You might also like
- Functional and Physical Properties of Polymer NanocompositesFrom EverandFunctional and Physical Properties of Polymer NanocompositesAravind DasariNo ratings yet
- Electrical Conductive 3d-Printed Monolith Adsorbent For CO2 CaptureDocument11 pagesElectrical Conductive 3d-Printed Monolith Adsorbent For CO2 CaptureDavid ContrerasNo ratings yet
- Polymers: Comparison of in Situ and Ex Situ Methods For Synthesis of Two-Photon Polymerization Polymer NanocompositesDocument15 pagesPolymers: Comparison of in Situ and Ex Situ Methods For Synthesis of Two-Photon Polymerization Polymer NanocompositesMateenNo ratings yet
- Polymers 12 01346Document14 pagesPolymers 12 01346zaryab khanNo ratings yet
- Shan 2020 Mater. Res. Express 7 105305Document9 pagesShan 2020 Mater. Res. Express 7 105305Arturo CervantesNo ratings yet
- Hot Lithography Sla 3d Printing of Epoxy ResinDocument6 pagesHot Lithography Sla 3d Printing of Epoxy ResinMircavid HeydəroğluNo ratings yet
- 3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationDocument8 pages3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationBryanda ReyesNo ratings yet
- Electronics: Graphene and Two-Dimensional Materials For Optoelectronic ApplicationsDocument16 pagesElectronics: Graphene and Two-Dimensional Materials For Optoelectronic ApplicationsLuiz IriasNo ratings yet
- Transparent Origami Glass: ArticleDocument6 pagesTransparent Origami Glass: ArticlesaddamNo ratings yet
- Reinforcing Polypropylene With Graphene-Polylactic Acid MicrocapsulesDocument9 pagesReinforcing Polypropylene With Graphene-Polylactic Acid MicrocapsulesLucas VillalobosNo ratings yet
- Pina Hernandez2013Document7 pagesPina Hernandez2013Xiongyu LuoNo ratings yet
- Zeng Et Al. - 2022 - Irreversible Synthesis of An Ultrastrong Two-Dimensional Polymeric MaterialDocument13 pagesZeng Et Al. - 2022 - Irreversible Synthesis of An Ultrastrong Two-Dimensional Polymeric MaterialHadi KenarangiNo ratings yet
- 11-Adv Manufact Tech 2021Document19 pages11-Adv Manufact Tech 2021Liviu MarsavinaNo ratings yet
- Carbon 05 00025Document16 pagesCarbon 05 00025Anonymous eaJQKWkNo ratings yet
- Method For Making A Single-Step Etch Mask For 3D Monolithic NanostructuresDocument11 pagesMethod For Making A Single-Step Etch Mask For 3D Monolithic NanostructuresDiana GrishinaNo ratings yet
- Importance of Molds For Nanoimprint LithographyDocument13 pagesImportance of Molds For Nanoimprint LithographyRamesh SoniNo ratings yet
- (2021, Dong) 3D Printing of Inherently Nanoporous Polymers Via Polymerization-Induced Phase SeparationDocument12 pages(2021, Dong) 3D Printing of Inherently Nanoporous Polymers Via Polymerization-Induced Phase SeparationNam Huu TranNo ratings yet
- 3D Printing in Chemical Engineering and Catalytic Technology: Structured Catalysts, Mixers and ReactorsDocument35 pages3D Printing in Chemical Engineering and Catalytic Technology: Structured Catalysts, Mixers and ReactorsakshaykgNo ratings yet
- 3D Printing Solvent-Cast Three-Dimensional PrintinDocument6 pages3D Printing Solvent-Cast Three-Dimensional PrintinAlperen BozdemirNo ratings yet
- Zarek Et Al-2016-Advanced MaterialsDocument6 pagesZarek Et Al-2016-Advanced MaterialsquiqueNo ratings yet
- 1 s2.0 S1001841721003867 MainDocument4 pages1 s2.0 S1001841721003867 MainhandsonNo ratings yet
- J Ijrmhm 2019 105014Document7 pagesJ Ijrmhm 2019 105014Gabriel Republi CanoNo ratings yet
