You might also like
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- E3.2A Performance of A Gas Turbine Engine - LabManual - v20221124Document14 pagesE3.2A Performance of A Gas Turbine Engine - LabManual - v20221124Lau YongNo ratings yet
- Gas Turbine Power SystemDocument6 pagesGas Turbine Power SystemQM EQUIPMENTNo ratings yet
- Jnlet Air CoolingDocument13 pagesJnlet Air CoolingSatrio HaryoNo ratings yet
- Simulation of Large Marine Two-Stroke Diesel Engine Operation During Fire in The Scavenging Air ReceiverDocument9 pagesSimulation of Large Marine Two-Stroke Diesel Engine Operation During Fire in The Scavenging Air ReceiverSatyabrat GaanNo ratings yet
- Data Analysis and Performance Model Calibration of A Small Turbojet EngineDocument24 pagesData Analysis and Performance Model Calibration of A Small Turbojet EngineFathima J100% (1)
- 1 s2.0 S2590174522000654 MainDocument15 pages1 s2.0 S2590174522000654 MainHazim MohammedNo ratings yet
- Performance Gas Turbine GenerationDocument5 pagesPerformance Gas Turbine GenerationAbdul malikNo ratings yet
- Aerospace Engineering: University Institute of EngineeringDocument2 pagesAerospace Engineering: University Institute of EngineeringAvishiNo ratings yet
- Analysis of Inlet Air Temperature Effect On Gas Turbine Compressor PerfornanceDocument9 pagesAnalysis of Inlet Air Temperature Effect On Gas Turbine Compressor PerfornanceRafraf Ezdine100% (1)
- Development of Wind Turbine Simulator For Generator Torque ControlDocument4 pagesDevelopment of Wind Turbine Simulator For Generator Torque ControlDadir AliNo ratings yet
- ThermoIII - Notes 1Document13 pagesThermoIII - Notes 1VictoriaNo ratings yet
- Thermal Analysis of Power Plant Based On Gas Turbine IJERTV3IS030749Document8 pagesThermal Analysis of Power Plant Based On Gas Turbine IJERTV3IS030749Эдик БубенчиковNo ratings yet
- Turbofan Exhaust Gas Temperature Forecasting and Performance Monitoring With A Neural Network ModelDocument9 pagesTurbofan Exhaust Gas Temperature Forecasting and Performance Monitoring With A Neural Network ModelVinh BùiNo ratings yet
- Sistaninia 2017Document5 pagesSistaninia 2017Hiwa KhalediNo ratings yet
- A Review of Novel Turbocharger Concepts For EnhancDocument9 pagesA Review of Novel Turbocharger Concepts For EnhancДимитър ПоповNo ratings yet
- Experimental and Computational Design and Testing of A Valve Less Pulsejet Engine For The Application of Micro Air VehicleDocument11 pagesExperimental and Computational Design and Testing of A Valve Less Pulsejet Engine For The Application of Micro Air VehicleJyotiraditya BhardwajNo ratings yet
- Temperature Measurement Problems in An Aero Gas Turbine EngineDocument5 pagesTemperature Measurement Problems in An Aero Gas Turbine EnginesenthilNo ratings yet
- Imece2014 38164 PDFDocument9 pagesImece2014 38164 PDFYemane TesfayeNo ratings yet
- Modeling and Switching Fuzzy Control of The Air PaDocument9 pagesModeling and Switching Fuzzy Control of The Air PaEmrh YsltsNo ratings yet
- Aerospace Engineering: University Institute of EngineeringDocument2 pagesAerospace Engineering: University Institute of EngineeringAvishiNo ratings yet
- A Review of Novel Turbocharger Concepts For EnhancDocument9 pagesA Review of Novel Turbocharger Concepts For EnhancARUN VNo ratings yet
- Review Paper of Adaptive Work Performance Analysis of Turbojet EnginesDocument7 pagesReview Paper of Adaptive Work Performance Analysis of Turbojet Enginesk l mandalNo ratings yet
- Evolution of Performance of Primary and Secondary Air PreheatersDocument5 pagesEvolution of Performance of Primary and Secondary Air PreheatersHefni OssyanNo ratings yet
- Performance of Industrial GasturbinesDocument28 pagesPerformance of Industrial Gasturbinessomporn duangbuntaoNo ratings yet
- Simulationof CHPEnergyDocument7 pagesSimulationof CHPEnergyNEETIGYA CHAURASIANo ratings yet
- 051f PDFDocument16 pages051f PDFCelso CuetoNo ratings yet
- Detailed Hot Section Mapping of Siemens SGT 600 PDFDocument19 pagesDetailed Hot Section Mapping of Siemens SGT 600 PDFfrdnNo ratings yet
- Shabaninia 2012Document9 pagesShabaninia 2012Bachir DjamateNo ratings yet
