You might also like
- Heavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsDocument8 pagesHeavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsFernando Da RosNo ratings yet
- C1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFDocument9 pagesC1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFCarlos Guillermo Somoza AlvarengaNo ratings yet
- Astma240 2017Document15 pagesAstma240 2017mechiqcrpdNo ratings yet
- Astm 194-2017 PDFDocument13 pagesAstm 194-2017 PDFThiago CurvoNo ratings yet
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsaldairlopesNo ratings yet
- Astm A194-22Document12 pagesAstm A194-22Gary CabelloNo ratings yet
- Astm A563Document12 pagesAstm A563Jose RuedaNo ratings yet
- Astm A 194-2020Document12 pagesAstm A 194-2020Mohammed AliNo ratings yet
- Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesDocument6 pagesElectromagnetic (Eddy Current) Examination of Copper and Copper-Alloy Tubesedapo79No ratings yet
- Astm A240 PDFDocument15 pagesAstm A240 PDFReza SaeeNo ratings yet
- Astm A574Document7 pagesAstm A574Michael Frereault-LerouxNo ratings yet
- Astm B88 2020Document8 pagesAstm B88 2020SKY00SNOWNo ratings yet
- Astm F436F436M.19Document8 pagesAstm F436F436M.19safak kahramanNo ratings yet
- A194a194m. 20Document12 pagesA194a194m. 20nitin parmarNo ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument5 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsAhmed AbdelazizNo ratings yet
- ASTM A 194 - 20aDocument12 pagesASTM A 194 - 20aLucas Lucci CostaNo ratings yet
- Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120/ 105/90 Ksi Minimum Tensile Strength, General UseDocument8 pagesHex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120/ 105/90 Ksi Minimum Tensile Strength, General UseAbinashBeheraNo ratings yet
- Astm F436F436M.36576Document8 pagesAstm F436F436M.36576Oscar Álvarez100% (1)
- Astm A194 2020Document12 pagesAstm A194 2020rolando cuadro blancoNo ratings yet
- C 1277 - 03 PDFDocument8 pagesC 1277 - 03 PDFJerry BeanNo ratings yet
- Carbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument13 pagesCarbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or Bothalucard375No ratings yet
- Carbon and Alloy Steel Nuts (Inch and Metric) : Standard Specification ForDocument12 pagesCarbon and Alloy Steel Nuts (Inch and Metric) : Standard Specification Forsafak kahramanNo ratings yet
- ASTM A194 - 2022aDocument12 pagesASTM A194 - 2022amarjan banooNo ratings yet
- ASTM A194 A194M 2022 InglesDocument3 pagesASTM A194 A194M 2022 InglesErickNo ratings yet
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 pagesASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiNo ratings yet
- ASTM A194-A194M-20aDocument12 pagesASTM A194-A194M-20aViviana Leon100% (8)
- Astm A194 - A194m-23Document13 pagesAstm A194 - A194m-23ashrafNo ratings yet
- Carbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument12 pagesCarbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothLUIS VAZQUEZNo ratings yet
- Astm B633-19Document3 pagesAstm B633-19Cj Elamparo100% (1)
- Astm F436 F436M 19Document4 pagesAstm F436 F436M 19Kalanithi GKNo ratings yet
- A240_A240M-23aDocument12 pagesA240_A240M-23aEdgar HornusNo ratings yet
- Astm A194-A194m-2022Document12 pagesAstm A194-A194m-2022Carlos67% (3)
- Cast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsDocument8 pagesCast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsNeeraj kumarNo ratings yet
- Carbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument12 pagesCarbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or Bothalucard375No ratings yet
- This Study Resource Was Shared Via: Carbon Steel Forgings For Piping ApplicationsDocument5 pagesThis Study Resource Was Shared Via: Carbon Steel Forgings For Piping ApplicationsMuñes santiagoNo ratings yet
- Astm A193Document14 pagesAstm A193Poedyaji MawardiNo ratings yet
- Astm A0490Document7 pagesAstm A0490ndt_inspectorNo ratings yet
- Astm 194 - 2023Document13 pagesAstm 194 - 2023ahmed sobhyNo ratings yet
- A194a194m 18Document12 pagesA194a194m 18Jeverson ValeckNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundPaulo GalvãoNo ratings yet
- Astn A194 - 2018Document12 pagesAstn A194 - 2018Danny TriwibowoNo ratings yet
