You might also like
- Cavitation Enhancement of Silt Erosion: Numerical Studies:, S.C. LiDocument9 pagesCavitation Enhancement of Silt Erosion: Numerical Studies:, S.C. LiRanjeetTwaynaNo ratings yet
- Effects of Deposition Models On Deposition and Perform - 2005 - Chinese JournalDocument5 pagesEffects of Deposition Models On Deposition and Perform - 2005 - Chinese JournalpachterNo ratings yet
- Dispersing Nanoparticles in LiquidsDocument11 pagesDispersing Nanoparticles in LiquidsAtulNo ratings yet
- Minerals Engineering: K. HadlerDocument6 pagesMinerals Engineering: K. HadlerJhon Barzola PalominoNo ratings yet
- Gradient Damage Models Coupled With PlasticityDocument17 pagesGradient Damage Models Coupled With PlasticityMiroslav ZivkovicNo ratings yet
- A Compartment Model For The Mass Transfer Inside A Conventional Otation CellDocument16 pagesA Compartment Model For The Mass Transfer Inside A Conventional Otation CellMaria Cristina SolaNo ratings yet
- Effect of The Bubble Size On The Dynamic Adsorption of Frothers and Collectors in FlotationDocument9 pagesEffect of The Bubble Size On The Dynamic Adsorption of Frothers and Collectors in FlotationJose Luis Barrientos RiosNo ratings yet
- Foaming and Gas Dispersion Properties of Non-Ionic Frothers in The Presence of Hydrophobized Submicron ParticlesDocument9 pagesFoaming and Gas Dispersion Properties of Non-Ionic Frothers in The Presence of Hydrophobized Submicron ParticlesJose Luis Barrientos RiosNo ratings yet
- A Compartment Model For The Mass Transfer Inside A Conventional F Lotation CellDocument15 pagesA Compartment Model For The Mass Transfer Inside A Conventional F Lotation CellDirceu NascimentoNo ratings yet
- Burbuja Particula Heterocoagulacion Bajo Condiciones TurbulentasDocument11 pagesBurbuja Particula Heterocoagulacion Bajo Condiciones TurbulentasFelipe Andres Ruminot RamosNo ratings yet
- Diffusion Process During Drying To Cause The Skin Formation in Polymer SolutionsDocument7 pagesDiffusion Process During Drying To Cause The Skin Formation in Polymer SolutionsManju RawatNo ratings yet
- Coupling of Plasticity and Damage in Glass Fibre RDocument7 pagesCoupling of Plasticity and Damage in Glass Fibre RMickNo ratings yet
- Constitutive Modelling of Cohesionless Soils and Interfaces With Various Internal States: An Elasto-Plastic ApproachDocument14 pagesConstitutive Modelling of Cohesionless Soils and Interfaces With Various Internal States: An Elasto-Plastic ApproachMars TinNo ratings yet
- Overview This Chapter Presents The Principles of Diffusion and ReactionDocument5 pagesOverview This Chapter Presents The Principles of Diffusion and ReactionCurieNo ratings yet
- Articulo de Flotacion de Minerales PlimetalicosDocument8 pagesArticulo de Flotacion de Minerales PlimetalicosJorge Alexander Rocha AlvarezNo ratings yet
- The Theoretical Partition Curve of The Hydrocyclone: Minerals Engineering July 2014Document7 pagesThe Theoretical Partition Curve of The Hydrocyclone: Minerals Engineering July 2014Krishnadas GopalakrishnanNo ratings yet
- 1 s2.0 S0020768315001353 MainDocument10 pages1 s2.0 S0020768315001353 Mainhl863No ratings yet
- Modified Sutherland ModeDocument18 pagesModified Sutherland ModeMuayadNo ratings yet
- 059 DonDocument6 pages059 DonEgwu Francis obinnaNo ratings yet
- Coarse Particle Concentration Using Hydrofloat SeparatorDocument7 pagesCoarse Particle Concentration Using Hydrofloat SeparatorMohit GuptaNo ratings yet
- Particle-Bubble Attachment in Mineral FlotationDocument7 pagesParticle-Bubble Attachment in Mineral FlotationDirceu NascimentoNo ratings yet
