You might also like
- IATF 16949:2016 Audit Guide and Checklist 2nd EditionFrom EverandIATF 16949:2016 Audit Guide and Checklist 2nd EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Proficiency Testing 17020Document11 pagesProficiency Testing 17020ss1222100% (1)
- Risk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonDocument20 pagesRisk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonRichard KoehlerNo ratings yet
- API 580 TrainingDocument168 pagesAPI 580 Trainingfaheem khan100% (21)
- Plumbing Test Umaish.Document5 pagesPlumbing Test Umaish.jana.alqimmaNo ratings yet
- 00 Saip 08Document10 pages00 Saip 08hammad21No ratings yet
- Iatf 16949Document149 pagesIatf 16949Mahardhika Frangeidie100% (1)
- RBI Basis JustificationDocument17 pagesRBI Basis JustificationTommy100% (1)
- White Good Install TuesdayDocument24 pagesWhite Good Install TuesdayM Ahmed LatifNo ratings yet
- Virtual Conference on Risk-Based Inspection and Remote Inspection TechnologiesDocument4 pagesVirtual Conference on Risk-Based Inspection and Remote Inspection TechnologiesAkshat AgrawalNo ratings yet
- ISO 9001 Auditing Practices Group Guidance On: Remote AuditsDocument13 pagesISO 9001 Auditing Practices Group Guidance On: Remote AuditsMarcelo Zamora RNo ratings yet
- ISO-CASCO - ISO-IEC 17020, Conformity Assessment - Requirements For The Operation of Various Types of Bodies Performing InspectionDocument37 pagesISO-CASCO - ISO-IEC 17020, Conformity Assessment - Requirements For The Operation of Various Types of Bodies Performing InspectionKatherine chirinosNo ratings yet
- Industry & Govt Changes Post MacondoDocument27 pagesIndustry & Govt Changes Post Macondonam172No ratings yet
- IATF 16949 Sanctioned InterpretationsDocument20 pagesIATF 16949 Sanctioned InterpretationsSeleccion Tecnico IndustrialNo ratings yet
- 00 Saip 08 - 03142016Document9 pages00 Saip 08 - 03142016PandhuNo ratings yet
- Cleaning Validation StandardDocument20 pagesCleaning Validation StandardAndy RojasNo ratings yet
- IATF - International Automotive Task ForceDocument19 pagesIATF - International Automotive Task ForceSasit BOONDAWNo ratings yet
- QMIS-V4-Users ManualDocument56 pagesQMIS-V4-Users ManualRodsol Jorgé Jusi100% (2)
- Organizes RBI 2016 Conference on Risk Based InspectionDocument5 pagesOrganizes RBI 2016 Conference on Risk Based Inspectionmega rahayuNo ratings yet
- Guideline 2 FAIDocument16 pagesGuideline 2 FAIMohamed HassanNo ratings yet
- Site QAQC PlanDocument9 pagesSite QAQC PlanP SHANKAR BABU100% (1)
- IATF-16949-SIs June-2018 REV1 26june2018Document11 pagesIATF-16949-SIs June-2018 REV1 26june2018João SaldanhaNo ratings yet
- APG Remote Audits Paper For Comments: ISO/TC 176/AHGDocument13 pagesAPG Remote Audits Paper For Comments: ISO/TC 176/AHGDiana MarcelaNo ratings yet
- Sabp J 510Document7 pagesSabp J 510KrishnamoorthyNo ratings yet
- Loler Competent Person Competence Assessment Valid From 01032016 PDFDocument22 pagesLoler Competent Person Competence Assessment Valid From 01032016 PDFAndrew LiddellNo ratings yet
- QSP 16.equipment Mainteance, Calibration and Measurement System AnalysisDocument3 pagesQSP 16.equipment Mainteance, Calibration and Measurement System Analysiskmvimal36No ratings yet
- API 510 Pressure Vessel InspectionDocument6 pagesAPI 510 Pressure Vessel InspectionCepi Sindang KamulanNo ratings yet
- Iata Operational Safety AuditDocument46 pagesIata Operational Safety AuditMahmoud Ibrahim100% (1)
- Jovanovic - Comparison Between The New European Risk-Based Inspection (RBI) Standard EN16991 2018Document65 pagesJovanovic - Comparison Between The New European Risk-Based Inspection (RBI) Standard EN16991 2018nmosilvaNo ratings yet
- IAF Mandatory Document: Issue 2Document9 pagesIAF Mandatory Document: Issue 2Vương LượngNo ratings yet
- IATF 16949 SIs - Oct 2018 - 12nov2018 PDFDocument13 pagesIATF 16949 SIs - Oct 2018 - 12nov2018 PDFALFAZ RATHODNo ratings yet
- HSE - Best Practice For RBI PDFDocument186 pagesHSE - Best Practice For RBI PDFDanie-Els100% (4)
- Clear ValidDocument9 pagesClear ValidAli RazaNo ratings yet
