You might also like
- Thyssenkrupp Industrial Solutions (India) Job Safety AnalysisDocument4 pagesThyssenkrupp Industrial Solutions (India) Job Safety AnalysisNitesh KumarNo ratings yet
- Thyssenkrupp Industrial Solutions (India) Job Safety Analysis 1 4Document6 pagesThyssenkrupp Industrial Solutions (India) Job Safety Analysis 1 4Nitesh KumarNo ratings yet
- The GE Way Fieldbook: Jack Welch's Battle Plan for Corporate RevolutionFrom EverandThe GE Way Fieldbook: Jack Welch's Battle Plan for Corporate RevolutionNo ratings yet
- History of DyslexiaDocument14 pagesHistory of Dyslexiateacher sabirNo ratings yet
- Thr81d en Col82Document16 pagesThr81d en Col82YummyNo ratings yet
- Daily Lesson Plan Technologies: A. Content Standard B. PerformanceDocument3 pagesDaily Lesson Plan Technologies: A. Content Standard B. PerformanceAbraham BojosNo ratings yet
- Republic of The Philippines Region 02, Cagayan Valley: Department of Education Schools Division Office of Nueva VizcayaDocument3 pagesRepublic of The Philippines Region 02, Cagayan Valley: Department of Education Schools Division Office of Nueva VizcayaBernard GundranNo ratings yet
- Final Lesson PlanDocument4 pagesFinal Lesson Planjsjjsjs ksksndNo ratings yet
- E & T Final Audit - EnduranceDocument32 pagesE & T Final Audit - EnduranceManuNo ratings yet
- Flipping The ClassroomDocument18 pagesFlipping The Classroomapi-239062048100% (1)
- International Cuisine Syllabus August 2020Document18 pagesInternational Cuisine Syllabus August 2020Olsen Soqueña100% (1)
- This Portion Presents The Innovative Instructional Material in Edukasyon Sa Pagpapakatao 10, A Brochure Which IncludesDocument29 pagesThis Portion Presents The Innovative Instructional Material in Edukasyon Sa Pagpapakatao 10, A Brochure Which IncludesRosendo Bernabe50% (2)
- Tps Jishuken Happyoukai: "Reshaping IGP's Competitiveness Through Strengthen Genba Management & Productivity Improvement"Document33 pagesTps Jishuken Happyoukai: "Reshaping IGP's Competitiveness Through Strengthen Genba Management & Productivity Improvement"Nabil Raja DamanikNo ratings yet
- Mamta Shah BBA 5th SemDocument60 pagesMamta Shah BBA 5th Semnid000sharmaNo ratings yet
- Back Filling-Job Safety AnalysisDocument5 pagesBack Filling-Job Safety AnalysisNitesh KumarNo ratings yet
- Organisation Restructuring 2023 MGMT TeamDocument9 pagesOrganisation Restructuring 2023 MGMT TeamArul AravindNo ratings yet
- 0 Manual Rumos - I27-302 1.10 Blank Iso27kpr TabletDocument326 pages0 Manual Rumos - I27-302 1.10 Blank Iso27kpr TabletTeresa SampaioNo ratings yet
- LIME Case Study Submission Proof PDFDocument3 pagesLIME Case Study Submission Proof PDFAnkit ManralNo ratings yet
- Vission & Mission: Organization'S Backbone & Prosperous FutureDocument22 pagesVission & Mission: Organization'S Backbone & Prosperous Futureshanzay100% (1)
- Intern Index (Mohan Raja) 2Document8 pagesIntern Index (Mohan Raja) 2Anonymous znF8xnuNo ratings yet
- Project ReportDocument11 pagesProject Reportsecurify.fmsNo ratings yet
- ICE - Balaji Telefilms - Campus Presentation & JD1Document16 pagesICE - Balaji Telefilms - Campus Presentation & JD1pankajNo ratings yet
- Sai Vidya Institute of Technology: Department of Mechanical EngineeringDocument11 pagesSai Vidya Institute of Technology: Department of Mechanical EngineeringHarsha vardhanNo ratings yet
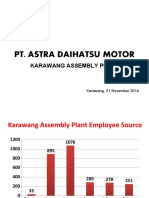
- Pt. Astra Daihatsu Motor Karawang Assembly PlantDocument5 pagesPt. Astra Daihatsu Motor Karawang Assembly Plantbudi utomoNo ratings yet
- Fa Booklet Ayda 2022Document32 pagesFa Booklet Ayda 2022Arhetta AmadeusNo ratings yet
- Primavera Training Institute in Kolkata Online - IPDA Training CentreDocument2 pagesPrimavera Training Institute in Kolkata Online - IPDA Training CentreSumanNo ratings yet
- Social CV UpdatedDocument1 pageSocial CV UpdatedVeer pratap SinghNo ratings yet
