You might also like
- Chapter 2 - Single Stage LLEDocument34 pagesChapter 2 - Single Stage LLEMUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- KMPS ExtractionDocument76 pagesKMPS Extractionbakhtyar21No ratings yet
- 5.extraction PPT-July 2023Document35 pages5.extraction PPT-July 2023MangluNo ratings yet
- CL - 8 - UIMO-2021-Paper-9246-Updated KeyDocument7 pagesCL - 8 - UIMO-2021-Paper-9246-Updated KeyBarun SinghNo ratings yet
- Chapter 4 - Liquid - Liquid Extraction PDFDocument80 pagesChapter 4 - Liquid - Liquid Extraction PDFNURUL AIN IZZATI BINTI MUHAMAD ZAILAN SOVILINUSNo ratings yet
- L4 Liquid-Liquid ExtractionDocument17 pagesL4 Liquid-Liquid ExtractionrickNo ratings yet
- ERT 313 Liquid-Liquid Extraction (LLE) - 0 PDFDocument65 pagesERT 313 Liquid-Liquid Extraction (LLE) - 0 PDFngoctam9033No ratings yet
- Liquid-Liquid ExtractionDocument39 pagesLiquid-Liquid ExtractionHassanNo ratings yet
- Organic Chemistry Guided Revision Plan-Score AdvancedDocument4 pagesOrganic Chemistry Guided Revision Plan-Score Advancedkailash choudaryNo ratings yet
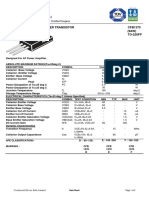
- Continental Device India Limited: PNP Silicon Epitaxial Power Transistor CFB1370 (9AW) TO-220FPDocument2 pagesContinental Device India Limited: PNP Silicon Epitaxial Power Transistor CFB1370 (9AW) TO-220FPJosé ÁvilaNo ratings yet
- IIFT 2011-13 Admission Test - SolDocument10 pagesIIFT 2011-13 Admission Test - SolSAMBIT HALDER PGP 2018-20 BatchNo ratings yet
- Mass Transfer - ExtractionDocument58 pagesMass Transfer - ExtractionnivedhithaNo ratings yet
- Maths Lit p2 Gr10 Memo Nov2019 - EnglishDocument6 pagesMaths Lit p2 Gr10 Memo Nov2019 - Englishmalibongwemazibuko208No ratings yet
- XCBDocument4 pagesXCBKrumpus H.No ratings yet
- Extracción Liquido - LiquidoDocument48 pagesExtracción Liquido - LiquidowillNo ratings yet
- Ekstraksi Cair CairDocument31 pagesEkstraksi Cair CairDanang SetiawanNo ratings yet
- Exercise 7Document9 pagesExercise 7NURANISAH NADIAH MOHD NIZAMNo ratings yet
- GATE ECE 2006 Actual PaperDocument33 pagesGATE ECE 2006 Actual Paperkibrom atsbhaNo ratings yet
- Solution HW4Document10 pagesSolution HW4Daniel Zednanreh ZeugnimodNo ratings yet
- Che 249 - Chapter 3 (Liquid-Liquid Extraction)Document34 pagesChe 249 - Chapter 3 (Liquid-Liquid Extraction)nurul syamimieNo ratings yet
- Chemical Reaction Engineering 1 BKF 2453 SEM II 2015/2016: Mini Project Production of Ethylene From MethaneDocument26 pagesChemical Reaction Engineering 1 BKF 2453 SEM II 2015/2016: Mini Project Production of Ethylene From MethaneSyarif Wira'iNo ratings yet
- Solution: A 160 200 B 300 C 100 D 140 E 160Document2 pagesSolution: A 160 200 B 300 C 100 D 140 E 160A.Kh.SNo ratings yet
- SDM ModifiedDocument40 pagesSDM Modifiedjaiswalgaurav.ecell.iitbNo ratings yet
- Liquid-Liquid Extraction (LLE)Document56 pagesLiquid-Liquid Extraction (LLE)Yan Carla Quispe FloresNo ratings yet
- PDFDocument19 pagesPDFRocket FireNo ratings yet
- Theile-Geddes Distillation: Equations NotationDocument4 pagesTheile-Geddes Distillation: Equations NotationIthaca CornellNo ratings yet
- Process Black C - TC 5200 BlackDocument8 pagesProcess Black C - TC 5200 Blacklanggi0114No ratings yet
- C - C F - F: ProsesDocument3 pagesC - C F - F: ProsesFanya arifantiNo ratings yet
- Solutions - DPP 08Document3 pagesSolutions - DPP 08Rajnish RaiNo ratings yet
