You might also like
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- PRCI - ACMitigationDocument158 pagesPRCI - ACMitigationwasre100% (2)
- SolidCAM IMachining 2D A Simulation StudDocument12 pagesSolidCAM IMachining 2D A Simulation StudzzNo ratings yet
- CNC LAB Manual PDFDocument33 pagesCNC LAB Manual PDFrajee10133% (3)
- Cad Cam CaeDocument10 pagesCad Cam CaeSanketDhandeNo ratings yet
- Computer Aided ManufacturingDocument28 pagesComputer Aided ManufacturingSheik AbdullahNo ratings yet
- Automatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineDocument7 pagesAutomatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineVikas Singh SisodiaNo ratings yet
- IJRPR937Document8 pagesIJRPR937Prenank ChandrolNo ratings yet
- Cad - Cam - Eto - MRP2Document13 pagesCad - Cam - Eto - MRP2dixittankNo ratings yet
- ME1355-CAD / CAM Laboratory: Lab ManualDocument42 pagesME1355-CAD / CAM Laboratory: Lab ManualVeeria Chandran S100% (1)
- Solidcam Imachining (2D) : A Simulation Study of A Spur Gear Machining and G-Code Generation For CNC MachineDocument9 pagesSolidcam Imachining (2D) : A Simulation Study of A Spur Gear Machining and G-Code Generation For CNC MachineTamanna KamalNo ratings yet
- Universiti Kuala Lumpur Malaysian Institute of Marine Engineering Technology (Unikl Mimet)Document14 pagesUniversiti Kuala Lumpur Malaysian Institute of Marine Engineering Technology (Unikl Mimet)Haiqal MarizanNo ratings yet
- 1 s2.0 S2214785322059521 MainDocument9 pages1 s2.0 S2214785322059521 MainfelipeNo ratings yet
- Gangam Style 6Document31 pagesGangam Style 6Light WorkerNo ratings yet
- CNC Lab Manual 2023 Med 3102Document66 pagesCNC Lab Manual 2023 Med 3102G. RajeshNo ratings yet
- Gangam Style 24Document20 pagesGangam Style 24Light WorkerNo ratings yet
- Unit I Introduction To Cad/CamDocument25 pagesUnit I Introduction To Cad/Camnandakishore1975No ratings yet
- The Role of Computer Aided Design (CAD) in The Manufacturing and Digital Control (CAM)Document16 pagesThe Role of Computer Aided Design (CAD) in The Manufacturing and Digital Control (CAM)Paddy Nji KilyNo ratings yet
- Me704 Cim (Cad)Document25 pagesMe704 Cim (Cad)ASHU KNo ratings yet
- Some of The Advantages of CAD Over Manual Drawing AreDocument8 pagesSome of The Advantages of CAD Over Manual Drawing AreNanda KishoreNo ratings yet
- Introduction To CADDocument3 pagesIntroduction To CADMaaruf Khan PathanNo ratings yet
- Gangam Style 26Document20 pagesGangam Style 26Light WorkerNo ratings yet
- Machining of Steam Turbine Blade On 5-Axis CNC Machine: SciencedirectDocument7 pagesMachining of Steam Turbine Blade On 5-Axis CNC Machine: SciencedirectMido MoussaNo ratings yet
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument7 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNo ratings yet
- Cad Pace 2 57-68Document12 pagesCad Pace 2 57-68Kazimir KozulNo ratings yet
- AMP ProjectDocument11 pagesAMP Projectomkarkadam50351No ratings yet
- CAMplus BrochureDocument8 pagesCAMplus BrochureFagner Moura100% (1)
- Computer 2112Document12 pagesComputer 2112zxcccz100% (2)
- CATIA PLM Express: CATIA - Lathe & Prismatic MachiningDocument2 pagesCATIA PLM Express: CATIA - Lathe & Prismatic MachiningjcetmechanicalNo ratings yet
- Chapter 18 Computer Aided Manufacturing PDFDocument59 pagesChapter 18 Computer Aided Manufacturing PDFvenkatcipetNo ratings yet
- Prodcut CCDocument11 pagesProdcut CCKrishna KumarNo ratings yet
- Some of The Advantages of CAD Over Manual Drawing AreDocument16 pagesSome of The Advantages of CAD Over Manual Drawing AreLight WorkerNo ratings yet