- Section 3 Project OrganizationDocument2 pagesSection 3 Project Organizationmick26398No ratings yet
- Dwi Giri Murdiyanto - Technical OfficerDocument10 pagesDwi Giri Murdiyanto - Technical OfficerRanto MarpaungNo ratings yet
- Revit Training Institute in Kolkata Online - IPDA Training CentreDocument2 pagesRevit Training Institute in Kolkata Online - IPDA Training CentreSumanNo ratings yet
- Vocational Training: 50% ScholarshipDocument3 pagesVocational Training: 50% ScholarshipSumanNo ratings yet
- Report On Root Industry (Coimbatore)Document54 pagesReport On Root Industry (Coimbatore)logeshwari50% (2)
- Paper 12 Press Machine LOTO - 3 (Participant Note Mac 2019)Document41 pagesPaper 12 Press Machine LOTO - 3 (Participant Note Mac 2019)Ang chong bengNo ratings yet
- Slamet Haryo S.: Bachelor of EngineeringDocument2 pagesSlamet Haryo S.: Bachelor of EngineeringS Haryo SamudraNo ratings yet
- Synopsis Diamond SmartDocument26 pagesSynopsis Diamond SmartTechaholic HaryNo ratings yet
- JD - Design Engineer FinalDocument2 pagesJD - Design Engineer FinalSaurav KumarNo ratings yet
- PT. Asalta Mandiri Agung: Plant IDocument13 pagesPT. Asalta Mandiri Agung: Plant IBaiq Sarwiti68No ratings yet
- FR-HSE-65 Need Training AnalysisDocument1 pageFR-HSE-65 Need Training Analysishse grogolNo ratings yet
- Organisation Structure and Design Wildfire Entertainent: Presented By-Group 3 (Sec-D)Document6 pagesOrganisation Structure and Design Wildfire Entertainent: Presented By-Group 3 (Sec-D)Sidhant NayakNo ratings yet
- Firman Toto Aji, ST: Senior Program ManagerDocument7 pagesFirman Toto Aji, ST: Senior Program ManagerFirman TotoajiNo ratings yet
- Iwan Tantoso TanDocument5 pagesIwan Tantoso TanalfibariaNo ratings yet
- Impulse Global Services - ProfileDocument16 pagesImpulse Global Services - ProfileBala_9990No ratings yet
- Application Status TNPDocument4 pagesApplication Status TNPMohit ManchandaNo ratings yet
- Report On Protec & PanchnathDocument68 pagesReport On Protec & PanchnathJAY KACHANo ratings yet
- Data Science Course - Batch 2Document10 pagesData Science Course - Batch 2Aayan TripathiNo ratings yet
- SQA ASM Summary ReportDocument79 pagesSQA ASM Summary ReportAdvocate RikNo ratings yet
- Job Analysis: Business Vertical: HaygroupDocument12 pagesJob Analysis: Business Vertical: HaygroupsinghhcmNo ratings yet
- NITTE FlyerDocument2 pagesNITTE FlyerPratheek MorasNo ratings yet
- Project Inovasi Komponen GET Tooth, Point Ripper, Cutting EdgeDocument13 pagesProject Inovasi Komponen GET Tooth, Point Ripper, Cutting EdgeAgung FitrillaNo ratings yet
- Necco Tools Profile - 2018Document55 pagesNecco Tools Profile - 2018Vimal V100% (1)
- Kaustya Corporate ProfileDocument4 pagesKaustya Corporate ProfilevijayNo ratings yet
- Organo GramDocument14 pagesOrgano GrambapigangNo ratings yet
- Leadership Training 2022 Output TemplateDocument2 pagesLeadership Training 2022 Output TemplateJake AbragarNo ratings yet
- Company Profile PT. G-Tech Ind 2019Document15 pagesCompany Profile PT. G-Tech Ind 2019Kids YamnaNo ratings yet
- Appendix Heineken LAB Report Auke NieuwsmaDocument35 pagesAppendix Heineken LAB Report Auke NieuwsmaSIGIN GEORGENo ratings yet
- YUKTI-National Innovation Repository (NIR)Document1 pageYUKTI-National Innovation Repository (NIR)Mrunal Jadhav MJNo ratings yet
- Technical Specialist (Surface Mount/Fine Device) : Job DescriptionDocument3 pagesTechnical Specialist (Surface Mount/Fine Device) : Job DescriptionJia Yi LimNo ratings yet
- Makalah MGR Promot - Clma Gravity - p2pd TmminDocument27 pagesMakalah MGR Promot - Clma Gravity - p2pd TmminSandi SaputraNo ratings yet
- ECE 6001 - Week 1 Studio - Class Overview and Ice Breakers 011321Document26 pagesECE 6001 - Week 1 Studio - Class Overview and Ice Breakers 011321Pay RentNo ratings yet
