You might also like
- Microscale Organic Laboratory TechniquesDocument162 pagesMicroscale Organic Laboratory TechniquesAndréRochaNo ratings yet
- XIIth ChemistryDocument508 pagesXIIth Chemistrynil kumarNo ratings yet
- Pharmacy Prep Calculations With AnsDocument57 pagesPharmacy Prep Calculations With AnsImran Khan100% (1)
- UAEU Phthalic Anhydride ProjectDocument78 pagesUAEU Phthalic Anhydride ProjectminumcincauNo ratings yet
- Alloy 800H Material and Fabrication Challenges Associated With The Mitigation of Stress Relaxation CrackingDocument11 pagesAlloy 800H Material and Fabrication Challenges Associated With The Mitigation of Stress Relaxation CrackingGeorge SalsburyNo ratings yet
- Report On CGD Business in IndiaDocument24 pagesReport On CGD Business in IndiaKunal SinghNo ratings yet
- Astm d1600 1999Document10 pagesAstm d1600 1999Greg YeeNo ratings yet
- Comparison of Different Reactor Types Used in The Manufacture of Ethoxylated, Propoxylated ProductsDocument8 pagesComparison of Different Reactor Types Used in The Manufacture of Ethoxylated, Propoxylated Productsfarah_affandyNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- CHPDocument22 pagesCHPHARSH DHOLAKIYANo ratings yet
- TEPZZ 8 649B - T: European Patent SpecificationDocument14 pagesTEPZZ 8 649B - T: European Patent SpecificationJie99No ratings yet
- TEPZZ - Z47 B - T: European Patent SpecificationDocument12 pagesTEPZZ - Z47 B - T: European Patent SpecificationmalyNo ratings yet
- EP0589588B1Document17 pagesEP0589588B1Phenol GroupNo ratings yet
- Ep 98114752 Nwa 1Document8 pagesEp 98114752 Nwa 1mafecamaraNo ratings yet
- Patents US20110087038A1Document10 pagesPatents US20110087038A1Esteban HenaoNo ratings yet
- EP1322575B1Document16 pagesEP1322575B1Facundo MendezNo ratings yet
- Method of Regenerating Used Oils by Extraction with SolventsDocument13 pagesMethod of Regenerating Used Oils by Extraction with Solventsedgar francoNo ratings yet
- A Full - Scale Automated System For The Destruction of Air Pollutants Originating From Wastewater Treatment PlantsDocument10 pagesA Full - Scale Automated System For The Destruction of Air Pollutants Originating From Wastewater Treatment PlantsbillthegunmNo ratings yet
- EP00965592NWB1Document10 pagesEP00965592NWB1muyodi yahayaNo ratings yet
- Combined plant and process for generating electricity from municipal solid wasteDocument13 pagesCombined plant and process for generating electricity from municipal solid wasteJuan José Calle MontoyaNo ratings yet
- EP0112640B1Document17 pagesEP0112640B1Михаил ПолковниковNo ratings yet
- EP 1 067 214 B1 Water treatment chemical patentDocument15 pagesEP 1 067 214 B1 Water treatment chemical patentBanvari GurjarNo ratings yet
- carbamate condenserDocument23 pagescarbamate condensersaramartori.2002No ratings yet
- US5969160 Post Reactor Neste 1998Document4 pagesUS5969160 Post Reactor Neste 1998daraj darajNo ratings yet
- European Patent Specification: Produce Cement Clinker Using Coke With A High Content of SulfurDocument16 pagesEuropean Patent Specification: Produce Cement Clinker Using Coke With A High Content of SulfurJohn GiannakopoulosNo ratings yet
- Hydrolysis of Carbonyl Sulfide Over AluminaDocument8 pagesHydrolysis of Carbonyl Sulfide Over AluminaAprie SubektiNo ratings yet
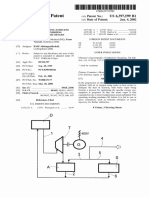
- United States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Document6 pagesUnited States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Refi RahmanNo ratings yet
- European Patent Specification: Method and Apparatus For Preheating and Smelting Manganese Ore SinterDocument15 pagesEuropean Patent Specification: Method and Apparatus For Preheating and Smelting Manganese Ore Sintertimmie.laurensNo ratings yet
- ADAMS, JR., Petersen - 2016 - Diaphragm Compressor With An Oblong Shaped ChamberDocument20 pagesADAMS, JR., Petersen - 2016 - Diaphragm Compressor With An Oblong Shaped ChambercankushbjkNo ratings yet