- CFD-DEM Simulation of FlocculationDocument6 pagesCFD-DEM Simulation of FlocculationqiulcNo ratings yet
- Creep & Shrinkage in ConcreteDocument50 pagesCreep & Shrinkage in ConcreteJohn TreffNo ratings yet
- Fretting Wear Modelling Incorporating Cyclic Ratcheting Deformations andDocument15 pagesFretting Wear Modelling Incorporating Cyclic Ratcheting Deformations andAlvaro OjedaNo ratings yet
- Ves 5Document16 pagesVes 5Khushii NaamdeoNo ratings yet
- Flocculation and Coalescence of Micron-Size Emulsion DropletsDocument22 pagesFlocculation and Coalescence of Micron-Size Emulsion DropletsIbrahim ElsawyNo ratings yet
- The Effect of Cell Hydrodynamics On Flotation PerformancexxDocument9 pagesThe Effect of Cell Hydrodynamics On Flotation PerformancexxIgnacio CeballosNo ratings yet
- 10.1007/978 3 662 44324 8 - 1626Document137 pages10.1007/978 3 662 44324 8 - 1626gaziahmadNo ratings yet
- Selecting Particles For Fluidized-Bed Bioreactors With Flocculent BiomassDocument7 pagesSelecting Particles For Fluidized-Bed Bioreactors With Flocculent BiomassMani ManmadhaNo ratings yet
- The Modelling of Coalescence Processes in Fluid-Liquid Dispersions: A Review of Current UnderstandingDocument13 pagesThe Modelling of Coalescence Processes in Fluid-Liquid Dispersions: A Review of Current UnderstandingAlejandra Nuñez VargasNo ratings yet
- A Perspective On Flotation, A ReviewDocument24 pagesA Perspective On Flotation, A ReviewCarlos LopezNo ratings yet
- Determination of Diffusion and Mass Transfer Coefficients During Drying of Solvent-Absorbed Polymer FilmsDocument7 pagesDetermination of Diffusion and Mass Transfer Coefficients During Drying of Solvent-Absorbed Polymer FilmsSiraj AL sharifNo ratings yet
- Review of Froth Modelling in Steady State Flotation SystemsDocument25 pagesReview of Froth Modelling in Steady State Flotation SystemsJuan OlivaresNo ratings yet
- Liggghts, Percolation VelocityDocument43 pagesLiggghts, Percolation VelocitypraveenNo ratings yet
- Li, McCarthy - 2006 - Cohesive Particle Mixing and Segregation Under ShearDocument8 pagesLi, McCarthy - 2006 - Cohesive Particle Mixing and Segregation Under ShearPrashant GuptaNo ratings yet
- J Powtec 2015 10 049Document45 pagesJ Powtec 2015 10 049Onesime MutebaNo ratings yet
- Grahamtek Project Final Report Part C: Effect of EMF and Bubbles On Critical Flux of Particles Using DOTMDocument24 pagesGrahamtek Project Final Report Part C: Effect of EMF and Bubbles On Critical Flux of Particles Using DOTMdjf113No ratings yet
- CFD Modelling of Bubble-Particle Attachments in Flotation CellsDocument8 pagesCFD Modelling of Bubble-Particle Attachments in Flotation CellsIgnacio CeballosNo ratings yet
- Numerical Simulations of The Interaction of SolitaDocument35 pagesNumerical Simulations of The Interaction of Solitachbkrish321No ratings yet
- Cattarinuzzi 2019 J. Micromech. Microeng. 29 034001 PDFDocument14 pagesCattarinuzzi 2019 J. Micromech. Microeng. 29 034001 PDFTestingAccNo ratings yet
- Modeling The "Shrink-Wrap Effect" in Polymers and Elastomers, Including The Influence of Very Large Elastic and Inelastic StrainsDocument15 pagesModeling The "Shrink-Wrap Effect" in Polymers and Elastomers, Including The Influence of Very Large Elastic and Inelastic Strainsklomps_jrNo ratings yet
- Synthesis of Nanomaterials in Microemulsions Formation Mechanisms and Growth Control-With-Cover-Page-V2Document9 pagesSynthesis of Nanomaterials in Microemulsions Formation Mechanisms and Growth Control-With-Cover-Page-V2Víctor Jesús Gallegos SánchezNo ratings yet