- Review Paper On LithographyDocument9 pagesReview Paper On LithographySavage TaehyungNo ratings yet
- Sensors and Actuators B: Chemical: SciencedirectDocument9 pagesSensors and Actuators B: Chemical: SciencedirectAduNo ratings yet
- 3d Printing Hybrid Additive Manufacturing (Research Paper IEEE)Document5 pages3d Printing Hybrid Additive Manufacturing (Research Paper IEEE)Abhishek KaleNo ratings yet
- Materials & Design: Sang Hyun Ji, Da Sol Kim, Min Soo Park, Doojin Lee, Ji Sun YunDocument7 pagesMaterials & Design: Sang Hyun Ji, Da Sol Kim, Min Soo Park, Doojin Lee, Ji Sun YunLaura Savi RossoNo ratings yet
- Materials & Design: Sang Hyun Ji, Da Sol Kim, Min Soo Park, Doojin Lee, Ji Sun YunDocument7 pagesMaterials & Design: Sang Hyun Ji, Da Sol Kim, Min Soo Park, Doojin Lee, Ji Sun YunLaura Savi RossoNo ratings yet
- Synthesis of Three-Dimensional Graphene-Based Hybrid Materials For Water Purification: A ReviewDocument31 pagesSynthesis of Three-Dimensional Graphene-Based Hybrid Materials For Water Purification: A ReviewjhenyNo ratings yet
- Volumetric 3D Printing of Elastomers by Tomographic Back-Projection A PreprintDocument11 pagesVolumetric 3D Printing of Elastomers by Tomographic Back-Projection A PreprintChris BurgerNo ratings yet
- Molecules: Compared EC-AFM Analysis of Laser-Induced Graphene and Graphite Electrodes in Sulfuric Acid ElectrolyteDocument11 pagesMolecules: Compared EC-AFM Analysis of Laser-Induced Graphene and Graphite Electrodes in Sulfuric Acid ElectrolytePoppaletas Ventas PoppaNo ratings yet
- Seminar ReportDocument24 pagesSeminar ReportNarender SinghNo ratings yet
- Sustainable Photopolymers in D PrintingDocument11 pagesSustainable Photopolymers in D PrintingBalavigneshwaran bt18ipf04No ratings yet
- Innovative Combination of Laser-Structuring and PVD CoatingDocument10 pagesInnovative Combination of Laser-Structuring and PVD CoatingblgndllNo ratings yet
- AA Directions, Oct 2011Document5 pagesAA Directions, Oct 2011emediageNo ratings yet
- Scratch Formation and Its Mechanism in Chemical Mechanical Planarization (CMP)Document27 pagesScratch Formation and Its Mechanism in Chemical Mechanical Planarization (CMP)Average JoeNo ratings yet
- Esmm 974Document19 pagesEsmm 974santanuNo ratings yet
- Thesis Decode GDL Cea Imft v2Document1 pageThesis Decode GDL Cea Imft v2oulebsir fouadNo ratings yet
- 3D Printed Hierarchical Gyroid Structure Embedded Photocatalyst TiO2 Nanoparticles Jo2017Document9 pages3D Printed Hierarchical Gyroid Structure Embedded Photocatalyst TiO2 Nanoparticles Jo2017adamgarthNo ratings yet
- Cleaning Surfaces From Nanoparticles With Polymer Film - ImpactDocument4 pagesCleaning Surfaces From Nanoparticles With Polymer Film - Impactalireza mottaghipoorNo ratings yet
- Methacrylated Kraft Lignin As A Double Edged Sword A Quantitative Analysis of Kraft Lignin Containing Objects Printed by StereolithographyDocument28 pagesMethacrylated Kraft Lignin As A Double Edged Sword A Quantitative Analysis of Kraft Lignin Containing Objects Printed by Stereolithographyjayendra9No ratings yet
- MoS2 - 1Document10 pagesMoS2 - 1melvinphyNo ratings yet
- Effects of Curing On Photosensitive Resins in SLA Additive ManufacturingDocument14 pagesEffects of Curing On Photosensitive Resins in SLA Additive ManufacturingCong LiuNo ratings yet
- Azevedo 2018Document7 pagesAzevedo 2018FABIANO MENDOÇANo ratings yet
