You might also like
- Mic ProjectDocument14 pagesMic Projectpagaresnehal013No ratings yet
- MIC MiroprojctDocument14 pagesMIC Miroprojctpagaresnehal013No ratings yet
- DCC MicroDocument15 pagesDCC Micropagaresnehal013No ratings yet
- EWP - Microproject FormatDocument9 pagesEWP - Microproject FormatPrajkta AhirraoNo ratings yet
- Teacher Evaluation Sheet: Title of The Icroproject CourseoutcomesachievedDocument7 pagesTeacher Evaluation Sheet: Title of The Icroproject Courseoutcomesachieved07Pooja BhamareNo ratings yet
- Java MircoDocument14 pagesJava Mircopagaresnehal013No ratings yet
- Zeal Polytechnic, Narhe: Micro ProjectDocument8 pagesZeal Polytechnic, Narhe: Micro ProjectOmkar DeshpandeNo ratings yet
- Unicup Micro Project 2Document6 pagesUnicup Micro Project 2darsuboy161No ratings yet
- Eme Evalutaiion SheetDocument6 pagesEme Evalutaiion SheetAkash BhorNo ratings yet
- EST Project AP... !..apDocument18 pagesEST Project AP... !..apTejas DeoreNo ratings yet
- JAVA Project 122Document12 pagesJAVA Project 12240Neha PagariyaNo ratings yet
- NIS MicroProject PgDocument12 pagesNIS MicroProject PgMr. OmkarNo ratings yet
- Dcc Final (1) RemovedDocument10 pagesDcc Final (1) RemovedDaksh GadiyaNo ratings yet
- DCCDocument12 pagesDCCyuktinahar13No ratings yet
- Title of Project: Shri H. H. J. B Polytechnic, CHANDWAD-423101 (Nashik)Document9 pagesTitle of Project: Shri H. H. J. B Polytechnic, CHANDWAD-423101 (Nashik)Tejas ShindeNo ratings yet
- Evolution SheetDocument1 pageEvolution SheetTanmay WartheNo ratings yet
- FormetDocument6 pagesFormetAadesh PathareNo ratings yet
- Aen MasterDocument9 pagesAen Master976Atulkumar YadavNo ratings yet
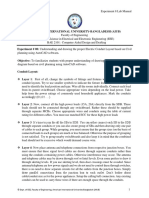
- Hardness Testing Micro ProjectDocument16 pagesHardness Testing Micro ProjectDhiraj Chaudhari CO-137100% (1)
- Government Polytechnic Jintur District - ParbhaniDocument18 pagesGovernment Polytechnic Jintur District - ParbhaniAbhay JadhavNo ratings yet
- Formet - Copy-1Document6 pagesFormet - Copy-1Aadesh PathareNo ratings yet
- DCC Project InformationDocument23 pagesDCC Project InformationArth KambleNo ratings yet
- BLPDocument33 pagesBLPyuktinahar13No ratings yet
- DSU KDocument18 pagesDSU KRajNo ratings yet
- MIC 14Document24 pagesMIC 14laukeshabhangNo ratings yet
- LinuxDocument36 pagesLinuxyuktinahar13No ratings yet
- Teacher Evaluation Sheet: Title of The Icro Project Course Outcomes AchievedDocument12 pagesTeacher Evaluation Sheet: Title of The Icro Project Course Outcomes AchievednikhilNo ratings yet
- K. K. Wagh Polytechnic Certificate: Uses of the Internet in Daily LifeDocument14 pagesK. K. Wagh Polytechnic Certificate: Uses of the Internet in Daily LifeSaloni KapadnisNo ratings yet
- Welding Types Report by Karmaveer Polytechnic StudentsDocument10 pagesWelding Types Report by Karmaveer Polytechnic Students603 FYMESanket DeshmukhNo ratings yet
- PWP ProjectDocument28 pagesPWP ProjectArman ShaikhNo ratings yet
- swm evaDocument5 pagesswm evaSarthak ChaudhariNo ratings yet
- DTE Micrproject FormatDocument6 pagesDTE Micrproject FormatGaurav LanghiNo ratings yet
- WPD Finall 111111Document8 pagesWPD Finall 111111Shaikh MohammedNo ratings yet
- MAN EvaDocument5 pagesMAN EvaSarthak ChaudhariNo ratings yet
