You might also like
- Is 14845-2000Document18 pagesIs 14845-2000Sarbendu Paul100% (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- C1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFDocument9 pagesC1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFCarlos Guillermo Somoza AlvarengaNo ratings yet
- Section 10 Specs For Cooling TowerDocument13 pagesSection 10 Specs For Cooling Towermjmehta81No ratings yet
- ANGLE BAR SIZES in The PhilippinesDocument5 pagesANGLE BAR SIZES in The PhilippinesTeodoro Quintana100% (2)
- IS 6938 (2005) - Design of Rope Drum and Chain Hoists For Hydraulic Gates - Code of PracticeDocument16 pagesIS 6938 (2005) - Design of Rope Drum and Chain Hoists For Hydraulic Gates - Code of PracticeSuleman KhanNo ratings yet
- Ansi Awwa C512-15 PDFDocument28 pagesAnsi Awwa C512-15 PDFEslam Elsayed100% (1)
- Is 14846Document24 pagesIs 14846rinabiswas100% (1)
- Air Release ValveDocument17 pagesAir Release Valvevikaskatheria100% (1)
- Marble and Granite Mechanical Cladding Systems Catalogue PDFDocument92 pagesMarble and Granite Mechanical Cladding Systems Catalogue PDFlakshmiNo ratings yet
- Flame Arrester - Technical DetailsDocument16 pagesFlame Arrester - Technical DetailsAnonymous 3DHogINo ratings yet
- Astm C305-MixingDocument3 pagesAstm C305-MixingFolik AsitNo ratings yet
- Is 13349 (Penstock)Document16 pagesIs 13349 (Penstock)praval84100% (1)
- The Hydrocyclone: International Series of Monographs in Chemical EngineeringFrom EverandThe Hydrocyclone: International Series of Monographs in Chemical EngineeringRating: 5 out of 5 stars5/5 (3)
- Variable Spring SupportsDocument12 pagesVariable Spring SupportsMadhan RajNo ratings yet
- AWS Welding Journal May 2013Document134 pagesAWS Welding Journal May 2013ferrero68No ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- 1.list of Drawings For Cable Sealing System KHONSA SubstationDocument5 pages1.list of Drawings For Cable Sealing System KHONSA SubstationmanishNo ratings yet
- Pipes SupportDocument19 pagesPipes SupportoliveiralauroNo ratings yet
- Steel Purlins ManualDocument48 pagesSteel Purlins ManualKenshin HimuraNo ratings yet
- Is 3063 Spring Washers PDFDocument11 pagesIs 3063 Spring Washers PDFAyman Hamed Malah100% (1)
- Is 7326 1 1992Document15 pagesIs 7326 1 1992Chayan BiswasNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundPaulo GalvãoNo ratings yet
- Hydraulic Fluid Power - CylindersDocument6 pagesHydraulic Fluid Power - CylindersRenuNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundFernando Da RosNo ratings yet
- C 1461 - 00 - Qze0njetukveDocument4 pagesC 1461 - 00 - Qze0njetukveSamuel EduardoNo ratings yet
- C 1460 - 04 - Qze0njaDocument4 pagesC 1460 - 04 - Qze0njaSamuel EduardoNo ratings yet
- Indian Standard: Prestressed Concrete Pipes (Including Specials) - SpecificationDocument36 pagesIndian Standard: Prestressed Concrete Pipes (Including Specials) - Specificationsixramesh123No ratings yet
- GCC Standardization Organization (Gso)Document10 pagesGCC Standardization Organization (Gso)Jabnon NonjabNo ratings yet
- Is 14845-2000 (Air Relief Valves) PDFDocument18 pagesIs 14845-2000 (Air Relief Valves) PDFSarbendu PaulNo ratings yet
- Is 4721 2000Document7 pagesIs 4721 2000Premnath YadavNo ratings yet
- Is 13349Document20 pagesIs 13349raji357100% (1)
- Is 6735Document11 pagesIs 6735Sunil AgarwalNo ratings yet
- Diaphrag Mtype (Plasticbody) Float Forc LD Ater Services-SpecificationDocument11 pagesDiaphrag Mtype (Plasticbody) Float Forc LD Ater Services-SpecificationSunnil JhaNo ratings yet
- Criteria For Structural Design of Penstock Part IIDocument10 pagesCriteria For Structural Design of Penstock Part IIAbhushan NeupaneNo ratings yet
- Astm C305Document4 pagesAstm C305Rafael Bolivar Diaz GranadosNo ratings yet
- Is - 14845Document17 pagesIs - 14845mechftpNo ratings yet
- 1ZUA2761-500 - High Voltage Bushing Wells For Pad Mounted Distribution TransformersDocument9 pages1ZUA2761-500 - High Voltage Bushing Wells For Pad Mounted Distribution TransformersChandrashekar VenkategowdaNo ratings yet
- C 1277 - 03 PDFDocument8 pagesC 1277 - 03 PDFJerry BeanNo ratings yet
- E675-02 (2012) Standard Specification For InterchangeDocument11 pagesE675-02 (2012) Standard Specification For InterchangeAhmed AlzubaidiNo ratings yet
- 651Document26 pages651riskraj1984No ratings yet
- Is 14220-PumpDocument13 pagesIs 14220-PumpJignesh TrivediNo ratings yet
- RULES FOR CLASSIFICATION OF SEA-GOING STEEL SHIPS 2019 RCN No.3Document41 pagesRULES FOR CLASSIFICATION OF SEA-GOING STEEL SHIPS 2019 RCN No.3SYAMiLLiON0% (1)
- Criteria For Structural Design of Reinforced Concrete Natural Draught Cooling TowersDocument22 pagesCriteria For Structural Design of Reinforced Concrete Natural Draught Cooling TowersAnonymous M4BGwOkIpNo ratings yet