- Article 26 Eddy Current Standards Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy TubesDocument7 pagesArticle 26 Eddy Current Standards Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy TubesAnny CordeiroNo ratings yet
- A 194-17 PDFDocument13 pagesA 194-17 PDFAyman Abu ElamayemNo ratings yet
- Wa0040.Document14 pagesWa0040.robert nick eusebio teheranNo ratings yet
- Astm F3125 - 2019 PDFDocument14 pagesAstm F3125 - 2019 PDFMark GuevarraNo ratings yet
- Standard Practice For ET of Copper and Copper Alloy TubeDocument6 pagesStandard Practice For ET of Copper and Copper Alloy TubeXuân ChứcNo ratings yet
- ASTM A106 Seamless Carbon Steel Pipe For High Temperature SeDocument8 pagesASTM A106 Seamless Carbon Steel Pipe For High Temperature SejosephNo ratings yet
- Astm F3125 - F3125M-19Document13 pagesAstm F3125 - F3125M-19marcoedgNo ratings yet
- Article 26 Eddy Current Standards Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy TubesDocument7 pagesArticle 26 Eddy Current Standards Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy TubesAnonymous 4IpmN7OnNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundFernando Da RosNo ratings yet
- Carbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument12 pagesCarbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or Bothist93993No ratings yet
- A194a194m 17Document13 pagesA194a194m 17jcarlos7411No ratings yet
- Astm F593 - 17Document9 pagesAstm F593 - 17Jon DownNo ratings yet
- Standard Specification For: Designation: F3125/F3125M 19Document14 pagesStandard Specification For: Designation: F3125/F3125M 19Ahmed Abdelaziz100% (2)
- F2618-15 Standard Specification For Chlorinated Poly (Vinyl Chloride) (CPVC) Pipe and Fittings For Chemical Waste Drainage SystemsDocument7 pagesF2618-15 Standard Specification For Chlorinated Poly (Vinyl Chloride) (CPVC) Pipe and Fittings For Chemical Waste Drainage SystemsMohamedNo ratings yet
- Astm A351-A351mDocument7 pagesAstm A351-A351mJose Gregorio RodriguezNo ratings yet
- A1064A1064M Hlja5316Document10 pagesA1064A1064M Hlja5316Brisa Yuliet100% (1)
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- PD Cen TR 12831-4-2017Document18 pagesPD Cen TR 12831-4-2017MaiDuyNo ratings yet
- PD Cen TR 10367-2019Document20 pagesPD Cen TR 10367-2019gauravNo ratings yet
- Nas-1924 Adoption NoticeDocument2 pagesNas-1924 Adoption NoticegauravNo ratings yet
- PD Cen TR 13121-5-2017Document62 pagesPD Cen TR 13121-5-2017gauravNo ratings yet
- PD Cen TR 10364-2018Document10 pagesPD Cen TR 10364-2018navaronefraNo ratings yet
- Prospect Engineering Works ProfileDocument1 pageProspect Engineering Works ProfilegauravNo ratings yet
- US2501040-self Locking Slitted NutDocument3 pagesUS2501040-self Locking Slitted NutgauravNo ratings yet
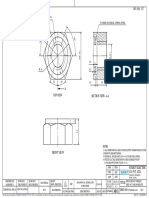
- 16MM HDCTWD Strip-04Document1 page16MM HDCTWD Strip-04gauravNo ratings yet
- Nas-1924 Adoption NoticeDocument2 pagesNas-1924 Adoption NoticegauravNo ratings yet
- US3400742-metal Insert 5Document3 pagesUS3400742-metal Insert 5gauravNo ratings yet
- 16MM HDCTWD Strip-04Document1 page16MM HDCTWD Strip-04gauravNo ratings yet
- 16MM HDCTWD Strip-04Document1 page16MM HDCTWD Strip-04gauravNo ratings yet
- Hoja - De.correcciones AMEF4 Nov.11,2008Document3 pagesHoja - De.correcciones AMEF4 Nov.11,2008aalcantaraNo ratings yet
- 16MM HDCTWD Strip-04Document1 page16MM HDCTWD Strip-04gauravNo ratings yet
- US1029846 - Metal Insert-01Document3 pagesUS1029846 - Metal Insert-01gauravNo ratings yet
- US3841371-metal InsertDocument5 pagesUS3841371-metal InsertgauravNo ratings yet
- Ct00000-24-05 Prevailing Touque Hex Nut m6 Domestic Alt-1Document1 pageCt00000-24-05 Prevailing Touque Hex Nut m6 Domestic Alt-1gauravNo ratings yet
- Clamps Buying GuideDocument8 pagesClamps Buying GuidegauravNo ratings yet
- MERKO ClampshosDocument24 pagesMERKO ClampshosgauravNo ratings yet
- Perforated Band Clamp PerformanceDocument1 pagePerforated Band Clamp PerformancegauravNo ratings yet
- Surface Vehicle Standard: Rev. AUG2004Document14 pagesSurface Vehicle Standard: Rev. AUG2004Engenheiro100% (1)
- Clamps Buying GuideDocument8 pagesClamps Buying GuidegauravNo ratings yet
- US2501040-self Locking Slitted NutDocument3 pagesUS2501040-self Locking Slitted NutgauravNo ratings yet
- Astm d7091 05Document7 pagesAstm d7091 05gauravNo ratings yet