- Nso Sample Paper Class-12Document2 pagesNso Sample Paper Class-12mdsaad200699No ratings yet
- PCM Gujcet16-5Document1 pagePCM Gujcet16-5Mayursinh rathodNo ratings yet
- M LitDocument16 pagesM LitThato Moratuwa MoloantoaNo ratings yet
- Kunci Jawaban Kelas Xi MGMP Kimia GarutDocument2 pagesKunci Jawaban Kelas Xi MGMP Kimia GarutAnnisa Nur PratiwiNo ratings yet
- Science MS 2012 PDFDocument12 pagesScience MS 2012 PDFAndrew ArahaNo ratings yet
- Marking SchemeDocument6 pagesMarking Schemessankar3108No ratings yet
- Cmat - Xii Question Paper-1Document11 pagesCmat - Xii Question Paper-1Karthika UmashankarNo ratings yet
- KMPS Extraction 1Document76 pagesKMPS Extraction 1Adila AnbreenNo ratings yet
- GATE ECE 2000 Actual PaperDocument23 pagesGATE ECE 2000 Actual PaperTushar GuptaNo ratings yet
- CH 1.1 - Single Stage Equilibrium Operations - Part 1Document26 pagesCH 1.1 - Single Stage Equilibrium Operations - Part 1Boon NgNo ratings yet
- Multi-Component Separations Involving High-Recovery or Sharp Product StreamsDocument62 pagesMulti-Component Separations Involving High-Recovery or Sharp Product StreamsSabharish Murali100% (1)
- 3a-Redox ChemistryDocument40 pages3a-Redox ChemistryAbhisar UpadhyayNo ratings yet
- Chemical Reaction Engineering 1 BKF 2453 SEM II 2015/2016: Mini ProjectDocument26 pagesChemical Reaction Engineering 1 BKF 2453 SEM II 2015/2016: Mini ProjectSyarif Wira'iNo ratings yet
- Chapter 6-1Document39 pagesChapter 6-1Tamer Adel MohamedNo ratings yet
- Chapter 04 - SI - Final SolutionsDocument6 pagesChapter 04 - SI - Final SolutionsDouglas FernandesNo ratings yet
- PB 1 Xii Chem Set 1 MSDocument7 pagesPB 1 Xii Chem Set 1 MSForzen flamesNo ratings yet
- 5 - Lead Plastic Small Outline Transistor Package (5A) - (SOT-25)Document3 pages5 - Lead Plastic Small Outline Transistor Package (5A) - (SOT-25)Roozbeh BNo ratings yet
- CHE 541 Practice QuestionDocument4 pagesCHE 541 Practice QuestionGilead ObasNo ratings yet
- Liquid-Liquid Extraction (LLE)Document87 pagesLiquid-Liquid Extraction (LLE)Yan Carla Quispe FloresNo ratings yet
- Chemistry Trial STPM 2010 P2 Answer Negeri SembilanDocument11 pagesChemistry Trial STPM 2010 P2 Answer Negeri SembilannghongwaiNo ratings yet
- Ilovepdf MergedDocument215 pagesIlovepdf Merged亗『13 A M I V I 』亗No ratings yet
- Chapter 7.3 Liquid-Liquid ExtractionDocument15 pagesChapter 7.3 Liquid-Liquid Extractionamira nabillaNo ratings yet
- Olts T1 EeDocument14 pagesOlts T1 Ee109y1a0269No ratings yet
- 2021 HSC ChemistryDocument36 pages2021 HSC Chemistryazizi5916No ratings yet
- MAE 212: Spring 2001 Test Ii: V SitesDocument4 pagesMAE 212: Spring 2001 Test Ii: V SitesYubelgxNo ratings yet
- Time: 1 Hrs Max. Marks: 75 Single Correct: - O OH CH CH NH C Me - ODocument5 pagesTime: 1 Hrs Max. Marks: 75 Single Correct: - O OH CH CH NH C Me - Olakshmi.vedanarayanan7785No ratings yet
- Exercise 1 PDFDocument11 pagesExercise 1 PDFAnjali GuptaNo ratings yet
- Chemistry-Part Test-3 Solution XiithDocument4 pagesChemistry-Part Test-3 Solution XiithRaju SinghNo ratings yet
- Ap07 Chemistry q1Document9 pagesAp07 Chemistry q1Misbah AliNo ratings yet
- Introduction to Partial Differential Equations: Second EditionFrom EverandIntroduction to Partial Differential Equations: Second EditionNo ratings yet
- Chemical Families NotesDocument18 pagesChemical Families NotesJin YanNo ratings yet