- Cam PPT 2Document10 pagesCam PPT 2Nassor Nassor ANo ratings yet
- Evolution of CAD/CAM: Mit, UsaDocument63 pagesEvolution of CAD/CAM: Mit, UsaNaveenNo ratings yet
- Gangam Style 48Document14 pagesGangam Style 48Nanda KishoreNo ratings yet
- Optimasi Parameter Permesinan Terhadap Waktu Proses Pada Pemrograman CNC Milling Dengan Berbasis Cad/CamDocument13 pagesOptimasi Parameter Permesinan Terhadap Waktu Proses Pada Pemrograman CNC Milling Dengan Berbasis Cad/CamElsa SafiraNo ratings yet
- Assignment-1 Computer Aided Manufacturing ME-418Document21 pagesAssignment-1 Computer Aided Manufacturing ME-418Prateek Kharbanda 79No ratings yet
- Computer Aided Manufacturing NotesDocument34 pagesComputer Aided Manufacturing NotesNyaabaNo ratings yet
- ON Product Design and Manufacturing: Prepared byDocument25 pagesON Product Design and Manufacturing: Prepared byChinmay BeheraNo ratings yet
- Catia v5 Machining BrochureDocument4 pagesCatia v5 Machining BrochureMiguel PittaNo ratings yet
- Computer Aided Design and Manufacturing (Final Submission)Document37 pagesComputer Aided Design and Manufacturing (Final Submission)Momoh OsazeleNo ratings yet
- What Is CamDocument3 pagesWhat Is CamSufian HijazNo ratings yet
- CNC Programming Systems PDFDocument22 pagesCNC Programming Systems PDFSurendra SainiNo ratings yet
- ID None PDFDocument13 pagesID None PDFIvanNo ratings yet
- CAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyDocument10 pagesCAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyRavi SekharNo ratings yet
- Basic Manufacturing Process Assignment (Me204) : Cad, Cam and CimDocument20 pagesBasic Manufacturing Process Assignment (Me204) : Cad, Cam and CimRaghunath VeeramaniNo ratings yet
- Ali 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012005Document14 pagesAli 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012005Yashvant SinghNo ratings yet
- Gangam Style 7Document32 pagesGangam Style 7Light WorkerNo ratings yet
- Using Advanced CAM System in Modern Machining: The 7 International Conference On Engineering and Technology ICET-2015Document4 pagesUsing Advanced CAM System in Modern Machining: The 7 International Conference On Engineering and Technology ICET-2015Moez BellamineNo ratings yet
- Computer Aided Design & Computer Aided Manufacturing..: CAD CAMDocument20 pagesComputer Aided Design & Computer Aided Manufacturing..: CAD CAMmihret henokNo ratings yet
- A ReportDocument8 pagesA ReportTyNo ratings yet
- Practical No. 01: Objective: - Study The Basics of CAD/CAMDocument4 pagesPractical No. 01: Objective: - Study The Basics of CAD/CAMapi-26046805No ratings yet
- Cad Cam Technology 8725 OKSxhtPDocument17 pagesCad Cam Technology 8725 OKSxhtPshivu bnNo ratings yet
- Gangam Style 50Document13 pagesGangam Style 50Nanda KishoreNo ratings yet
- Virtual MachiningDocument15 pagesVirtual MachiningmanjusitNo ratings yet
- Tech Ascend CNC Student ManualDocument42 pagesTech Ascend CNC Student ManualabyzenNo ratings yet
- CNC (VMC), Additive Manufacturing and RoboticsDocument27 pagesCNC (VMC), Additive Manufacturing and RoboticsB K Santosh SanthuNo ratings yet
- CAM FinalDocument5 pagesCAM FinalYatish TagraNo ratings yet
- Cad CamDocument6 pagesCad CamKuldeep SinghNo ratings yet
- Project HandbookDocument52 pagesProject HandbookTiger DorrNo ratings yet
- E-Commerce Group 4 Team Strawberry Online Auctions Virtual Communities Web PortalsDocument108 pagesE-Commerce Group 4 Team Strawberry Online Auctions Virtual Communities Web Portalsapi-260051886100% (1)
