You might also like
- Vibration Analysis For Machinery Health Diagnosis: Emerson SumicoDocument1 pageVibration Analysis For Machinery Health Diagnosis: Emerson SumicoTeguh SNo ratings yet
- Advanced Vibration Analysis On Gear Box TrainDocument25 pagesAdvanced Vibration Analysis On Gear Box TrainmitrachintuNo ratings yet
- Testbank Chapter15Document11 pagesTestbank Chapter15AnaMendezNo ratings yet
- Diagnosis of Common Vibration Problems: Prof. Dr. Fawkia RamadanDocument13 pagesDiagnosis of Common Vibration Problems: Prof. Dr. Fawkia Ramadanفرح تامر100% (1)
- 05-Fault Analysis 4Document17 pages05-Fault Analysis 4Hatem Abdelrahman100% (1)
- Centrifugal Fans Using Vibration Analysis To Detect ProblemsDocument3 pagesCentrifugal Fans Using Vibration Analysis To Detect ProblemsGivon Da Anneista100% (1)
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerFrom EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerRating: 4.5 out of 5 stars4.5/5 (3)
- Phase Analysis: Making Vibration Analysis Easier: SearchDocument4 pagesPhase Analysis: Making Vibration Analysis Easier: Searchdillipsh123No ratings yet
- Vibration Assessment QuizDocument2 pagesVibration Assessment QuizJose Luis RattiaNo ratings yet
- Rolling Element Bearing Fault Detection With A Single Point Defect On PDFDocument8 pagesRolling Element Bearing Fault Detection With A Single Point Defect On PDFsunil481No ratings yet
- Vibration Analysis For GearsDocument5 pagesVibration Analysis For GearsJaime Berry100% (1)
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Vibrationreferenceguide PDFDocument2 pagesVibrationreferenceguide PDFAngela Cely100% (1)
- Bump TestDocument123 pagesBump Testtylerdurdane100% (1)
- ISO 18436 Category IVDocument2 pagesISO 18436 Category IVzona amrullohNo ratings yet
- An Introduction To Time Waveform AnalysisDocument17 pagesAn Introduction To Time Waveform AnalysisBassemNo ratings yet
- A Review of Enveloping and Demodulation TechniquesDocument6 pagesA Review of Enveloping and Demodulation TechniquesMohamed WahidNo ratings yet
- ILearnReliability - Professional DevelopmentDocument5 pagesILearnReliability - Professional DevelopmentsalyNo ratings yet
- Report On Prognosis of Faulty GearDocument20 pagesReport On Prognosis of Faulty GearShashi Bhushan GunjanNo ratings yet
- CAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeDocument14 pagesCAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeCharles OndiekiNo ratings yet
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- VibMatters Current IssueDocument19 pagesVibMatters Current IssueUsman JabbarNo ratings yet
- CGL02 Blowers Report May 2009Document9 pagesCGL02 Blowers Report May 2009Hosam Abd Elkhalek100% (1)
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- Vibration Sources Identification GuideDocument1 pageVibration Sources Identification GuideDTNgoNo ratings yet
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefNo ratings yet
- Basics of VibrationDocument6 pagesBasics of VibrationChetan PrajapatiNo ratings yet
- Unbalance: Dew/Cbpm Lab/JvDocument27 pagesUnbalance: Dew/Cbpm Lab/JvNaveen ChodagiriNo ratings yet
- ISO10816 ChartsDocument14 pagesISO10816 ChartsMeiliana Cendra AsihNo ratings yet
- Phase Analysis: Part 1Document27 pagesPhase Analysis: Part 1Shawn RuhlNo ratings yet