- Fontainebleau TXC Dduriez14Document14 pagesFontainebleau TXC Dduriez14rajal11No ratings yet
- Shape and Terminal Velocity of Single Bubble Motion: A Novel ApproachDocument6 pagesShape and Terminal Velocity of Single Bubble Motion: A Novel ApproachMahardhyka PrakashaNo ratings yet
- Adhesion of Solid Particles To Gas BubblesDocument12 pagesAdhesion of Solid Particles To Gas BubblesYessica Botero VargasNo ratings yet
- Discrete Particle SettlingDocument7 pagesDiscrete Particle SettlingMwengei MutetiNo ratings yet
- Theory of Transport in MembranesDocument17 pagesTheory of Transport in MembranesMuhammad Fattah Romdhoni100% (1)
- Theoretical Aspects of A Discrete-Binding Approach in Quartz-Crystal Microbalance Acoustic BiosensingDocument22 pagesTheoretical Aspects of A Discrete-Binding Approach in Quartz-Crystal Microbalance Acoustic BiosensingpsephisNo ratings yet
- Discussion Design Procedure For A Contact Stabilization Activated Sludge Process Randall 1977Document9 pagesDiscussion Design Procedure For A Contact Stabilization Activated Sludge Process Randall 1977305773253No ratings yet
- Fundamental Mechanisms of Roughening and Smoothing During Thin Film DepositionDocument7 pagesFundamental Mechanisms of Roughening and Smoothing During Thin Film DepositionaliNo ratings yet
- Damage Mechanisms and Local Approach To FractureDocument14 pagesDamage Mechanisms and Local Approach To Fractureamd mhmNo ratings yet
- Aerogel Processing: Thierry Woignier, Jean Phalippou, Florence Despetis, and Sylvie Calas-EtienneDocument27 pagesAerogel Processing: Thierry Woignier, Jean Phalippou, Florence Despetis, and Sylvie Calas-EtienneLina MartinezNo ratings yet
- Membranes: Permeate Flux in Ultrafiltration Processes-Understandings and MisunderstandingsDocument18 pagesMembranes: Permeate Flux in Ultrafiltration Processes-Understandings and MisunderstandingsGabrielito PachacamaNo ratings yet
- Statics and Dynamics of Adhesion Between Two SoapDocument11 pagesStatics and Dynamics of Adhesion Between Two SoapShreyank Deepali GoelNo ratings yet
- Shape and Terminal Velocity of Single Bubble Motion: A Novel ApproachDocument6 pagesShape and Terminal Velocity of Single Bubble Motion: A Novel ApproachMina AryaNo ratings yet
- NOE0415380416 ch020Document7 pagesNOE0415380416 ch020Umed Abd-alsatarNo ratings yet
- Solute Based Lagrangian Scheme in Modeling The Drying Process of Soft Matter SolutionsDocument10 pagesSolute Based Lagrangian Scheme in Modeling The Drying Process of Soft Matter SolutionsmkhalidiitbNo ratings yet
- Diffusion in Polymer Solids and SolutionsDocument25 pagesDiffusion in Polymer Solids and SolutionsRomain LefèbvreNo ratings yet
- AIChE J (1988) 34 1761Document12 pagesAIChE J (1988) 34 1761montblankiNo ratings yet
- Rokanuzzaman Mohammad 200289227 MASC PSEN Spring2015Document127 pagesRokanuzzaman Mohammad 200289227 MASC PSEN Spring2015eduardoNo ratings yet
- Quattro ESEM - DatasheetDocument4 pagesQuattro ESEM - DatasheetSaba GheniNo ratings yet
- Audience Not Distinguished - Tables Can Not Be at The End - Titles of Tables and Graphs - Convert Tables To Graphs 7 / 10Document5 pagesAudience Not Distinguished - Tables Can Not Be at The End - Titles of Tables and Graphs - Convert Tables To Graphs 7 / 10Saba GheniNo ratings yet
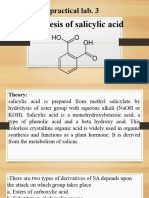
- Synthesis of Salicylic Acid: Practical Lab. 3Document12 pagesSynthesis of Salicylic Acid: Practical Lab. 3Saba GheniNo ratings yet