- Accepted Manuscript: FlatchemDocument34 pagesAccepted Manuscript: FlatchemHelmer Romario MecatronicsNo ratings yet
- Polymer: 4D Printing of Shape Memory Polylactic Acid (PLA)Document20 pagesPolymer: 4D Printing of Shape Memory Polylactic Acid (PLA)Claudia DumitriuNo ratings yet
- Collagen Structures Fabricated by Laser Direct Writing Via Two-Photon Polymerization For Enhanced OsteogenesisDocument18 pagesCollagen Structures Fabricated by Laser Direct Writing Via Two-Photon Polymerization For Enhanced Osteogenesispopescu vasilicaNo ratings yet
- JP 48 91 118Document4 pagesJP 48 91 118jamel-shamsNo ratings yet
- Photosensitive Naturally Derived Resins Toward Optical 3-D PrintingDocument10 pagesPhotosensitive Naturally Derived Resins Toward Optical 3-D Printingtexture21No ratings yet
- Composites Part A: Yuejiao Wang, Wenzhao Zhou, Ke Cao, Xinkang Hu, Libo Gao, Yang LuDocument16 pagesComposites Part A: Yuejiao Wang, Wenzhao Zhou, Ke Cao, Xinkang Hu, Libo Gao, Yang LuOsvaldo RomanNo ratings yet
- Environmental Performance of Graphene-Based 3D MacrostructuresDocument13 pagesEnvironmental Performance of Graphene-Based 3D MacrostructuresAntônio PereiraNo ratings yet
- 3D Liquid Bioprinting of the PCL and β-TCP ScaffoldsDocument5 pages3D Liquid Bioprinting of the PCL and β-TCP ScaffoldsCelia Miranda OportaNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument8 pagesAdditive Manufacturing: Full Length ArticlePuskar PathakNo ratings yet
- 1 s2.0 S0955221922004800 MainDocument7 pages1 s2.0 S0955221922004800 MainlenbertiNo ratings yet
- Experimental Investigation of Mechanical Properties of UV-Curable 3D Printing MaterialsDocument22 pagesExperimental Investigation of Mechanical Properties of UV-Curable 3D Printing MaterialsBattle SagaNo ratings yet
- 2015 - Direct Printing of Reduced Graphene Oxide On Planar or Highly Curved Surfaces Using EHDDocument6 pages2015 - Direct Printing of Reduced Graphene Oxide On Planar or Highly Curved Surfaces Using EHDsamikhereNo ratings yet
- Slide Coating MethodDocument4 pagesSlide Coating Methodkshitij bhargavaNo ratings yet
- Measurement of 3D Pore-Scale Flow in Index-Matched Porous MediaDocument8 pagesMeasurement of 3D Pore-Scale Flow in Index-Matched Porous MediaBen MunroNo ratings yet
- 1 s2.0 S259015082200059X MainDocument4 pages1 s2.0 S259015082200059X MainArunNo ratings yet
- 9.automatic TranformationDocument12 pages9.automatic Tranformation차지훈No ratings yet
- Use of Rapid Prototyping in Rapid ToolingDocument11 pagesUse of Rapid Prototyping in Rapid ToolingSudhanwa KulkarniNo ratings yet
- Kamimura Et Al-2008-Polymers For Advanced TechnologiesDocument5 pagesKamimura Et Al-2008-Polymers For Advanced TechnologiesMonique PadovanNo ratings yet
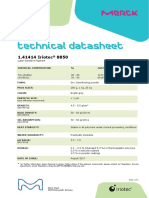
- Iriotec - 8850 - Merck - TDS (For Rest of The World) PDFDocument2 pagesIriotec - 8850 - Merck - TDS (For Rest of The World) PDFxy2zjgNo ratings yet
- Food Packaging DissertationDocument5 pagesFood Packaging DissertationHelpMeWithMyPaperAnchorage100% (1)
- Ijps258 269Document12 pagesIjps258 269Kristine Dwi PuspitasariNo ratings yet
- DOWEX Ion Exchange ResinDocument12 pagesDOWEX Ion Exchange ResinsaphyranicoletaNo ratings yet
- Study of The Degradation Mechanisms of Polyethylene During ReprocessingDocument9 pagesStudy of The Degradation Mechanisms of Polyethylene During ReprocessingJoselyn GaliciaNo ratings yet
