvesNo ratings yet
- United States Patent: Primary Examiner-Richard A. GaudetDocument8 pagesUnited States Patent: Primary Examiner-Richard A. GaudetcanishtainNo ratings yet
- O/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231Document5 pagesO/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231VyacheslavNo ratings yet
- Us 3123958 PDFDocument11 pagesUs 3123958 PDFLUIS ISAAC LEON PARONo ratings yet
- Get. 15, 1968 J. A. Gregoire 3,405,901: Filed July 5, 1966 3 Sheets-Sheet LDocument6 pagesGet. 15, 1968 J. A. Gregoire 3,405,901: Filed July 5, 1966 3 Sheets-Sheet LFercon DocenciaNo ratings yet
- United States PatentDocument13 pagesUnited States Patent63No ratings yet
- Associated Folding Box Co., Inc. v. Levkoff, 194 F.2d 252, 1st Cir. (1952)Document8 pagesAssociated Folding Box Co., Inc. v. Levkoff, 194 F.2d 252, 1st Cir. (1952)Scribd Government DocsNo ratings yet
- Unites States m1 3,791,297: Ate-T" 1191'Document4 pagesUnites States m1 3,791,297: Ate-T" 1191'rte678No ratings yet
- Patent Number 5194299Document11 pagesPatent Number 5194299Lope Nam-iNo ratings yet
- Scientific American, Volume 17, No. 26 December 28, 1867 A Weekly Journal of Practical Information, Art, Science, Mechanics, Chemistry, and Manufactures.From EverandScientific American, Volume 17, No. 26 December 28, 1867 A Weekly Journal of Practical Information, Art, Science, Mechanics, Chemistry, and Manufactures.No ratings yet
- June 3, 1947. C. L., Johnson 2,421,699: 4-Z4A2M/Z.Z. AwazwDocument8 pagesJune 3, 1947. C. L., Johnson 2,421,699: 4-Z4A2M/Z.Z. AwazwSaraNo ratings yet
- United States Patent (19) : Peyman 45 Date of Patent: Aug. 15, 1989Document7 pagesUnited States Patent (19) : Peyman 45 Date of Patent: Aug. 15, 1989155No ratings yet
- United States Patent (19) : Filed: Feb. 14, 1972Document5 pagesUnited States Patent (19) : Filed: Feb. 14, 1972zgregzNo ratings yet
- United States Patent (19) 4,505,512: Schmeichel Et A1. Patent Number: Date of PatentDocument9 pagesUnited States Patent (19) 4,505,512: Schmeichel Et A1. Patent Number: Date of PatentOctavio HernandezNo ratings yet
- United States Patent (19Document19 pagesUnited States Patent (1912348No ratings yet
- Scientific AmericanDocument109 pagesScientific AmericanGutenberg.orgNo ratings yet
- June 17, 1952 P. A. Derham 2,601,101: y Philip A. DerhanDocument7 pagesJune 17, 1952 P. A. Derham 2,601,101: y Philip A. DerhanJagannathan ArumugamNo ratings yet
- United States Patent: RossignolDocument4 pagesUnited States Patent: RossignolaliNo ratings yet
- United States Patent: RossignolDocument4 pagesUnited States Patent: RossignolaliNo ratings yet
- US527955Document5 pagesUS527955moonstarNo ratings yet
- OTR 2003 EnglDocument29 pagesOTR 2003 EnglaldoNo ratings yet
- Ather Energy Is An Indian Electric Vehicle CompanyDocument5 pagesAther Energy Is An Indian Electric Vehicle Companyashmita bhandariNo ratings yet
- SPARE PARTS MANUAL of AM7 SHC2 RH VERSION, Edition - Dec '16 TMDocument74 pagesSPARE PARTS MANUAL of AM7 SHC2 RH VERSION, Edition - Dec '16 TMMECHANICAL KOLLAMNo ratings yet
- UYIDocument164 pagesUYIMohd NazriNo ratings yet
- QUOT 024 Sparepart Hino FM260JDDocument3 pagesQUOT 024 Sparepart Hino FM260JDAngga RezzaNo ratings yet
- Polymers: Clean Energy SolutionsDocument22 pagesPolymers: Clean Energy SolutionsbalaNo ratings yet
- MC 10136264 9999Document7 pagesMC 10136264 9999Aaron BantonNo ratings yet
- 365B L Your Working Advantage (AEDC0603-01)Document16 pages365B L Your Working Advantage (AEDC0603-01)suwarjitechnic100% (1)
- D399 AttachmentDocument50 pagesD399 AttachmentNOUR ZAINNo ratings yet
- 14 RH 120-E Pressure Checking and SettingDocument30 pages14 RH 120-E Pressure Checking and SettingMiguel AtencioNo ratings yet
- Beyond Surfaces EN 201802Document50 pagesBeyond Surfaces EN 201802yusefNo ratings yet
- 205-02 Rear Drive Axle and Differential - Diagnosis and TestingDocument8 pages205-02 Rear Drive Axle and Differential - Diagnosis and TestingCARLOS LIMADANo ratings yet
- Comet Diaphragm Pump BP105 BP125Document2 pagesComet Diaphragm Pump BP105 BP125Billy FullardNo ratings yet
- W8L20DF Maintenance ScheduleDocument14 pagesW8L20DF Maintenance ScheduleJulien RichouNo ratings yet
- Crown - Jeep - Parts - Catologue - SJXJ - 79-90Document114 pagesCrown - Jeep - Parts - Catologue - SJXJ - 79-90aleNo ratings yet
- WExcav TransmDocument2 pagesWExcav Transmrafasel otubo guatiaNo ratings yet
- Index PagesDocument50 pagesIndex PagesMTK2016No ratings yet
- Keshav Jangir Seminar Front PageDocument39 pagesKeshav Jangir Seminar Front Pagevideo songNo ratings yet
- COEX Clover Drone Kit SpecificationDocument1 pageCOEX Clover Drone Kit SpecificationdpnairNo ratings yet
- Shell HD Premium Coolant N Pre Diluted 50 - 50Document1 pageShell HD Premium Coolant N Pre Diluted 50 - 50Binar KusumahNo ratings yet
- 118i WBA7K310X05R37477: Generated On Http://bimmer - WorkDocument4 pages118i WBA7K310X05R37477: Generated On Http://bimmer - WorkStevan AritonovicNo ratings yet
- D155ax 5 Sebm034801Document322 pagesD155ax 5 Sebm034801Carlos NevesNo ratings yet
- Melancon API6A Gate Valve PDFDocument3 pagesMelancon API6A Gate Valve PDFKaveh BahiraeeNo ratings yet
- Sutara AN - Stepper Motor Speed Control Methods-1Document9 pagesSutara AN - Stepper Motor Speed Control Methods-1Chayan MondalNo ratings yet
- Manual Perforadora Atlas Copco DM45Document4 pagesManual Perforadora Atlas Copco DM45David Nps0% (1)
- 12 LS 600h L / LS 600h (Before Nov. 2009 Production) (Cont. Next Page)Document2 pages12 LS 600h L / LS 600h (Before Nov. 2009 Production) (Cont. Next Page)Waleed AlshgaaaNo ratings yet