- IBP1095 - 19 in Flexible Pipes Systems and AncillariesDocument8 pagesIBP1095 - 19 in Flexible Pipes Systems and AncillariesMarcelo Varejão CasarinNo ratings yet
- Safety System Functional AuditingDocument8 pagesSafety System Functional AuditingthawdarNo ratings yet
- Caodc RP 6.0 Inspection and Certification of BopDocument19 pagesCaodc RP 6.0 Inspection and Certification of BopEDWIN M.P0% (1)
- Downfile PDFDocument43 pagesDownfile PDFSoniale Sánchez GómezNo ratings yet
- QC Training: Reymundo C. AlbaDocument7 pagesQC Training: Reymundo C. AlbaDot Pidot100% (1)
- IDT00548700000000000 Isro 05401Document202 pagesIDT00548700000000000 Isro 05401kamatchirsNo ratings yet
- Competency Assessment For Upstream Oil and Gas Pipeline Installation InspectorsDocument21 pagesCompetency Assessment For Upstream Oil and Gas Pipeline Installation Inspectorshitm357No ratings yet
- ABS Jacking Survey Guide 2016 11Document9 pagesABS Jacking Survey Guide 2016 11Foad MirzaieNo ratings yet
- Avi Seminar 1Document39 pagesAvi Seminar 1avinash peddintiNo ratings yet
- BA 9000 - NIJ CTP Body Armor Quality Management System RequirementsDocument6 pagesBA 9000 - NIJ CTP Body Armor Quality Management System RequirementsAlberto GarciaNo ratings yet
- SIS Requirements For Successful Operation and MaintenanceDocument6 pagesSIS Requirements For Successful Operation and MaintenanceQazi AazadNo ratings yet
- IATF16949,2016Document28 pagesIATF16949,2016Vinni WadeNo ratings yet
- IATF 16949 Webinar Slides 3.7.17 Final PDFDocument47 pagesIATF 16949 Webinar Slides 3.7.17 Final PDFwanphen kawnawanichNo ratings yet
- IATF 16949 Webinar Slides 3.7.17 Final PDFDocument47 pagesIATF 16949 Webinar Slides 3.7.17 Final PDFmilou88No ratings yet
- IATF - International Automotive Task ForceDocument10 pagesIATF - International Automotive Task ForceBeli NovareseNo ratings yet
- Register of Testing Companies Application InformationDocument46 pagesRegister of Testing Companies Application InformationAli KayaNo ratings yet
- Chapter 9 Use of Computer Assisted Audit TechniquesDocument4 pagesChapter 9 Use of Computer Assisted Audit TechniquesSteffany RoqueNo ratings yet
- IATF Auditor Guide PDFDocument32 pagesIATF Auditor Guide PDFJosé Carlos GarBad100% (4)
- Industrial Agents: Emerging Applications of Software Agents in IndustryFrom EverandIndustrial Agents: Emerging Applications of Software Agents in IndustryPaulo LeitãoNo ratings yet
- Static Analysis of Software: The Abstract InterpretationFrom EverandStatic Analysis of Software: The Abstract InterpretationNo ratings yet
- The Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceFrom EverandThe Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceRating: 5 out of 5 stars5/5 (2)
- SRS - How to build a Pen Test and Hacking PlatformFrom EverandSRS - How to build a Pen Test and Hacking PlatformRating: 2 out of 5 stars2/5 (1)
- Certifiable Software Applications 2: Support ProcessesFrom EverandCertifiable Software Applications 2: Support ProcessesNo ratings yet
- A Guide to Sanitation Safety Planning in the Philippines: Step-By-Step Risk Management for Safe Reuse and Disposal of Wastewater, Greywater, and ExcretaFrom EverandA Guide to Sanitation Safety Planning in the Philippines: Step-By-Step Risk Management for Safe Reuse and Disposal of Wastewater, Greywater, and ExcretaNo ratings yet
- Rutgers Lib 36802 - PDF 1Document4 pagesRutgers Lib 36802 - PDF 1PeterNo ratings yet
- IRTS SRUT Work ProcedureDocument10 pagesIRTS SRUT Work ProcedurePeter100% (1)
- Product Specification CT800 T4 38B 1Document4 pagesProduct Specification CT800 T4 38B 1PeterNo ratings yet
- Doclib 1010 IOM-1200ADocument17 pagesDoclib 1010 IOM-1200Aparthadx7No ratings yet
- 1900 HC Operating ManualDocument38 pages1900 HC Operating ManualPeterNo ratings yet
- FPD For DRDocument2 pagesFPD For DRPeterNo ratings yet
- External Dose CalculationDocument34 pagesExternal Dose CalculationJiss MathewNo ratings yet
- ARTIKEL 44 Famuntamah 391-399Document9 pagesARTIKEL 44 Famuntamah 391-399Dandi Aksan MasjudNo ratings yet
