You might also like
- H-Series Motor Graders: Slide/Text ReferenceDocument39 pagesH-Series Motor Graders: Slide/Text ReferenceVictorDjChiqueCastilloNo ratings yet
- Plumbing Material ListDocument7 pagesPlumbing Material Listhazihappy33% (6)
- Presiones Hidraulicas KomatsuDocument337 pagesPresiones Hidraulicas KomatsuLEONo ratings yet
- Booster Pump CalculationDocument3 pagesBooster Pump CalculationYe Myat Thu93% (14)
- Hazop Study-Etp - AcidDocument2 pagesHazop Study-Etp - Acidkirandevi1981100% (1)
- Azenkot A. Irrigation DesignDocument86 pagesAzenkot A. Irrigation DesignJay MartinNo ratings yet
- Role of Different Filter MediaDocument34 pagesRole of Different Filter MediaArchie SolisNo ratings yet
- 220kV Busbar & Bus Coupler Control & Relay Panel - 07.09.18Document49 pages220kV Busbar & Bus Coupler Control & Relay Panel - 07.09.18Guru Mishra100% (1)
- Price Kitazawa ValveDocument9 pagesPrice Kitazawa ValveAhmad Syaifudin ZNo ratings yet
- Fulton 40eDocument44 pagesFulton 40eDimas Bagasworo100% (2)
- Daily Plan 12 April 2022Document16 pagesDaily Plan 12 April 2022Alfrid ImanuelNo ratings yet
- Ver.2.0 Power and Distribution Transformer SizingDocument2 pagesVer.2.0 Power and Distribution Transformer Sizingjaswanth chowdaryNo ratings yet
- MTE1OTUDocument1 pageMTE1OTUshashi singhNo ratings yet
- Tmit 1803 Completion Schedule r9Document122 pagesTmit 1803 Completion Schedule r9ananda_beloshe75No ratings yet
- BKM Btda - 16 April 19 - 10 Mei 2019Document57 pagesBKM Btda - 16 April 19 - 10 Mei 2019Marlina AzaNo ratings yet
- Area A Daily Wells Report On 14.10.2023Document5 pagesArea A Daily Wells Report On 14.10.2023mahmudlooking03No ratings yet
- QF-PU-003 REV1 ToyaDocument6 pagesQF-PU-003 REV1 ToyahtranggonoNo ratings yet
- 8015 0151 CPPB 00 000 El SP 00001 - X1Document15 pages8015 0151 CPPB 00 000 El SP 00001 - X1Kamila WehbeNo ratings yet
- SG06-19 QuotationDocument3 pagesSG06-19 QuotationRonish ChandraNo ratings yet
- Update Delivery Shift 1 Plant 1 TGL 08 Mei 2023Document2 pagesUpdate Delivery Shift 1 Plant 1 TGL 08 Mei 2023anggun setionoNo ratings yet
- G09-23 Cost EstimateDocument2 pagesG09-23 Cost EstimateRonish ChandraNo ratings yet
- G09-23 QuotationDocument5 pagesG09-23 QuotationRonish ChandraNo ratings yet
- Nomin ShipmentsDocument6 pagesNomin ShipmentsOyunaa OyunNo ratings yet
- TA02-19 QuotationDocument5 pagesTA02-19 QuotationRonish ChandraNo ratings yet
- JANUARY 05, 2020 Schedule of Loads Acosta, Kurt Francis HDocument1 pageJANUARY 05, 2020 Schedule of Loads Acosta, Kurt Francis HKurt Francis AcostaNo ratings yet
- Forecast Value - Site Services Provided by Offshore SubcontractorsDocument2 pagesForecast Value - Site Services Provided by Offshore SubcontractorsAhmed al-sheaikhNo ratings yet
- Os Po Ut 19042022Document3 pagesOs Po Ut 19042022suryaNo ratings yet
- A New Generation of Universal Chargers: - Advanced Battery ChargerDocument2 pagesA New Generation of Universal Chargers: - Advanced Battery ChargerGiedrius GebasNo ratings yet
- Flex Charger: Foldable Lightweight Expeditionary ChargerDocument2 pagesFlex Charger: Foldable Lightweight Expeditionary ChargerGiedrius GebasNo ratings yet
- Price KitazawaDocument5 pagesPrice KitazawaIbnuFahreziNo ratings yet
- Cost Estimate NA02-20Document2 pagesCost Estimate NA02-20Ronish ChandraNo ratings yet