- Vibration & Fault DiagnosisDocument4 pagesVibration & Fault DiagnosisSheraNo ratings yet
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiNo ratings yet
- Advanced Vibration Analysis On Gear Box TrainDocument25 pagesAdvanced Vibration Analysis On Gear Box Trainoded98100% (1)
- Bently Book Chapter 4 Timebase Plots1Document18 pagesBently Book Chapter 4 Timebase Plots1Manuel L LombarderoNo ratings yet
- Vibration Assessment Quiz To Determine Entry Vs Analysis IDocument2 pagesVibration Assessment Quiz To Determine Entry Vs Analysis IAhmad DanielNo ratings yet
- DynamicBalancingandShaftAlignment PDFDocument35 pagesDynamicBalancingandShaftAlignment PDFSwarup NayakNo ratings yet
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsDocument11 pagesUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- VIBS Modal Overview 021703 MACLDocument55 pagesVIBS Modal Overview 021703 MACLBakkiya RajNo ratings yet
- Predict-Mobius Training BrochureDocument7 pagesPredict-Mobius Training BrochurefaisalNo ratings yet
- Balancing Without Phase ReadingDocument2 pagesBalancing Without Phase Readingvirtual_56No ratings yet
- Vibration Signature of Defected Gear Tooth Using Spectral AnalysisDocument8 pagesVibration Signature of Defected Gear Tooth Using Spectral AnalysisHURRYSTARNo ratings yet
- FFTDocument2 pagesFFTgoharmahmoodkhokharNo ratings yet
- CHAPTER 6 Resonance and Critical Speed TestingDocument31 pagesCHAPTER 6 Resonance and Critical Speed TestingHosam Abd Elkhalek67% (3)
- 2130 PPT PeakVueCaseDocument98 pages2130 PPT PeakVueCasesebastian100% (2)
- Autocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookDocument8 pagesAutocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookLe Thanh Hai100% (2)
- Vibration Measurements On Slow Speed MachineryDocument9 pagesVibration Measurements On Slow Speed MachineryMohd Asiren Mohd SharifNo ratings yet
- Explanation of False Versus True BrinellingDocument7 pagesExplanation of False Versus True BrinellingHaitham YoussefNo ratings yet
- Vibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SDocument14 pagesVibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SSathish KumarNo ratings yet
- Balancing Theory 101 Version 2008Document63 pagesBalancing Theory 101 Version 2008Dee FormeeNo ratings yet
- Vibration Vs UltrasoundDocument8 pagesVibration Vs UltrasoundallmcbeallNo ratings yet
- ISO 18436 Category I Vibration Analyst Training TopicsDocument2 pagesISO 18436 Category I Vibration Analyst Training TopicsDean LofallNo ratings yet
- Orbit ReferenceDocument25 pagesOrbit ReferenceIlku100% (1)
- Balancing of Rotating MachineryDocument38 pagesBalancing of Rotating MachineryThomas AbrahamNo ratings yet
- High Vibration at Main Gear Box of Gas TurbineDocument9 pagesHigh Vibration at Main Gear Box of Gas TurbineJJNo ratings yet
- 10 Components of A Successful Vibration Program 2Document5 pages10 Components of A Successful Vibration Program 2allmcbeallNo ratings yet
- Gear Failure AnalysisDocument22 pagesGear Failure AnalysisKarthick Kumar100% (1)
- Vibration Report For The Vapor Compressor of Desalination Unit B (59ML04B-MJ01)Document8 pagesVibration Report For The Vapor Compressor of Desalination Unit B (59ML04B-MJ01)FadooollNo ratings yet
- Bend Shaft Vibration SpectrumDocument6 pagesBend Shaft Vibration SpectrumAvnish DubeyNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