- Physics Project On Ac MotorDocument16 pagesPhysics Project On Ac Motorpalak pansariNo ratings yet
- Name of Outstanding Personalities Cluster 4 Contributions To Curriculum DevelopmentDocument3 pagesName of Outstanding Personalities Cluster 4 Contributions To Curriculum DevelopmentEly Mae Dag-uman33% (3)
- Nemesia PresentationDocument16 pagesNemesia Presentationapi-3759214No ratings yet
- Cera Bond EPDocument2 pagesCera Bond EPrajeshdas.vidvattaNo ratings yet
- DNA STRUCTURE LectureDocument44 pagesDNA STRUCTURE Lectureevacarlina1721No ratings yet
- Cardiovascular and Lymphatic Systems: Modulename: Content Title: Microbes Affecting The CardiovascularDocument73 pagesCardiovascular and Lymphatic Systems: Modulename: Content Title: Microbes Affecting The CardiovascularAmanuel MaruNo ratings yet
- Cap 1 Problems 2017Document4 pagesCap 1 Problems 2017Juan DavidNo ratings yet
- The MINES CRECHE RULES, 1966Document12 pagesThe MINES CRECHE RULES, 1966ihateu1No ratings yet
- Ijppr 2021Document16 pagesIjppr 2021Smita NayakNo ratings yet
- Homemade Bouncy Polymer PDFDocument40 pagesHomemade Bouncy Polymer PDFMark CuaNo ratings yet
- Lumongsod 5-209 Lab4Document7 pagesLumongsod 5-209 Lab4maryNo ratings yet
- Volume 1, Issue 8, June 30, 2017Document32 pagesVolume 1, Issue 8, June 30, 2017BladeNo ratings yet
- Staxi-2: Stress Solutions of Long Island / Apex CounselingDocument5 pagesStaxi-2: Stress Solutions of Long Island / Apex CounselingAnnisa RahmaNo ratings yet
- Manual Programacion RSI-Vissionv2Document62 pagesManual Programacion RSI-Vissionv2javier chinchillaNo ratings yet
- Slag Defects in Grey IronDocument1 pageSlag Defects in Grey Ironarnaldorcr8646100% (1)
- Medical Malpractice Stress Syndrome: S. Sandy Sanbar, M.D., PH.D., J.D. Marvin H. Firestone, M.D., J.DDocument8 pagesMedical Malpractice Stress Syndrome: S. Sandy Sanbar, M.D., PH.D., J.D. Marvin H. Firestone, M.D., J.DFederico Ariel RodriguezNo ratings yet
- Drug Abuse Prevention, Treatment, and RehabilitationDocument16 pagesDrug Abuse Prevention, Treatment, and RehabilitationNigel HopeNo ratings yet
- Kode ObatDocument14 pagesKode ObatPuskesmas Dtp CiwandanNo ratings yet
- Operating Theater ManagementDocument5 pagesOperating Theater Managementtummalapalli venkateswara raoNo ratings yet
- Drug Study (Romel) Feb 1&2 - Ventura PDFDocument4 pagesDrug Study (Romel) Feb 1&2 - Ventura PDFJian VenturaNo ratings yet
- Screening, Size Reduction, Flotation, AgitationDocument496 pagesScreening, Size Reduction, Flotation, Agitationscarlett67% (3)
- Group No 18 Page BorderDocument12 pagesGroup No 18 Page BorderAmey KadulkarNo ratings yet
- HospitalDocument2 pagesHospitalUMHT BIO-MedicalNo ratings yet
- Anamnesis 2014Document72 pagesAnamnesis 2014Karen AfianNo ratings yet
- Penner2001Document12 pagesPenner2001Roxana LencinaNo ratings yet
- Assignment 2 Biol 1700 Completed 1Document22 pagesAssignment 2 Biol 1700 Completed 1api-456469027100% (1)
- Match Registration and Sanctioning Form: Philippine Practical Shooting AssociationDocument2 pagesMatch Registration and Sanctioning Form: Philippine Practical Shooting AssociationEdrian LingaNo ratings yet
- Sashaevdakov 5cents On Life1Document142 pagesSashaevdakov 5cents On Life1abcdNo ratings yet
- Project Standards and Specifications Liquid and Gas Storage Rev01Document19 pagesProject Standards and Specifications Liquid and Gas Storage Rev01mhidayat108No ratings yet