- With Reference To Relief, Drainage and Economic Importance, Explain The Differences Between The Northern Mountains and Western MountainsDocument3 pagesWith Reference To Relief, Drainage and Economic Importance, Explain The Differences Between The Northern Mountains and Western Mountainshajra chatthaNo ratings yet
- VR-ForM-F06.10 (Hot Work Permit Request Form)Document1 pageVR-ForM-F06.10 (Hot Work Permit Request Form)imtz2013No ratings yet
- Causes of Poverty - Presentation On Poverty - Poverty in PakistanDocument20 pagesCauses of Poverty - Presentation On Poverty - Poverty in PakistanTop_Sledger92% (12)
- M 200Document3 pagesM 200Rafael Capunpon VallejosNo ratings yet
- Vitality Book (1606456525)Document57 pagesVitality Book (1606456525)Ritu ShewaniNo ratings yet
- Quality Assurance in The Manufacture of Light Unmanned Aircraft SystemDocument4 pagesQuality Assurance in The Manufacture of Light Unmanned Aircraft SystemAhmad Zubair RasulyNo ratings yet
- Finasteride 5mg PDFDocument18 pagesFinasteride 5mg PDFddandan_2No ratings yet
- Inr Si47 1038g e PDFDocument107 pagesInr Si47 1038g e PDFsd23No ratings yet
- Oet Listening 1Document9 pagesOet Listening 1English Around The WorldNo ratings yet
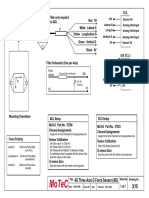
- Filter and wiring schematic for 3-axis ADL G-force sensorDocument1 pageFilter and wiring schematic for 3-axis ADL G-force sensorJuan Ramón Pérez LorenzoNo ratings yet
- Different Mesh Sizes and Mesh To Micron ConversionDocument10 pagesDifferent Mesh Sizes and Mesh To Micron ConversionDevanandDongreNo ratings yet
- D1553.140U1 German Braun Speed - Braun Card-Xi'an Yuanhua Instrument Co., LTDDocument2 pagesD1553.140U1 German Braun Speed - Braun Card-Xi'an Yuanhua Instrument Co., LTDTrong Hung NguyenNo ratings yet
- Working Length Determination in RCTDocument38 pagesWorking Length Determination in RCTDidar Sadiq Kwekha100% (1)
- How Yeast Growth is AffectedDocument9 pagesHow Yeast Growth is AffectedMisika AlamNo ratings yet
- National Coalition For The HomelessDocument7 pagesNational Coalition For The HomelessLee GaylordNo ratings yet
- Effects of Cutting Classes For Grade 11 TEC Students of AMA Computer College Las PiñasDocument5 pagesEffects of Cutting Classes For Grade 11 TEC Students of AMA Computer College Las PiñasGgssNo ratings yet
- An Integrated Review of Evidence-Based Healthcare Design For Healing Environments Focusing On Longterm Care FacilitiesDocument16 pagesAn Integrated Review of Evidence-Based Healthcare Design For Healing Environments Focusing On Longterm Care FacilitiesAmira EsamNo ratings yet
- Project: M/S Cae-Gondia at Nagpur Cable Schedule For Proposed ProjectDocument26 pagesProject: M/S Cae-Gondia at Nagpur Cable Schedule For Proposed ProjectMurali MohanNo ratings yet
- THE LIVING MATRIX: A MODEL FOR THE PRIMARTY RESPIRATORY MECHANISMDocument69 pagesTHE LIVING MATRIX: A MODEL FOR THE PRIMARTY RESPIRATORY MECHANISMRukaphuongNo ratings yet
- Dissertation - December 2022Document71 pagesDissertation - December 2022Musasa TinasheNo ratings yet
- Odonata 35 PDFDocument40 pagesOdonata 35 PDFJose VelasquezNo ratings yet
- Ben'S Muffler RepairDocument9 pagesBen'S Muffler RepairDana LantoNo ratings yet
- DBXLH 8585B VTMDocument4 pagesDBXLH 8585B VTMmau_mmx5738No ratings yet
- Candidate 1 (Reservoir Engineering Panel) : ONGC SAMPLE INTERVIEW QUESTIONS (Based Upon Memory of Appeared Candidates)Document3 pagesCandidate 1 (Reservoir Engineering Panel) : ONGC SAMPLE INTERVIEW QUESTIONS (Based Upon Memory of Appeared Candidates)Neha AhiraoNo ratings yet
- Introducion To Load Cells UtilcellDocument22 pagesIntroducion To Load Cells UtilcellRifi MohamedNo ratings yet
- Nikon Nivo C Series Instruction ManualDocument65 pagesNikon Nivo C Series Instruction ManualBambang Deriyanto100% (1)
- NeseritideDocument28 pagesNeseritideNavojit Chowdhury100% (1)
- Planet X Restaurant Menu v2Document5 pagesPlanet X Restaurant Menu v2Chinthaka WilliamsNo ratings yet
- Preserving Food Drying Fruits and VegetablesDocument12 pagesPreserving Food Drying Fruits and Vegetablespdxpharris100% (1)