- Heat Recovery Steam Generator Performance and Degradation in A 400 MW Combined CycleDocument11 pagesHeat Recovery Steam Generator Performance and Degradation in A 400 MW Combined CycleOtuagaNo ratings yet
- Gas Turbines and Its ModificationsDocument29 pagesGas Turbines and Its ModificationsHamza NeweraNo ratings yet
- Heat Recovery Steam Generator Performance and Degradation in A 400 MW Combined CycleDocument11 pagesHeat Recovery Steam Generator Performance and Degradation in A 400 MW Combined Cycleshivam kanungoNo ratings yet
- Aerospace Engineering: University Institute of EngineeringDocument3 pagesAerospace Engineering: University Institute of EngineeringAvishiNo ratings yet
- Rowen - Simplified - Mathematical - Representations - of - Heavy-Duty - Gas - Turbines 1983Document5 pagesRowen - Simplified - Mathematical - Representations - of - Heavy-Duty - Gas - Turbines 1983Marcelo MolinaNo ratings yet
- Conf-2012-Nonlinear and Control System For A Turboshaft, FilhoDocument6 pagesConf-2012-Nonlinear and Control System For A Turboshaft, FilhoMohammadReza AminiNo ratings yet
- Towards An Automated System For Industrial Gas Turbine Acceptance TestingDocument6 pagesTowards An Automated System For Industrial Gas Turbine Acceptance Testinggbanaibolou jomboNo ratings yet
- A Stirling Engine For Automotive ApplicationsDocument7 pagesA Stirling Engine For Automotive ApplicationsJoão SidônioNo ratings yet
- Test-Rig Simulation On Hybrid Thermal Barrier CoatDocument19 pagesTest-Rig Simulation On Hybrid Thermal Barrier CoatАлександр ТумановNo ratings yet
- Protection CoordinationDocument10 pagesProtection CoordinationDeepak MahapatroNo ratings yet
- A New High-Fidelity Transient Aerothermal Model For Real-Time Simulations of The T700 Helicopter Turboshaft EngineDocument8 pagesA New High-Fidelity Transient Aerothermal Model For Real-Time Simulations of The T700 Helicopter Turboshaft EngineÖmer Uğur ZayıfoğluNo ratings yet
- Dynamic Analysis of Gas Turbine EngineDocument10 pagesDynamic Analysis of Gas Turbine EngineKrish KrishnaNo ratings yet
- Performance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemDocument10 pagesPerformance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemIrving Rosas JovenNo ratings yet
- Putra Adnan 2018 J. Phys. Conf. Ser. 1005 012026Document13 pagesPutra Adnan 2018 J. Phys. Conf. Ser. 1005 012026uma shankarNo ratings yet
- Transactions of The JSME (In Japanese) : Osamu SATO, Hiroshi IWAI and Hideo YOSHIDADocument16 pagesTransactions of The JSME (In Japanese) : Osamu SATO, Hiroshi IWAI and Hideo YOSHIDAnalimela vishnu vardhanNo ratings yet
- Airflow in Boiler PDFDocument89 pagesAirflow in Boiler PDFSiddhant SatpathyNo ratings yet
- Monitoring and Control System For Heat Experimental Equipment of High-Speed Vertical Spindle BearingsDocument8 pagesMonitoring and Control System For Heat Experimental Equipment of High-Speed Vertical Spindle BearingsTrà Giang Nguyễn ThiNo ratings yet
- Mitsubishi Experience Gas Turbine OverhaulDocument7 pagesMitsubishi Experience Gas Turbine OverhaulJorge MuñagorriNo ratings yet
- Life Cycle Evaluation of An Intercooled Gas Turbine Plant Used in Conjunction With Renewable EnergyDocument10 pagesLife Cycle Evaluation of An Intercooled Gas Turbine Plant Used in Conjunction With Renewable EnergySayyed AliReza NematollahiNo ratings yet
- Gas Turbine Lab ReportDocument6 pagesGas Turbine Lab ReportMuhammad Redzuan33% (3)
- Thermoeconomic Analysis of Gas Turbine Based Cycles: A. F. MassardoDocument8 pagesThermoeconomic Analysis of Gas Turbine Based Cycles: A. F. MassardoAndreescu Anna-Maria TheodoraNo ratings yet
- Ignition and Combustion Characteristics of The Gas Turbine Slinger CombustorDocument7 pagesIgnition and Combustion Characteristics of The Gas Turbine Slinger CombustorFernando TaleroNo ratings yet
- AHP Calculations PDFDocument4 pagesAHP Calculations PDFRAM KrishanNo ratings yet
- Fault Detection and Isolation in AircrafDocument12 pagesFault Detection and Isolation in Aircrafabbkr48No ratings yet
- Temperature Control of Autothermal Reformer System PDFDocument6 pagesTemperature Control of Autothermal Reformer System PDFQian Jun AngNo ratings yet