- Heavy-Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsDocument7 pagesHeavy-Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsgauravNo ratings yet
- Recommendations For Design of Trash Racks For IntakesDocument9 pagesRecommendations For Design of Trash Racks For IntakesFseha GideyNo ratings yet
- Is 5312 1 2004Document13 pagesIs 5312 1 2004kprasad_56900No ratings yet
- Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic ConsistencyDocument3 pagesMechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic ConsistencyOscar VargasNo ratings yet
- IS 8442.2008.-Water MonitorDocument10 pagesIS 8442.2008.-Water MonitorNikhil GoyalNo ratings yet
- Technical Recommendations For Choke Valve SpecificationsDocument7 pagesTechnical Recommendations For Choke Valve SpecificationsajaysapruNo ratings yet
- IS14220Document36 pagesIS14220Ansons DownloadNo ratings yet
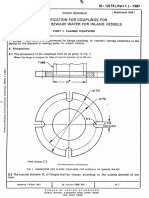
- Specification For Couplings FOR Disposal of Sewage Water For Inland VesselsDocument2 pagesSpecification For Couplings FOR Disposal of Sewage Water For Inland Vesselspratik bhoiteNo ratings yet
- Astm A574 1998Document7 pagesAstm A574 1998Jesse ChenNo ratings yet
- Heavy Duty Process Pumps According To API 610, 11 Ed. Type NCRDocument11 pagesHeavy Duty Process Pumps According To API 610, 11 Ed. Type NCRJaldhi PatelNo ratings yet
- Is 13095 1991 PDFDocument15 pagesIs 13095 1991 PDFRanganathan SekarNo ratings yet
- IS-5496-Draft Tube Code PDFDocument8 pagesIS-5496-Draft Tube Code PDFVardhanNo ratings yet
- Submersible (Wastewater) PumpsDocument7 pagesSubmersible (Wastewater) PumpsCristi TanasescuNo ratings yet
- Is 7332 1 1991 PDFDocument12 pagesIs 7332 1 1991 PDFDeepak AroraNo ratings yet
- Is.14845.2000 0Document21 pagesIs.14845.2000 0Er Vikram BistaNo ratings yet
- LIEEMAN Variable Spring SupportsDocument13 pagesLIEEMAN Variable Spring SupportsAimiNo ratings yet
- Variable Spring SupportsDocument13 pagesVariable Spring SupportsJOSEPH ESCOBARNo ratings yet
- Automotive Vehicles - Valves and Valve Accessories For Pneumatic Tyres - Specification (Document20 pagesAutomotive Vehicles - Valves and Valve Accessories For Pneumatic Tyres - Specification (deepak.mbrubbersNo ratings yet
- MTA PresentationDocument15 pagesMTA PresentationsiddhantNo ratings yet
- CJ Generalrequirementsfor Vibratorsformassconcreting, ImmersiontypeDocument5 pagesCJ Generalrequirementsfor Vibratorsformassconcreting, ImmersiontypeRahul ChaudharyNo ratings yet
- Indian Standard: Glossary of Terms Relating To River Valley ProjectsDocument14 pagesIndian Standard: Glossary of Terms Relating To River Valley ProjectsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Indian Standard: Glossary of Terms Relating To River Valley ProjectsDocument21 pagesIndian Standard: Glossary of Terms Relating To River Valley ProjectsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document11 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Indian Standard: Glossary of Terms Relating To River Valley ProjectsDocument12 pagesIndian Standard: Glossary of Terms Relating To River Valley ProjectsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Glossaryoftermsrelatingto Rivervalleyprojects: Indian StandardDocument28 pagesGlossaryoftermsrelatingto Rivervalleyprojects: Indian StandardGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document10 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Hdian Standard: Glossaryoftermsrelatingto River Valley Projects IDocument52 pagesHdian Standard: Glossaryoftermsrelatingto River Valley Projects IGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document12 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Indian Standard: Glossary of Terms Relating To River Valley ProjectsDocument11 pagesIndian Standard: Glossary of Terms Relating To River Valley ProjectsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Glossaryufterms / 8/ - : Relatingtorivervalleyprojects: Indian StandardDocument5 pagesGlossaryufterms / 8/ - : Relatingtorivervalleyprojects: Indian StandardGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Glossary of Terms Relating To River Valley Projects: Indian StandardDocument9 pagesGlossary of Terms Relating To River Valley Projects: Indian StandardGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Glossaryoftermsrelatingto Rivervalley Projects: Indian StandardDocument5 pagesGlossaryoftermsrelatingto Rivervalley Projects: Indian StandardGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document30 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document22 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1997Document17 pagesReaffirmed 