- EP0873291B1Document12 pagesEP0873291B1duy.ho188No ratings yet
- EP1097902A1Document29 pagesEP1097902A1Михаил ПолковниковNo ratings yet
- European Patent Specification C08K 5/10, C08L 27/12,: Printed by Jouve, 75001 PARIS (FR)Document9 pagesEuropean Patent Specification C08K 5/10, C08L 27/12,: Printed by Jouve, 75001 PARIS (FR)KENo ratings yet
- EP0687679B1Document11 pagesEP0687679B1dr.andreas.wolf.strinzNo ratings yet
- EP14173974NWB1Document15 pagesEP14173974NWB1Nima FakherNo ratings yet
- TEPZZ - 989 5 B - T: European Patent SpecificationDocument18 pagesTEPZZ - 989 5 B - T: European Patent SpecificationjohnjkjkNo ratings yet
- Rhodium Catalyst Process for Producing Acetic Acid from Methanol and Carbon MonoxideDocument18 pagesRhodium Catalyst Process for Producing Acetic Acid from Methanol and Carbon MonoxidePedro JuanNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1Document27 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1edwinNo ratings yet
- Paten Pendukung PDFDocument5 pagesPaten Pendukung PDFDwiIndahUtamiNo ratings yet
- Ethylene OxideDocument12 pagesEthylene Oxideapi-3838921100% (1)
- Modernization of Unit For Elimination of Vocs by Catalytic OxidationDocument6 pagesModernization of Unit For Elimination of Vocs by Catalytic Oxidationoverlord5555No ratings yet
- Anaerobic purification device improves mixing and fluidizationDocument16 pagesAnaerobic purification device improves mixing and fluidizationNghi VoNo ratings yet
- Hóa chất cao su - SĐT: 0394 057 075Document36 pagesHóa chất cao su - SĐT: 0394 057 075tech simpleNo ratings yet
- Hydrogenation of PropionaldehydeDocument8 pagesHydrogenation of PropionaldehydeNur Zafirah Binti Mohamad FoziNo ratings yet
- EP11156486NWB1Document10 pagesEP11156486NWB1Ali AliNo ratings yet
- Lab 5: Adiabatic Production of Acetic Anhydride ObjectivesDocument1 pageLab 5: Adiabatic Production of Acetic Anhydride ObjectivesNajwa NaqibahNo ratings yet
- TEPZZ 7Z478B - T: European Patent SpecificationDocument10 pagesTEPZZ 7Z478B - T: European Patent SpecificationĐức Kiều TríNo ratings yet
- European Patent Application C04B 7/60, B07B 7/08Document11 pagesEuropean Patent Application C04B 7/60, B07B 7/08John GiannakopoulosNo ratings yet
- 1 s2.0 S1385894701002698 MainDocument14 pages1 s2.0 S1385894701002698 MainResearcherzNo ratings yet
- European Patent Application C10G 1/00: Process For Conversion of Waste Material To Liquid FuelDocument16 pagesEuropean Patent Application C10G 1/00: Process For Conversion of Waste Material To Liquid FuelarbpatelNo ratings yet
- Ep15781171nwb1 1Document17 pagesEp15781171nwb1 1rubenpartogi84No ratings yet
- European Patent Specification: Printed by Jouve, 75001 PARIS (FR)Document16 pagesEuropean Patent Specification: Printed by Jouve, 75001 PARIS (FR)aslı aslanNo ratings yet
- Acrylic sheet with uniform distribution of coloring and mineral filler before and after thermoformingDocument19 pagesAcrylic sheet with uniform distribution of coloring and mineral filler before and after thermoformingcockeiserNo ratings yet
- CONDENSATE AND FLASH STEAM RECOVERY SYSTEM - European Patent Office - EP 3004770 B1Document18 pagesCONDENSATE AND FLASH STEAM RECOVERY SYSTEM - European Patent Office - EP 3004770 B1ammar fahmiNo ratings yet
- European Patent Specification: Method of Industrially Producing Monochloroacetic AcidDocument11 pagesEuropean Patent Specification: Method of Industrially Producing Monochloroacetic AcidMohsin ModiNo ratings yet
- Process for Concentrating Sulphuric AcidDocument9 pagesProcess for Concentrating Sulphuric AcidJuan Diego Urrea GordilloNo ratings yet
- Figure 1: Possible Reactor Configurations For CLC: A) Interconnected Fluidized Bed System B) Periodically Operated Packed Bed SystemDocument2 pagesFigure 1: Possible Reactor Configurations For CLC: A) Interconnected Fluidized Bed System B) Periodically Operated Packed Bed SystemMogahed OsmanNo ratings yet
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Document5 pagesUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015No ratings yet