- Polystyrene ProductionDocument8 pagesPolystyrene ProductionSaba GheniNo ratings yet
- Carbon CreditDocument2 pagesCarbon CreditSaba GheniNo ratings yet
- POPE Vessel Literature DigitalDocument5 pagesPOPE Vessel Literature DigitalSaba GheniNo ratings yet
- Chemical EngineeringDocument2 pagesChemical EngineeringNabucodonosora FranceNo ratings yet
- A 403095Document100 pagesA 403095Eslam ShiblNo ratings yet
- Anas GhawanmehDocument24 pagesAnas GhawanmehSaba GheniNo ratings yet
- D 6Document1 pageD 6Saba GheniNo ratings yet
- D 2Document1 pageD 2Saba GheniNo ratings yet
- D 8Document1 pageD 8Saba GheniNo ratings yet
- CH 7 Recommended Soil Sulfate-S TestsDocument8 pagesCH 7 Recommended Soil Sulfate-S TestsAndreCastrillonNo ratings yet
- Bioreactors - 2Document35 pagesBioreactors - 2Saba GheniNo ratings yet
- Heterogeneous Photo-Fenton Degradation of Phenolic Aqueous Solutions Over Iron-Containing SBA-15 CatalystDocument10 pagesHeterogeneous Photo-Fenton Degradation of Phenolic Aqueous Solutions Over Iron-Containing SBA-15 CatalystSaba GheniNo ratings yet
- Bioreactors - 2Document35 pagesBioreactors - 2Saba GheniNo ratings yet
- Herney-Ramirez2010 (Heterogeneous Photo-Fenton Oxidation With Pillared Clay-Based Catalysts For)Document17 pagesHerney-Ramirez2010 (Heterogeneous Photo-Fenton Oxidation With Pillared Clay-Based Catalysts For)HafsaNo ratings yet
- Bioreactors 1Document32 pagesBioreactors 1Saba GheniNo ratings yet
- CNT 1Document11 pagesCNT 1Saba GheniNo ratings yet
- Bioreactors 1Document32 pagesBioreactors 1Saba GheniNo ratings yet
- Journal of Photochemistry and Photobiology A: Chemistry: Qiangshun Wu, Huijuan Wang, Chengwu YiDocument12 pagesJournal of Photochemistry and Photobiology A: Chemistry: Qiangshun Wu, Huijuan Wang, Chengwu YiSaba GheniNo ratings yet
- Cryogenics: X.X. Chu, Z.X. Wu, R.J. Huang, Y. Zhou, L.F. LiDocument5 pagesCryogenics: X.X. Chu, Z.X. Wu, R.J. Huang, Y. Zhou, L.F. LiSaba GheniNo ratings yet
- Fluid Bed Reactors: Chapter (Not in Book) CH EN 4393 Terry A. RingDocument23 pagesFluid Bed Reactors: Chapter (Not in Book) CH EN 4393 Terry A. RingSaba GheniNo ratings yet
- Performance of Natural Curaua Fiber-Reinforced Polyester Composites Under 7.62 MM Bullet Impact As A Stand-Alone Ballistic ArmorDocument6 pagesPerformance of Natural Curaua Fiber-Reinforced Polyester Composites Under 7.62 MM Bullet Impact As A Stand-Alone Ballistic ArmorConsulaNo ratings yet
- Weibull Analysis of The Tensile Strength Dependence With Fiber Diameter of Giat BambooDocument6 pagesWeibull Analysis of The Tensile Strength Dependence With Fiber Diameter of Giat BambooIsaias OliveiraNo ratings yet
- CACE 2020 120 Original V0Document62 pagesCACE 2020 120 Original V0Saba GheniNo ratings yet
- 2 Casting FormingDocument56 pages2 Casting FormingSaba GheniNo ratings yet
- Water 15 01630 Factorial Experimental DesignDocument17 pagesWater 15 01630 Factorial Experimental DesignSaba GheniNo ratings yet
- Hydrogenation Reactor DesignDocument10 pagesHydrogenation Reactor DesignasdfNo ratings yet
- Kirloskar Brushless AlternatorDocument34 pagesKirloskar Brushless AlternatorAmit Kumar VishwakarmaNo ratings yet
- Safety Data Sheet Isopropanol: Revision Date 13-MAR-2013 Revision Rev 02: 0717Document7 pagesSafety Data Sheet Isopropanol: Revision Date 13-MAR-2013 Revision Rev 02: 0717Mutiara AdzaniNo ratings yet
- School Base Assessment-1Document48 pagesSchool Base Assessment-1Marissa FreemanNo ratings yet
- Quince SlidesCarnivalDocument13 pagesQuince SlidesCarnivalAnas SiddNo ratings yet