- Module 01 Business English Prodi Management (Market Leader) Code F-0417-000-30 OkDocument12 pagesModule 01 Business English Prodi Management (Market Leader) Code F-0417-000-30 OkMayang Sari S.No ratings yet
- Protecting Consumer Privacy in An Era of Rapid Change FTC 03-2012Document12 pagesProtecting Consumer Privacy in An Era of Rapid Change FTC 03-2012api-256441909No ratings yet
- Digital Protective Schemes For PowerTransformerDocument217 pagesDigital Protective Schemes For PowerTransformerNhật TàiNo ratings yet
- Galen - Automated Testing of Look and Feel: Sushil Tade Technical Specialist Philips India LTD, BangaloreDocument11 pagesGalen - Automated Testing of Look and Feel: Sushil Tade Technical Specialist Philips India LTD, BangaloreKiran Kumar S DNo ratings yet
- Manual of Diagnostic 1mag1ng: The WhoDocument134 pagesManual of Diagnostic 1mag1ng: The Whoderol12345No ratings yet
- Customer Journey - Reference ModuleDocument22 pagesCustomer Journey - Reference Modulejitendra bhardwajNo ratings yet
- Report On Hungry Pizza ShopDocument184 pagesReport On Hungry Pizza ShopRishNo ratings yet
- TeclasfivemDocument57 pagesTeclasfivemPablo Perez MartinNo ratings yet
- Hexa-X D5.1 Full Version v1.0Document106 pagesHexa-X D5.1 Full Version v1.0woodysseusNo ratings yet
- Basic Training UAV Ai450 Aeroterrascan 11 3 2014 PDFDocument28 pagesBasic Training UAV Ai450 Aeroterrascan 11 3 2014 PDFAdam RydNo ratings yet
- Owncloud Administrators Manual: Release 5.0Document77 pagesOwncloud Administrators Manual: Release 5.0kefferhauss6No ratings yet
- Personnel Gate Pass Application Rev 2aDocument1 pagePersonnel Gate Pass Application Rev 2aKarthik DhayalanNo ratings yet
- Sec1-Network Analysis and Syn (Indiabix)Document20 pagesSec1-Network Analysis and Syn (Indiabix)xaiiNo ratings yet
- Micro FloDocument52 pagesMicro FlorickliberaliNo ratings yet
- Lexf7350-03 - Cti 160 OlyDocument2 pagesLexf7350-03 - Cti 160 Olyramirex_umsaNo ratings yet
- EDISON Group Profile PDFDocument56 pagesEDISON Group Profile PDFAnonymous KAIphjNdLzNo ratings yet
- The Lenovo® B490/B590 Laptop: Amazing Business Performance at A Great ValueDocument4 pagesThe Lenovo® B490/B590 Laptop: Amazing Business Performance at A Great ValueBogdan MohoraNo ratings yet
- BR Guide en Mar23 Global v1Document32 pagesBR Guide en Mar23 Global v1JOAQUIN DE JESUS GALAN CORTEZNo ratings yet
- ADEncrypt Technical White Paper PDFDocument7 pagesADEncrypt Technical White Paper PDFAnonymous wRqGn4yzARNo ratings yet
- Print A RTF File and Specify A Page Range To Be PrintedDocument4 pagesPrint A RTF File and Specify A Page Range To Be PrintedRonyNo ratings yet
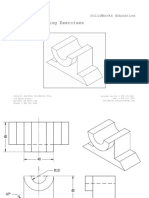
- EDU Detailed Drawings Exercises 2017 PDFDocument51 pagesEDU Detailed Drawings Exercises 2017 PDFLal Krrish MikeNo ratings yet
- Class 3 Comp Worksheet No3Document3 pagesClass 3 Comp Worksheet No3vmhsphysics100% (3)
- Protecting The Cells: Made By-: AAKRITI SURI (0191MBA002) ASHMEET SINGH (0191MBA014)Document8 pagesProtecting The Cells: Made By-: AAKRITI SURI (0191MBA002) ASHMEET SINGH (0191MBA014)ShaliniNo ratings yet
- Impact of Technology in Quality of ServiceDocument233 pagesImpact of Technology in Quality of ServiceAlok MishraNo ratings yet
- Chapter 20 - Morphing Wing Integration - 2018 - Morphing Wing TechnologiesDocument28 pagesChapter 20 - Morphing Wing Integration - 2018 - Morphing Wing TechnologiesRichardNo ratings yet
- 252289600057294Document1 page252289600057294Pricila MercyNo ratings yet
- BDC 1Document4 pagesBDC 1Pankaj ChauhanNo ratings yet