- Nitration of Phthalic AcidDocument7 pagesNitration of Phthalic AcidОльга АдаеваNo ratings yet
- High efficiency cyclones optimizationDocument15 pagesHigh efficiency cyclones optimizationhoang lam tranNo ratings yet
- TEPZZ Z - 4 - 9B - T: European Patent SpecificationDocument19 pagesTEPZZ Z - 4 - 9B - T: European Patent SpecificationNIJAGUNAYYA SOPPIHIREMATHNo ratings yet
- European Patent Specification: Sterilization Indicator InksDocument11 pagesEuropean Patent Specification: Sterilization Indicator InksVijayan Vgn NNo ratings yet
- AftonDocument12 pagesAftonSachin PatilNo ratings yet
- European Patent Application B01J 8/06, C07C 47/22,: C07C 51/25, C07C 57/04, C07C 51/31, C07C 63/16Document13 pagesEuropean Patent Application B01J 8/06, C07C 47/22,: C07C 51/25, C07C 57/04, C07C 51/31, C07C 63/16feriNo ratings yet
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004From EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No ratings yet
- Product Catalogue Hdpe PDFDocument10 pagesProduct Catalogue Hdpe PDFhillaireNo ratings yet
- Battery TimelineDocument1 pageBattery Timelineapi-488186430No ratings yet
- Question Bank (PG 1-58)Document58 pagesQuestion Bank (PG 1-58)Jm'' GarrickNo ratings yet
- Fan Et Al, 2012Document8 pagesFan Et Al, 2012Miranti PuspitasariNo ratings yet
- 3b Ionic CompoundsDocument35 pages3b Ionic Compoundsapi-369690183No ratings yet
- Formulation OF Azithromycin Suspension As An Oral Dosage FormDocument10 pagesFormulation OF Azithromycin Suspension As An Oral Dosage FormSunil JadavNo ratings yet
- Reviewer 2Document5 pagesReviewer 2Nini JimbuuNo ratings yet
- 211 ArsenicDocument5 pages211 ArsenicsofianesedkaouiNo ratings yet
- Characterization of Coffee Husk Biomass For Biotechnological PurposesDocument1 pageCharacterization of Coffee Husk Biomass For Biotechnological PurposesFlavio FerrazNo ratings yet
- Gots Approved: Products List - March 2020Document7 pagesGots Approved: Products List - March 2020Rezoanul HaqueNo ratings yet
- Material ScienceDocument5 pagesMaterial Scienceadeel1988No ratings yet
- Science of The Total Environment: Argyris Panagopoulos, Katherine-Joanne Haralambous, Maria LoizidouDocument23 pagesScience of The Total Environment: Argyris Panagopoulos, Katherine-Joanne Haralambous, Maria Loizidoujean miguel oscorima celisNo ratings yet
- Bismuth Film Electrodes For Heavy Metals Determination: &) I. Hotovy M. Vojs F. MikaDocument8 pagesBismuth Film Electrodes For Heavy Metals Determination: &) I. Hotovy M. Vojs F. MikaErico JuneNo ratings yet
- Biochem ExperiementsDocument2 pagesBiochem ExperiementsAlyssa PachecoNo ratings yet
- MIL-C-26482G - Hermetic Electrical Connectors (Pressure Switch)Document67 pagesMIL-C-26482G - Hermetic Electrical Connectors (Pressure Switch)daymonNo ratings yet
- 0620 Example Candidate Responses Paper 3Document53 pages0620 Example Candidate Responses Paper 3Hidayah TeacherNo ratings yet
- Chemistry Test 5 Study GuideDocument3 pagesChemistry Test 5 Study GuideLeanne RoseNo ratings yet
- Aman Soni (Corrosion Assessment) - 1 PDFDocument32 pagesAman Soni (Corrosion Assessment) - 1 PDFAmAn SoNiNo ratings yet
- T-STORM™ 3% AFFF, F-783A, Foam Concentrate: Data/SpecificationsDocument2 pagesT-STORM™ 3% AFFF, F-783A, Foam Concentrate: Data/SpecificationsjuandagarciamNo ratings yet
- PT CHEMVIRO BUANA INDONESIA LABORATORY TEST RESULTDocument7 pagesPT CHEMVIRO BUANA INDONESIA LABORATORY TEST RESULTFull IpulNo ratings yet
- DPP Qualitative AnalysisDocument5 pagesDPP Qualitative AnalysisNagendra BharadwazNo ratings yet
- Praxair ProStar Welding Spanish SEODocument28 pagesPraxair ProStar Welding Spanish SEOErrans AeternitatisNo ratings yet
- Muf0041 Sample SatDocument14 pagesMuf0041 Sample SatCYNo ratings yet
- Pengembangan Perekat Likuida Dari Limbah Kulit Buah Kakao (Theobroma Cacao L.)Document10 pagesPengembangan Perekat Likuida Dari Limbah Kulit Buah Kakao (Theobroma Cacao L.)fitriNo ratings yet