- Use of Modified Bituminous Binders in India - Current ImperativesDocument25 pagesUse of Modified Bituminous Binders in India - Current ImperativesProf. Prithvi Singh Kandhal100% (4)
- Cleaning ValidationDocument6 pagesCleaning ValidationkushalNo ratings yet
- Radiation SterilizationDocument6 pagesRadiation Sterilizationbacninh2010No ratings yet
- Carbonyl PDFDocument7 pagesCarbonyl PDFscribd_alphaNo ratings yet
- TDS P1Wax HV1Document1 pageTDS P1Wax HV1Chánh Nguyễn TrungNo ratings yet
- 2022 - Elsevier - Polyhydroxyalkanoates in Tissue Repair and RegenerationDocument17 pages2022 - Elsevier - Polyhydroxyalkanoates in Tissue Repair and RegenerationRahul MadanNo ratings yet
- Montmorillonite Bio-Nanocomposite FilmsDocument23 pagesMontmorillonite Bio-Nanocomposite FilmsMuhammad Mushtaq AliNo ratings yet
- Self-Healing of Polymers Via Supramolecular ChemistryDocument19 pagesSelf-Healing of Polymers Via Supramolecular ChemistrySerena TorcasioNo ratings yet
- Polymerisation B. EDocument25 pagesPolymerisation B. Ejhapindra adhikariNo ratings yet
- PagesDocument25 pagesPagesRahul SatraNo ratings yet
- Basics of Composite MaterialsDocument47 pagesBasics of Composite Materialsandrw1987No ratings yet
- ThirdDocument24 pagesThirdtinap_15No ratings yet
- Natural Rubber-Based Pressure-Sensitive Adhesives: A ReviewDocument19 pagesNatural Rubber-Based Pressure-Sensitive Adhesives: A ReviewNgọc Chương LâmNo ratings yet
- Esin Olymerization: It Takes Less Time To Do A Thing Right Than It Does To Explain Why You Did It WrongDocument30 pagesEsin Olymerization: It Takes Less Time To Do A Thing Right Than It Does To Explain Why You Did It WrongABNo ratings yet
- Case Study TORTDocument20 pagesCase Study TORTYogeshNo ratings yet
- Gupta, Kumar - 2007 - New Emerging Trends in Synthetic Biodegradable Polymers - Polylactide A CritiqueDocument22 pagesGupta, Kumar - 2007 - New Emerging Trends in Synthetic Biodegradable Polymers - Polylactide A CritiqueErOm CiLoNo ratings yet
- ACUSOL™ 420N Polymer ACUSOL™ 420NG Polymer: Features & BenefitsDocument4 pagesACUSOL™ 420N Polymer ACUSOL™ 420NG Polymer: Features & BenefitsNONo ratings yet
- Rajiv Gandhi University of Health Sciences, Karnataka II.B.D.S Degree Examination - JUNE 2013 Dental Materials (RS-3) QP CODE: 1185Document12 pagesRajiv Gandhi University of Health Sciences, Karnataka II.B.D.S Degree Examination - JUNE 2013 Dental Materials (RS-3) QP CODE: 1185drpnnreddyNo ratings yet
- WTNSG X VZNZB - Sg.shmsag ZV VSNWTDocument50 pagesWTNSG X VZNZB - Sg.shmsag ZV VSNWTRaonunaNo ratings yet
- 3 - The Peroxide-Induced Degradation of Polypropylene Along A Twin-Screw Extruder Experimental Data and Theoretical PredictionsDocument9 pages3 - The Peroxide-Induced Degradation of Polypropylene Along A Twin-Screw Extruder Experimental Data and Theoretical PredictionsNano MaxNo ratings yet
- N, N Dimethylhydrazidoacrylamides. Part 3: Improving Kinetic Hydrate Inhibitor Performance Using Polymers of N, N DimethylhydrazidomethacrylamideDocument8 pagesN, N Dimethylhydrazidoacrylamides. Part 3: Improving Kinetic Hydrate Inhibitor Performance Using Polymers of N, N DimethylhydrazidomethacrylamideLOLA PATRICIA MORALES DE LA CUBANo ratings yet
- 4B3 6B3 2016 Course Notes - OutlineDocument7 pages4B3 6B3 2016 Course Notes - OutlineYash SNo ratings yet
- PolymersDocument340 pagesPolymersmarozzottoNo ratings yet