- IPC 08 THDocument80 pagesIPC 08 THNarendra BokreNo ratings yet
- RT Request: Hail Surface FacilitiesDocument4 pagesRT Request: Hail Surface FacilitiesAnonymous AdofXEYAgENo ratings yet
- BA15-18 QuotationDocument4 pagesBA15-18 QuotationRonish ChandraNo ratings yet
- Technical Sheet 220kv D.I Khan PDFDocument28 pagesTechnical Sheet 220kv D.I Khan PDFMUHAMMAD KAMRAN KHANNo ratings yet
- OM Manual For Kitchen EquipmentDocument151 pagesOM Manual For Kitchen Equipmentmukilanarul12No ratings yet
- Internal Tender EME-603Document67 pagesInternal Tender EME-603SheikhaAreebNo ratings yet
- LHS SV10Document24 pagesLHS SV10Sarthak EnterprisesNo ratings yet
- Residential Project SummaryDocument1 pageResidential Project SummaryZama KazmiNo ratings yet
- 0333 Rewinding Electric Motor - PertaminaDocument3 pages0333 Rewinding Electric Motor - Pertaminadedy HNo ratings yet
- As Built D DrawingsDocument9 pagesAs Built D Drawingsrajiv kumarNo ratings yet
- IP Price List August 2020 (All)Document72 pagesIP Price List August 2020 (All)wandererNo ratings yet
- LAB01-19 QuotationDocument4 pagesLAB01-19 QuotationRonish ChandraNo ratings yet
- Tabel Surat Harga Jual Bundling ACC 01 April 22-3Document1 pageTabel Surat Harga Jual Bundling ACC 01 April 22-3Dendi WahyudiNo ratings yet
- Price KitazawaDocument9 pagesPrice Kitazawarofiqq4No ratings yet
- Indwell Constructions Private Limited Bhel/Nttps/U#8/Vijayawada Erection Programme For The Month of October'18Document6 pagesIndwell Constructions Private Limited Bhel/Nttps/U#8/Vijayawada Erection Programme For The Month of October'18Alanka PrasadNo ratings yet
- Faktur Penjualan: D/H Victory AutoDocument1 pageFaktur Penjualan: D/H Victory AutoIvanNo ratings yet
- 03 Apd SepatuDocument26 pages03 Apd SepatuInspector CilegonNo ratings yet
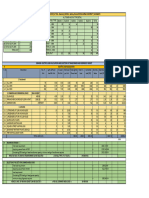
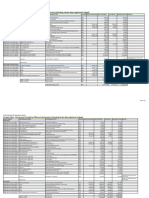
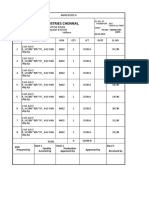
- Ks Industries Chennai,: Annexure-6Document1 pageKs Industries Chennai,: Annexure-6Pandiyanraj DNo ratings yet
- V Op V C Op C Rte Folio Instrumento Liq D Cantidad Reaj. PlazoDocument2 pagesV Op V C Op C Rte Folio Instrumento Liq D Cantidad Reaj. PlazoJosé Andres Jorquera BaltraNo ratings yet
- Kx9u - Board Formation & Panel Construction - Rev-Z - 06.07.2017Document15 pagesKx9u - Board Formation & Panel Construction - Rev-Z - 06.07.2017k.karthikNo ratings yet
- Vacant PLZA106Document3 pagesVacant PLZA106Karan MehtaNo ratings yet
- Pcse 300 HD K 120 - 4Document38 pagesPcse 300 HD K 120 - 4mleon9636No ratings yet
- 48 Tcasrsa 0Document49 pages48 Tcasrsa 0jose.eloy.salazarNo ratings yet
- Electrical Load Schedule - C1 (For Construction)Document82 pagesElectrical Load Schedule - C1 (For Construction)pasin saekooNo ratings yet
- Panel Control - De-F-Mkt-01-02-12-2020 Draft PenawaranDocument1 pagePanel Control - De-F-Mkt-01-02-12-2020 Draft PenawaranGopar IsmailNo ratings yet
- Mahaveer Celesse: Located at Sonnappanahalli Village, Jala Hobli, Bangalore North, BangaloreDocument37 pagesMahaveer Celesse: Located at Sonnappanahalli Village, Jala Hobli, Bangalore North, BangalorekommireddyNo ratings yet
- Penawaran CCTV 2024Document1 pagePenawaran CCTV 202448balikpapanteamNo ratings yet
- Price Kitazawa ValveDocument7 pagesPrice Kitazawa ValveReinaldie Vien BahtiarNo ratings yet