- Isobutylene: CAS N°: 115-11-7Document102 pagesIsobutylene: CAS N°: 115-11-7javNo ratings yet
- Bai Tap Tieng Anh 7 Bai 10Document10 pagesBai Tap Tieng Anh 7 Bai 10Hươngg NguyễnnNo ratings yet
- Cambridge IGCSE™: Chemistry 0620/52Document8 pagesCambridge IGCSE™: Chemistry 0620/52Sridharan VijayalakshmiNo ratings yet
- N4 Electrotechnics November 2016 MemorandumDocument7 pagesN4 Electrotechnics November 2016 MemorandumPetro Susan BarnardNo ratings yet
- Name of DefectDocument3 pagesName of DefectJana EncaboNo ratings yet
- HPLCDocument2 pagesHPLCApoorva ChaudharyNo ratings yet
- Sed. 1 Se Perfect Chemistry (Vo.) : CalcuDocument1 pageSed. 1 Se Perfect Chemistry (Vo.) : CalcuAayush ShuklaNo ratings yet
- Proceeding Book BioTechBioChem 2020Document8 pagesProceeding Book BioTechBioChem 2020uvir iitmNo ratings yet
- Theoretical Investigations of Structural, Spectroscopic and Electron Collision Data of AcetoneDocument21 pagesTheoretical Investigations of Structural, Spectroscopic and Electron Collision Data of AcetoneVinayak SavarkarNo ratings yet
- 2D Materials With Piezoelectric and Ferroelectric FunctionalitiesDocument14 pages2D Materials With Piezoelectric and Ferroelectric FunctionalitiesnamyefNo ratings yet
- 6th Semester Project PosterDocument1 page6th Semester Project PosterJoydeep NaskarNo ratings yet
- RADIOIMMUNOASSAYDocument4 pagesRADIOIMMUNOASSAYJansen MunioNo ratings yet
- Acid Base Equilibria NotesDocument45 pagesAcid Base Equilibria NotesWESTON MALAMANo ratings yet
- Exceptions To The Octet Rule: Molecules With Electron-Deficient AtomsDocument22 pagesExceptions To The Octet Rule: Molecules With Electron-Deficient AtomsJohn RammNo ratings yet
- Vision Filter CatalogueDocument9 pagesVision Filter CataloguevisionfilterNo ratings yet
- Chem HSSC 1 Model PaperDocument8 pagesChem HSSC 1 Model PaperPikoNo ratings yet
- Sensors Evaluation 2019 Oct 19 (19) - DOC#NDL:NDA:DGA:ON:072002 PDFDocument1 pageSensors Evaluation 2019 Oct 19 (19) - DOC#NDL:NDA:DGA:ON:072002 PDFDivyansh KohliNo ratings yet
- PacDocument2 pagesPacdalton2004No ratings yet
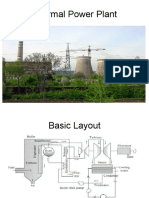
- Thermal Power PlantDocument29 pagesThermal Power Plantshamna AbdullaNo ratings yet
- SM5 Meter Specifications Sheet: PerformanceDocument2 pagesSM5 Meter Specifications Sheet: Performancehendro saputroNo ratings yet
- Ch02 QuestionsDocument8 pagesCh02 QuestionsAdliNo ratings yet
- 2021 08 06 Nasa STD 5020b - Final PDFDocument114 pages2021 08 06 Nasa STD 5020b - Final PDFGianluca FacchiniNo ratings yet
- Total Dissolved Solids ProcedureDocument13 pagesTotal Dissolved Solids Procedurehemavathi jayNo ratings yet
- Corrosion Monitoring Methods (Chevron)Document65 pagesCorrosion Monitoring Methods (Chevron)Sergey KichenkoNo ratings yet
- Kukatpally, Hyderabad - 500072.: Narayana Junior College - Hyd - KPBG - 1580 Junior Intermediate Cbse DATE - 11/04/2023Document2 pagesKukatpally, Hyderabad - 500072.: Narayana Junior College - Hyd - KPBG - 1580 Junior Intermediate Cbse DATE - 11/04/2023StandbyNo ratings yet
- Water in SoilsDocument25 pagesWater in SoilsNicholas VineyNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Gas and Oil Reliability Engineering: Modeling and AnalysisFrom EverandGas and Oil Reliability Engineering: Modeling and AnalysisRating: 4.5 out of 5 stars4.5/5 (6)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Petroleum Production Engineering, A Computer-Assisted ApproachFrom EverandPetroleum Production Engineering, A Computer-Assisted ApproachRating: 4.5 out of 5 stars4.5/5 (11)