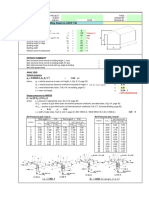
- Wind Analysis For Low-Rise Building, Based On ASCE 7-98Document2 pagesWind Analysis For Low-Rise Building, Based On ASCE 7-98reynoldNo ratings yet
- Introduction To Retaining WallDocument51 pagesIntroduction To Retaining Wallkalaivannan77No ratings yet
- Pendulum TMDDocument2 pagesPendulum TMDShakil AkhterNo ratings yet
- ENGG1802 Week10-Lecture2 2016 ExamplesDocument4 pagesENGG1802 Week10-Lecture2 2016 ExamplesPeter QiuNo ratings yet
- Chapter 12【Angular Momentum and Statics】Document28 pagesChapter 12【Angular Momentum and Statics】陳慶銘No ratings yet
- Session 56: Theory of Non-Linear Analysis: ELEATION's ANSYS Basic To Professional Training ProgramDocument11 pagesSession 56: Theory of Non-Linear Analysis: ELEATION's ANSYS Basic To Professional Training ProgramrajuNo ratings yet
- Pertemuan 1 - MSA 20 UKRIDADocument9 pagesPertemuan 1 - MSA 20 UKRIDArachmansyah rachmansyahNo ratings yet
- 10th Combined Science File 19-02-19 PDFDocument360 pages10th Combined Science File 19-02-19 PDFSuresh kumar100% (2)
- LIFTING (Check For Pad Eye)Document3 pagesLIFTING (Check For Pad Eye)Civil StructureNo ratings yet
- Final Report: Asteroid Deflection: Page 1 of 42Document42 pagesFinal Report: Asteroid Deflection: Page 1 of 42Shajed AhmedNo ratings yet
- Theory and Design of Dilute Phase Pneumatic Conveying SystemDocument6 pagesTheory and Design of Dilute Phase Pneumatic Conveying SystemDave_syn100% (1)
- Homework: 4: AnswerDocument9 pagesHomework: 4: AnswerRobel TeweldeNo ratings yet
- Fin Plate Beam-To-Column-Flange ConnectionDocument16 pagesFin Plate Beam-To-Column-Flange ConnectionKHALILBARAKATNo ratings yet
- Planet Orbits in PythonDocument7 pagesPlanet Orbits in PythonAlankarDuttaNo ratings yet
- Assignment # 1 Classical Mechanics-IIDocument1 pageAssignment # 1 Classical Mechanics-IIMaqsood Khan KhattakNo ratings yet
- PHYS 110B - HW #4: (1.) Problem 8.2 From GriffithsDocument23 pagesPHYS 110B - HW #4: (1.) Problem 8.2 From GriffithsTran Hoang TrungNo ratings yet
- DPP-1-Kinematics - Speed Velocity Distance and Displacement 1638063136311Document3 pagesDPP-1-Kinematics - Speed Velocity Distance and Displacement 1638063136311AdityaNo ratings yet
- Aakash AIATS 02 Class 11Document150 pagesAakash AIATS 02 Class 11rudra kNo ratings yet
- Shear Design of Beams PDFDocument7 pagesShear Design of Beams PDFBlend DlerNo ratings yet
- Design For Snapfit Revi-10 PDFDocument26 pagesDesign For Snapfit Revi-10 PDFDmitry ShelestNo ratings yet
- Previous Conventional Questions W Ith Answ Ers: ForceDocument9 pagesPrevious Conventional Questions W Ith Answ Ers: ForceramNo ratings yet
- Work, Power & EnergyDocument47 pagesWork, Power & EnergyAgustin L. IdausosNo ratings yet
- RC Beam Design As Per IS 13920Document14 pagesRC Beam Design As Per IS 13920nicu1212No ratings yet
- A New Version of An Old Demonstration Experiment Using The Elihu Thomson Jumping Ring ApparatusDocument5 pagesA New Version of An Old Demonstration Experiment Using The Elihu Thomson Jumping Ring ApparatusTiberiuNo ratings yet
- Heat TransferDocument7 pagesHeat TransferEngr. AbdullahNo ratings yet
- Physics Form 4. Chapter 2. 2.5 ForceDocument49 pagesPhysics Form 4. Chapter 2. 2.5 ForceNuridahBintiZaimi100% (1)
- Supplement 1Document11 pagesSupplement 1Tabish IslamNo ratings yet