- What Caused Tower Malfunctions in The Last 50 Years - January 2003 - Henry KisterDocument1 pageWhat Caused Tower Malfunctions in The Last 50 Years - January 2003 - Henry Kisterrizwan khanNo ratings yet
- Data Pengiriman Unit AC LG Tahap Ke 3 29 April - 2 Mei 2017: Model QtyDocument12 pagesData Pengiriman Unit AC LG Tahap Ke 3 29 April - 2 Mei 2017: Model QtyChris DesmonNo ratings yet
- EO182 - Nass AC-03-R2Document4 pagesEO182 - Nass AC-03-R2Ayaz AhmedNo ratings yet
- ROM Estimate For SI No. 0376 Temporary Aviation Liights On Raven FlareDocument1 pageROM Estimate For SI No. 0376 Temporary Aviation Liights On Raven FlareAhmed al-sheaikhNo ratings yet
- Thane PWD DSR 15-16 PDFDocument335 pagesThane PWD DSR 15-16 PDFAditya Jane0% (1)
- Abb - Hgis - Enel - 1hys900158 - Ga SLDDocument4 pagesAbb - Hgis - Enel - 1hys900158 - Ga SLDArun RajangamNo ratings yet
- List AcDocument1 pageList Acrio aprizalNo ratings yet
- 27-Local GovernmentDocument87 pages27-Local GovernmentIrfan RazaNo ratings yet
- Water Sewerage ConnectionDocument5 pagesWater Sewerage ConnectionSiddharthSharmaNo ratings yet
- Hydraulic MachineryDocument20 pagesHydraulic MachineryDelina TedrosNo ratings yet
- Sudhar PipesDocument5 pagesSudhar Pipesyashas sNo ratings yet
- References IHC Beavers Past 20 YearsDocument15 pagesReferences IHC Beavers Past 20 Yearsnurrahman55No ratings yet
- Code Sanitation of The PhilippinesDocument7 pagesCode Sanitation of The PhilippinesAljay ManejaNo ratings yet
- Chi tiết main servo DRU450Document1 pageChi tiết main servo DRU450Nguyễn Văn HùngNo ratings yet
- Choke Flow CVDocument5 pagesChoke Flow CVpca97No ratings yet
- Bar Rack GP 9Document14 pagesBar Rack GP 9azrinaishakNo ratings yet
- 9.flow Through Pipes Jan 2015 PDFDocument25 pages9.flow Through Pipes Jan 2015 PDFburhanuddin100% (1)
- Fixture Count Calculation Chart AND Daily Design Flow ChartDocument1 pageFixture Count Calculation Chart AND Daily Design Flow ChartMohamedNo ratings yet
- Notch and Weirs Che 413 PDFDocument33 pagesNotch and Weirs Che 413 PDFAeyrul KhairulNo ratings yet
- Schools Division Office I Pangasinan Updated Wins Facilities Number of Enrolment Number of Handwashin G Facilities Source of Water SupplyDocument4 pagesSchools Division Office I Pangasinan Updated Wins Facilities Number of Enrolment Number of Handwashin G Facilities Source of Water Supplyrufino delacruzNo ratings yet
- l20303 Truck Troubleshooting Guide Rev. 11 16 PDFDocument2 pagesl20303 Truck Troubleshooting Guide Rev. 11 16 PDFAntonis GogosNo ratings yet
- Boiler BlowdownDocument2 pagesBoiler BlowdownbaratheonNo ratings yet
- Pipe Dimension Chart: America'S Largest Distributor of Seamless Steel PipeDocument1 pagePipe Dimension Chart: America'S Largest Distributor of Seamless Steel Pipetareq.sefatNo ratings yet
- TranslateDocument2 pagesTranslatemasudNo ratings yet
- Canales de Medición de Flujo (Flume)Document47 pagesCanales de Medición de Flujo (Flume)lordsethdarknessNo ratings yet
- Prop Specs 2001Document5 pagesProp Specs 2001rafael espinosa semperNo ratings yet
- 6.02 SS40 Stainless Steel Pipe FittingsDocument20 pages6.02 SS40 Stainless Steel Pipe FittingsPaul StuttNo ratings yet
- Keppel Seghers: Process Flow DiagramDocument2 pagesKeppel Seghers: Process Flow DiagramleodegarioporralNo ratings yet
- Laminar & Turbulent Flow in PipesDocument5 pagesLaminar & Turbulent Flow in PipesDhananjay KadamNo ratings yet