- D1308 Chemical ResistanceDocument2 pagesD1308 Chemical ResistanceIniyavanHajiMohamed50% (4)
- 1.1 Austenitic Stainless SteelDocument29 pages1.1 Austenitic Stainless SteelTarek MohamedNo ratings yet
- Aisi SteelDocument11 pagesAisi SteelIlham SetiadiNo ratings yet
- Correlation of Yield Strength and Tensile Strength PDFDocument7 pagesCorrelation of Yield Strength and Tensile Strength PDFKassimNo ratings yet
- Nondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using An Ultrasonic GageDocument4 pagesNondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using An Ultrasonic GageAdrian OrtizNo ratings yet
- Stainless 302, 304Document3 pagesStainless 302, 304amitkharb111195No ratings yet
- Monthly Fire Extinguisher Inspection ChecklistDocument2 pagesMonthly Fire Extinguisher Inspection ChecklistisaacbombayNo ratings yet
- 2024 Drik Panchang Telugu Calendar v1.0.1Document25 pages2024 Drik Panchang Telugu Calendar v1.0.1Sreekara GsNo ratings yet
- Marketing 5 0Document23 pagesMarketing 5 0gmusicestudioNo ratings yet
- XMSDS Sunflower Seed Oil 9925156Document6 pagesXMSDS Sunflower Seed Oil 9925156Lisa RobertsonNo ratings yet
- PTC Document Status: (Updated 11 November 2015)Document5 pagesPTC Document Status: (Updated 11 November 2015)AndersonGabriel23No ratings yet
- Fundamental aim training routines and benchmarksDocument8 pagesFundamental aim training routines and benchmarksAchilles SeventySevenNo ratings yet
- Fundamental Calculations To Convert Intensities Into Concentrations in Optical Emission Spectrochemical AnalysisDocument14 pagesFundamental Calculations To Convert Intensities Into Concentrations in Optical Emission Spectrochemical AnalysisPYDNo ratings yet
- The Practical Welding EngineerDocument154 pagesThe Practical Welding EngineerMohamed Atef0% (1)
- Dip HenyDocument60 pagesDip HenyJinn Tanakrit HansuranantNo ratings yet
- PDM TempDocument2 pagesPDM Tempamit rajputNo ratings yet
- SampleDocument8 pagesSampleAntônioNo ratings yet
- Bipolar I Disorder Case ExampleDocument6 pagesBipolar I Disorder Case ExampleGrape JuiceNo ratings yet
- Example of Gcse Science CourseworkDocument7 pagesExample of Gcse Science Courseworkbcrbcw6a100% (2)
- Worthy - Elevation WorshipDocument1 pageWorthy - Elevation WorshipSabine J.100% (1)
- Anatomy of A Plated HoleDocument5 pagesAnatomy of A Plated Holepbs0707No ratings yet
- ON Code (Aci 318-77) : Commentary Building Requirements For Reinforced ConcreteDocument132 pagesON Code (Aci 318-77) : Commentary Building Requirements For Reinforced ConcreteAzmi BazazouNo ratings yet
- Interfacial Phenomena in Pharmaceutical FormulationDocument21 pagesInterfacial Phenomena in Pharmaceutical FormulationNickson DrabeNo ratings yet
- DesignDocument2 pagesDesignAmr AbdalhNo ratings yet
- 6kW V2G EV Charger Module Datasheet (2018)Document2 pages6kW V2G EV Charger Module Datasheet (2018)pysogaNo ratings yet
- Char Lynn 104 2000 Series Motor Data SheetDocument28 pagesChar Lynn 104 2000 Series Motor Data Sheetsyahril boonieNo ratings yet
- Beneficiation of Cassiterite From Primary Tin OresDocument11 pagesBeneficiation of Cassiterite From Primary Tin OresSULMAGNo ratings yet
- Preventive Maintenance Service Concept For SPACOM Product FamilyDocument27 pagesPreventive Maintenance Service Concept For SPACOM Product FamilyMiguel MarquesNo ratings yet
- Magellans of The Sky - Prologue - Summer 2010Document12 pagesMagellans of The Sky - Prologue - Summer 2010Prologue MagazineNo ratings yet
- Training ManualDocument41 pagesTraining Manualemiliow_1100% (3)
- 22 Imobilisasi Pada Usia LanjutDocument34 pages22 Imobilisasi Pada Usia LanjutGian KalalembangNo ratings yet
- Bernard BTB MIG GunsDocument8 pagesBernard BTB MIG GunsEdwin Mauricio Gallego OsorioNo ratings yet
- Solvent Extraction: Please Submit Question 4 For MarkingDocument3 pagesSolvent Extraction: Please Submit Question 4 For MarkingThembi Matebula100% (1)
- To Begin: MantraDocument9 pagesTo Begin: MantraashissahooNo ratings yet
- Whirlpool - Service Information Frontloader Washing Machine AWO/D 43115Document53 pagesWhirlpool - Service Information Frontloader Washing Machine AWO/D 43115amandialopes50% (2)
- Bs. in P&O India. Syllabus 2010Document58 pagesBs. in P&O India. Syllabus 2010Priscila Arriagada PulgarNo ratings yet