- STAR Program - 2023Document9 pagesSTAR Program - 2023Sukanya Lal V.SNo ratings yet
- Level 2 - Level 7 Promotion DocumentDocument13 pagesLevel 2 - Level 7 Promotion DocumentitskapilgargNo ratings yet
- Internship Talk by Coding ClubDocument97 pagesInternship Talk by Coding ClubRiddhiman GhatakNo ratings yet
- AMP Profile RevI-1Document16 pagesAMP Profile RevI-1andhika kharsimaNo ratings yet
- Water BoardDocument20 pagesWater BoardIbrahimNo ratings yet
- Industrial Training Report ITR - Format 2019-2020Document9 pagesIndustrial Training Report ITR - Format 2019-2020SIDDHANT SRIVASTAVANo ratings yet
- John B. Lacson Foundation Maritme Univ.: 07 October, 2008 / Customer Support & TrainingDocument106 pagesJohn B. Lacson Foundation Maritme Univ.: 07 October, 2008 / Customer Support & TrainingElaouni saidNo ratings yet
- Industrial Trainee Program - NajwaDocument1 pageIndustrial Trainee Program - NajwaDiniy YusofNo ratings yet
- Roles of Organism Lesson PlanDocument3 pagesRoles of Organism Lesson Planapi-540235024No ratings yet
- BoundLin 2013 Developing Competence at WorkDocument19 pagesBoundLin 2013 Developing Competence at WorkSegitiga IdNo ratings yet
- Overview of Lesson PlanDocument12 pagesOverview of Lesson PlanYui FauzianiNo ratings yet
- Belajar Berdasar Regulasi Diri Dalam PembelajaranDocument14 pagesBelajar Berdasar Regulasi Diri Dalam PembelajaranDati DelianaNo ratings yet
- Fig Tree Pocket English Film ReviewDocument2 pagesFig Tree Pocket English Film Reviewapi-107627329No ratings yet
- Maximizing The Role of Parents Through Religious EDocument9 pagesMaximizing The Role of Parents Through Religious ETan HoutaruNo ratings yet
- Holistic and Analytic RubricDocument3 pagesHolistic and Analytic RubricJude Vincent MacalosNo ratings yet
- Cameron Cyrus: Experience Other Special ActivitiesDocument2 pagesCameron Cyrus: Experience Other Special Activitiesapi-427308784No ratings yet
- Forensic 6 Forensic BallisticsDocument4 pagesForensic 6 Forensic BallisticsrenjomarNo ratings yet
- Overview On Human Growth and Development: ActivitiesDocument3 pagesOverview On Human Growth and Development: ActivitiesShiena Mae Liberto100% (1)
- Semi-Detailed Lesson Plan in HealthDocument4 pagesSemi-Detailed Lesson Plan in HealthDencie CabarlesNo ratings yet
- Lived-Experience of Former ALS (Alternative Learning System) Students of Nagcarlan, Laguna, PhilippinesDocument15 pagesLived-Experience of Former ALS (Alternative Learning System) Students of Nagcarlan, Laguna, PhilippinesVince LavadiaNo ratings yet
- Concept Mapping, Mind Mapping and Argument Mapping: What Are The Differences and Do They Matter?Document23 pagesConcept Mapping, Mind Mapping and Argument Mapping: What Are The Differences and Do They Matter?Bobi BadarevskiNo ratings yet
- BELSC Unit 1 Lesson 2Document5 pagesBELSC Unit 1 Lesson 2Enrico EsguerraNo ratings yet
- CSLPA Workshop: EDF 4210 Educational PsychologyDocument24 pagesCSLPA Workshop: EDF 4210 Educational PsychologyKomal KhanNo ratings yet
- 10 Chapter 3Document12 pages10 Chapter 3Surya Putra ManabNo ratings yet
- RRL and RRSDocument13 pagesRRL and RRSYosh100% (1)
- Theses GER - Complet PDFDocument732 pagesTheses GER - Complet PDFDomingosSerranoNo ratings yet
- Curriculum Ethik Klasse 3, 4 - For MergeDocument9 pagesCurriculum Ethik Klasse 3, 4 - For Mergevincent adzinyoNo ratings yet
- Class Size EffectsDocument9 pagesClass Size EffectsEmmanuel DipeoluNo ratings yet
- Monograph - National Education Policy 2020 PDFDocument52 pagesMonograph - National Education Policy 2020 PDFMangesh JoshiNo ratings yet
- Sarah Ann Goodbrand, Ninewells Hospital and Medical School, DundeeDocument1 pageSarah Ann Goodbrand, Ninewells Hospital and Medical School, DundeeAh MagdyNo ratings yet
- DLP - Connection Between TextDocument10 pagesDLP - Connection Between TextPrincess MandalNo ratings yet