- CGR MPDocument11 pagesCGR MPpagaresnehal013No ratings yet
- To Learn How To Safe Use It and Handle It CarefullyDocument3 pagesTo Learn How To Safe Use It and Handle It CarefullyDevendra MaliNo ratings yet
- AJP Front PagesDocument8 pagesAJP Front Pages451 Aniket SawantNo ratings yet
- Certificate: K. K. Wagh Polytechnic, NashikDocument6 pagesCertificate: K. K. Wagh Polytechnic, NashikNeha ChitteNo ratings yet
- Ste Microproject 2Document25 pagesSte Microproject 2Rutuja IngaleNo ratings yet
- GADDocument23 pagesGADyuktinahar13No ratings yet
- MRS_EVADocument5 pagesMRS_EVASarthak ChaudhariNo ratings yet
- etc EVA[1]Document5 pagesetc EVA[1]Sarthak ChaudhariNo ratings yet
- MEMDocument20 pagesMEMPrashant BendreNo ratings yet
- Teacher Evaluation SheetDocument3 pagesTeacher Evaluation Sheetgokulapunde74No ratings yet
- Final Project of GUI .PDF 2Document28 pagesFinal Project of GUI .PDF 2RahulNo ratings yet
- CGR Microproject Format-2 (4) - 3Document7 pagesCGR Microproject Format-2 (4) - 3arunaher87No ratings yet
- PWP MPDocument13 pagesPWP MPPrathamesh SodageNo ratings yet
- CAA EVADocument5 pagesCAA EVASarthak ChaudhariNo ratings yet
- Electrical Board (EEC)Document2 pagesElectrical Board (EEC)mangu kadamNo ratings yet
- Micro Project Report (English)Document13 pagesMicro Project Report (English)Chaitali KumbharNo ratings yet
- Centre of Gravity Micro Project ReportDocument18 pagesCentre of Gravity Micro Project ReportBajirao JetithorNo ratings yet
- Course Name - Applied Mechanics Course Code - 22203 Name of TopicDocument8 pagesCourse Name - Applied Mechanics Course Code - 22203 Name of TopicBajirao JetithorNo ratings yet
- Teacher Evaluation SheetDocument8 pagesTeacher Evaluation SheetMRRAJE IS LIVENo ratings yet
- Title of Project: Shri H. H. J. B Polytechnic, CHANDWAD-423121 (Nashik)Document13 pagesTitle of Project: Shri H. H. J. B Polytechnic, CHANDWAD-423121 (Nashik)pagaresnehal013No ratings yet
- Man MPDocument18 pagesMan MPAstel DmelloNo ratings yet
- MAD MPDocument22 pagesMAD MPAstel DmelloNo ratings yet
- Teacher Evaluation Sheet: Title of The Icro Project Course Outcomes AchievedDocument27 pagesTeacher Evaluation Sheet: Title of The Icro Project Course Outcomes AchievednikhilNo ratings yet
- Evolution Sheet !Document1 pageEvolution Sheet !Tanmay WartheNo ratings yet
- A Micro-Project Report On " Motherboard": Prof - Raikar.K.KDocument8 pagesA Micro-Project Report On " Motherboard": Prof - Raikar.K.KPratik GadilkarNo ratings yet
- 7SJ61 63Document104 pages7SJ61 63Mahasan Ahmad0% (1)
- Automatic Speed Control and Accident Avoidance of Vehicle UsingDocument34 pagesAutomatic Speed Control and Accident Avoidance of Vehicle UsingK HariNo ratings yet
- Choose An OTA For The Apple Watch Series 3 (42mm) IPSW DownloadsDocument1 pageChoose An OTA For The Apple Watch Series 3 (42mm) IPSW DownloadsсашаNo ratings yet
- DH Sd59225un Hni 6Document4 pagesDH Sd59225un Hni 6Miguel Angel AlcazarNo ratings yet
- Proof of Service Documentation - Affidavit Reporting Violation of Official Departmental Policy or ProcedureDocument20 pagesProof of Service Documentation - Affidavit Reporting Violation of Official Departmental Policy or ProcedureJohn DoeNo ratings yet