- Lifing Requirement Based Turbine Airfoil Mass Estimation Method in Conceptual Aero-Engine DesignDocument8 pagesLifing Requirement Based Turbine Airfoil Mass Estimation Method in Conceptual Aero-Engine DesignDeckrunNo ratings yet
- Energy Audit of Combined Cycle Power Plant: A Case Study: Umair Ahmed, Prof. Javed Ahmad ChatthaDocument6 pagesEnergy Audit of Combined Cycle Power Plant: A Case Study: Umair Ahmed, Prof. Javed Ahmad ChatthaUdhayakumar VenkataramanNo ratings yet
- Exp#4-Gas TurbineDocument9 pagesExp#4-Gas TurbineLilo17xiNo ratings yet
- Aerospace Engineering: University Institute of EngineeringDocument2 pagesAerospace Engineering: University Institute of EngineeringAvishiNo ratings yet
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- Spare Parts List: Handheld Pneumatic Breakers CP 1210, CP 1210 S, CP 1210 SVRDocument32 pagesSpare Parts List: Handheld Pneumatic Breakers CP 1210, CP 1210 S, CP 1210 SVRROHITNo ratings yet
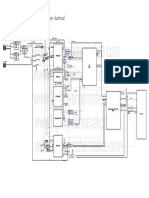
- (Before Press Power Button) : Power Sequence and Architecture DiagramDocument1 page(Before Press Power Button) : Power Sequence and Architecture DiagramYoho Y.No ratings yet
- Updated 7 Point Container Inspection SheetDocument2 pagesUpdated 7 Point Container Inspection SheetMohd Shahrul Irwan Mohd Zin0% (1)
- Exp 01Document8 pagesExp 01MohamedElSayedNo ratings yet
- Quickspecs: HP Z440 WorkstationDocument87 pagesQuickspecs: HP Z440 WorkstationdfgdsNo ratings yet
- Alcatel-Lucent Vs MicrosoftDocument11 pagesAlcatel-Lucent Vs MicrosoftKrishna Chaitanya Gorle100% (1)
- Ford Mustang 2005 2014 Transmission Service ManualDocument70 pagesFord Mustang 2005 2014 Transmission Service ManualMarcarraroNo ratings yet
- Science, Technology and Society Activity 1Document5 pagesScience, Technology and Society Activity 1Ed Sweet Sumile100% (2)
- CT 110 - Window Detail58Document2 pagesCT 110 - Window Detail58cantika lestarieNo ratings yet
- ATPL Core Theory Rev 1-1-4Document222 pagesATPL Core Theory Rev 1-1-4Yannis100% (2)
- Notifier AFP 200 Analog Fire Control Panel Instruction Supplement PDFDocument2 pagesNotifier AFP 200 Analog Fire Control Panel Instruction Supplement PDFAnonymous 7PqNj0Puc0No ratings yet
- ASM Vs File SystemDocument3 pagesASM Vs File SystemhlapsNo ratings yet
- GEF SGP Project Template and Preparation Guidelines - 21 June 11Document18 pagesGEF SGP Project Template and Preparation Guidelines - 21 June 11Opik PetetNo ratings yet
- Basic MathsDocument12 pagesBasic Mathsgud2cupiyushNo ratings yet
- IP Morocco 2014Document2 pagesIP Morocco 2014Wahbi SoufianeNo ratings yet
- Debt J-LDocument621 pagesDebt J-LkenindiNo ratings yet
- Introduction To The Automatic NodeB and Cell Allocation in The BSC6910 Feature V1.0Document21 pagesIntroduction To The Automatic NodeB and Cell Allocation in The BSC6910 Feature V1.0Ariel MendozaNo ratings yet
- Structural Analysis of Three Storey Commercial BuildingDocument184 pagesStructural Analysis of Three Storey Commercial Buildingjossan doplaynaNo ratings yet
- Berin Operator.Document7 pagesBerin Operator.Godwin GodwinNo ratings yet
- Javacore 20160822 223758 8560 0005Document213 pagesJavacore 20160822 223758 8560 0005Main SahamNo ratings yet
- A Brief Lesson Plan in TLE FO NC2Document2 pagesA Brief Lesson Plan in TLE FO NC2Anthony MonticilloNo ratings yet
- FINAL CASE MATERIAL - MCDONALDS - AsdDocument9 pagesFINAL CASE MATERIAL - MCDONALDS - AsdJon Manuel0% (1)
- QRP Z Match 40 10m Iss 1 3Document4 pagesQRP Z Match 40 10m Iss 1 3AdrianPleatăNo ratings yet
- Column K PDFDocument27 pagesColumn K PDFAngelika Caguioa BiayNo ratings yet
- Ehv SeriesDocument2 pagesEhv SeriesSHANENo ratings yet
- Specialization in TourismDocument12 pagesSpecialization in TourismItalo Arbulú Villanueva0% (1)
- Patrol LogMgmtDocument152 pagesPatrol LogMgmtCharl11eNo ratings yet
- Technical Features Certifi Cations: Category: Level of Protection: Temperature ClassDocument5 pagesTechnical Features Certifi Cations: Category: Level of Protection: Temperature ClassSonu SharmaNo ratings yet
- Anita Pal Vol 1Document186 pagesAnita Pal Vol 1indranil100% (1)
- Show Report-Edutech2019-Education Expo 2019 PDFDocument16 pagesShow Report-Edutech2019-Education Expo 2019 PDFDichivithena DivacanyaNo ratings yet