1997GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document12 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Glossary of Terms Relating To River Valley Projects: Indian StandardDocument10 pagesGlossary of Terms Relating To River Valley Projects: Indian StandardGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1997Document22 pagesReaffirmed 1997GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Indian Standard: Glossary of Terms Relating To River Valley ProjectsDocument12 pagesIndian Standard: Glossary of Terms Relating To River Valley ProjectsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document26 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Glossary of Terms Relating To River Valley Projects: Indian StandardDocument9 pagesGlossary of Terms Relating To River Valley Projects: Indian StandardGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Indian Standard: Glossary of Terms Relating To River Valley ProjectsDocument16 pagesIndian Standard: Glossary of Terms Relating To River Valley ProjectsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- WrdpowDocument39 pagesWrdpowGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Reaffirmed 1995Document24 pagesReaffirmed 1995GREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- SP16 - Design Aid To 456 RCC DesignDocument252 pagesSP16 - Design Aid To 456 RCC DesignGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Indian Standard: Glossary of Terms Relating To River Valley ProjectsDocument41 pagesIndian Standard: Glossary of Terms Relating To River Valley ProjectsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- SP55 - Anchorages For Spillway Training WallsDocument16 pagesSP55 - Anchorages For Spillway Training WallsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- SP22 - Earth-Quake EngineeringDocument85 pagesSP22 - Earth-Quake EngineeringGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- SP6 - 6 - Plastic Theory in Steel StructuresDocument220 pagesSP6 - 6 - Plastic Theory in Steel StructuresGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- SP6 - 7 - Simple Welded GirdersDocument121 pagesSP6 - 7 - Simple Welded GirdersGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Hawke PL612 EnclosureDocument2 pagesHawke PL612 EnclosureDang Minh HuongNo ratings yet
- Erosion-Corrosion in Oilandgasindustry AreviewDocument23 pagesErosion-Corrosion in Oilandgasindustry AreviewRoberto GomezNo ratings yet
- Zanussi Catalogue 2018 PDFDocument70 pagesZanussi Catalogue 2018 PDFАлина ВладиславовнаNo ratings yet
- Laboratory & Sterilization TechnologyDocument28 pagesLaboratory & Sterilization Technologytavogaona8979No ratings yet
- ANH Spin Flash Drying ANH-303 GBDocument8 pagesANH Spin Flash Drying ANH-303 GBJiril JacobNo ratings yet
- PETSEA RO SWY 110 - 120 130 - 150 HmsaDocument10 pagesPETSEA RO SWY 110 - 120 130 - 150 HmsaAlexanderNo ratings yet
- Members Data 8Document2 pagesMembers Data 8jaime huertasNo ratings yet
- Instruction Manual Fisher 249 Caged Displacer Sensors en 134918Document20 pagesInstruction Manual Fisher 249 Caged Displacer Sensors en 134918Senthil KumarNo ratings yet
- Inox Pipelines Method StatementDocument11 pagesInox Pipelines Method StatementIlija RunjajicNo ratings yet
- Schlesinger Catalogue PDFDocument24 pagesSchlesinger Catalogue PDFcotecobein19No ratings yet
- LA-UR-16-25431: TitleDocument18 pagesLA-UR-16-25431: TitleAgustin A.No ratings yet
- Cat Aluminio 2016Document40 pagesCat Aluminio 2016hexapodo2No ratings yet
- New Duplex Stainless Steel DP28W Contributes To Safe and Reliable Operation of Urea PlantDocument4 pagesNew Duplex Stainless Steel DP28W Contributes To Safe and Reliable Operation of Urea Plantvaratharajan g rNo ratings yet
- ASTMA240Document5 pagesASTMA240Mani MaNo ratings yet
- Ebara Submersible Pump PDFDocument28 pagesEbara Submersible Pump PDFThinagaran N ManiamNo ratings yet
- Petropipe Brochure (English)Document16 pagesPetropipe Brochure (English)Nuaym KhalidNo ratings yet
- Cryo Duplex SsDocument220 pagesCryo Duplex SssivaNo ratings yet
- Is.1367.14.1.2002 - ISO 3506-1 1997Document25 pagesIs.1367.14.1.2002 - ISO 3506-1 1997Ajay BaggaNo ratings yet
- Specification of Stainless Steel Pipe Fittings and FlangesDocument1 pageSpecification of Stainless Steel Pipe Fittings and Flangesnarendar.1No ratings yet
- Case Study SCCDocument2 pagesCase Study SCCSatrio HerbirowoNo ratings yet
- Ramax Hh-Eng P 1604 E6Document8 pagesRamax Hh-Eng P 1604 E6venkithankamNo ratings yet
- UGI 4057 AIR: Technical Data SheetDocument5 pagesUGI 4057 AIR: Technical Data SheetMASOUDNo ratings yet
- ME 443 Engineering Economy and Production Management: Title PageDocument19 pagesME 443 Engineering Economy and Production Management: Title PageJha ZelNo ratings yet