- Level 3 - ICTDocument1 pageLevel 3 - ICTmirfieldfreeNo ratings yet
- FminconDocument3 pagesFminconБогдан КулиничNo ratings yet
- DR 800Document322 pagesDR 800Nou NounouNo ratings yet
- XII CS - Term2 - Practicals (2021-22) - SolDocument13 pagesXII CS - Term2 - Practicals (2021-22) - SolKamal SinghNo ratings yet
- 2019 IoT and Wi Fi Based Door Access Control System Using Mobile ApplicationDocument4 pages2019 IoT and Wi Fi Based Door Access Control System Using Mobile ApplicationKamrul HasanNo ratings yet
- OFFICE MANAGEMENT-noteDocument53 pagesOFFICE MANAGEMENT-notereem mazeeNo ratings yet
- Lecture3 Chapter4 - Design 4-Bit Ripple Carry Binary Adder-Subtractor CircuitDocument32 pagesLecture3 Chapter4 - Design 4-Bit Ripple Carry Binary Adder-Subtractor CircuitAyesha HussainNo ratings yet
- Yvee System DocumentationDocument47 pagesYvee System DocumentationYvettee NdlovuNo ratings yet
- PhilipsDocument55 pagesPhilipsranjankrishnaNo ratings yet
- DX DiagDocument40 pagesDX DiagJaneth Dos SantosNo ratings yet
- DV-5 Automatic Water Control Valve Deluge Fire Protection Systems 1-1/2 Inch To 8 Inch (DN40 To DN200) General DescriptionDocument34 pagesDV-5 Automatic Water Control Valve Deluge Fire Protection Systems 1-1/2 Inch To 8 Inch (DN40 To DN200) General DescriptionOscar GallettoNo ratings yet
- UCM6204 Quick Installation GuideDocument21 pagesUCM6204 Quick Installation Guidelukman hakimNo ratings yet
- ReadmeDocument7 pagesReadmeCarlos NevadaNo ratings yet
- Quality Management For Complaints From Customers (2FA - IN) : Test Script SAP S/4HANA - 08-05-20Document23 pagesQuality Management For Complaints From Customers (2FA - IN) : Test Script SAP S/4HANA - 08-05-20Subhadip GhoshNo ratings yet
- CAD Exp 8Document7 pagesCAD Exp 8Tanveer Ahsan RifatNo ratings yet
- TAFJ UpgradeDocument25 pagesTAFJ UpgradeashokkumarNo ratings yet
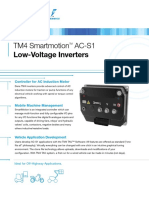
- TM4 Smartmotion AC-S1: Low-Voltage InvertersDocument8 pagesTM4 Smartmotion AC-S1: Low-Voltage InvertersSanjay gargNo ratings yet
- Injection LogDocument1 pageInjection Log123ahuNo ratings yet
- WT UNIT 1 Lecture 1.6 The Internet and Its ServicesDocument7 pagesWT UNIT 1 Lecture 1.6 The Internet and Its ServicesSACHIDANAND CHATURVEDINo ratings yet
- 11 Training and SupportDocument9 pages11 Training and Supportcarsan87No ratings yet
- Build custom container images with DockerfilesDocument1 pageBuild custom container images with DockerfilesfbfNo ratings yet
- Data Science & Analytics Graduate Program Prerequisite Self-AssessmentDocument3 pagesData Science & Analytics Graduate Program Prerequisite Self-AssessmentmonashkhanNo ratings yet
- 4 Knowledge Representation Methods ExplainedDocument3 pages4 Knowledge Representation Methods Explainedanuja nandilathuNo ratings yet
- Et4020e B3 210388 213575 213576Document97 pagesEt4020e B3 210388 213575 213576Quynh Mai Do LeNo ratings yet
- Canon Pixma Mp258 Error Code and Possible SolutionDocument9 pagesCanon Pixma Mp258 Error Code and Possible SolutionMaizatul Nabillah100% (1)









































![etc EVA[1]](https://imgv2-1-f.scribdassets.com/img/document/720784934/149x198/fdc9fccf8e/1712475667?v=1)