Professional Documents
Culture Documents
Gas Processing Operations 15
Gas Processing Operations 15
Uploaded by
william.earnshaw93Original Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Gas Processing Operations 15
Gas Processing Operations 15
Uploaded by
william.earnshaw93Copyright:
Available Formats
Section 15
SOLID BED ADSORBERS
TABLE OF CONTENTS
PAGE #
COMMON TYPES OF ADSORBENTS ............................................... .. .. .. .. .............................. .. ............. 15.1
Activated Carbon .................................................................................................................................. 15.2
Activated Alumina............................................... ................................................................................. 15.2
Molecular Sieves ....... .... ...... ... .. ... .... .. .... .... .... .. ... .............. ...... ... .. ... ... .. ...... ... ........ ... ...... ...... .. ... ...... ...... 15.3
Silica Gel ............................................................. .. .......................................................... .. ................... 15.3
APPLICATION ....................... ..................................................................................................................... 15.4
Dehydration .. ... ................ ...... ... ... .. ............ ...... ... ... .. ............ ................................ .. .. ...... ...... ... ..... ... ...... 15.4
Hydrocarbon Recovery ........... ................ .... ................................................ .. .. .... ................................. 15.5
Purification ..... ......................................................... ........................................ .. ................................... 15.5
DESCRIPTION OF AN ADSORPTION SYSTEM .................................................................... ............... 15.6
The Vessel ............... .......................... .................................................................................... ............... 15.6
Bed Support ... .. .. .. .............................. .............................................................................. ..................... 15.6
Insulation ............. ........................................................................................ ......................................... 15.7
Valves and Piping .......................................... .. .................................................... ................................. 15.8
THE ADSORPTION PROCESS: PRINCIPLES OF ADSORPTION ...................................................... 15.11
Equilibrium Loading ............................. ............................................ .. ................................................. 15.11
Selectivity .. ...... .. ... ....................... .... .. .. .............. ....... ........ ............... ...................... ...... ...... ...... .. .. ......... 15.12
Competition ................................................. .............................. ...... .. .. .................... .. .................. ......... 15.12
Adsorption From a Moving Stream .............. .. ............ .. .......................................... ............................. 15.12
Regeneration ...... ............... ..................... .................... .. ............ .......................................... .. ........ .. ....... 15.16
Miscellaneous .... .................................. .... ............ .. ...... ...... .............. ... ....... .. .. .................. ..................... 15.18
NORMAL OPERATING CyCLE ............................ .................................... .. ............ ................................. 15.19
Cycle Control ....... ................................................................................................................................. 15.21
PROCESS TROUBLESHOOTING ................... ..................................................... ...... ............................... 15.22
Capacity Too Low ... ........................ .. .................................................. ... ..... ......................................... 15.22
Loss of Efficiency ......... ....... ....... .......... ...... ...... .......... ... ..... ........ .......................................... ............... 15.24
High Pressure Drop ... ............ .... ...... .. .... ...... ...... .. ....... .................................. ...... ........................ ..... ..... 15.25
Special Issues in Liquid Systems .. .. ... ... .................. ......... ............................................. .................. .. ... 15.28
VER: P3GEN_Ol-Ol-2001
GAS PROCESSING OPERATIONS 15.1
SOLID BED ADSORBERS
LIST OF FIGURES
FIGURE # PAGE #
IS.1 Adsorbents ...................................................................................................................................... IS.2
IS.2 Operating Range of Adsorbent Used to Dry Gas ......................................................................... IS.4
IS.3 Adsorber Tower ,., .. ' .... .... ,., .. ..... .... ,............................ .. ................................................... .. ..... .... ..... IS.6
IS.4 Bed Support for Adsorbent. ........................................................................................................... IS.7
IS.5 External Insulation ......................................................................................................................... IS.7
IS.6 Internal Insulation ............ ,..... ,..... ,........ .. ........... .... .. .................. ........... .. ................ ....................... IS.8
IS.7 Pipe Manifold for 2-Tower Adsorber Plant.. ................................................................................ lS.9
IS.8 Pipe Manifold for 3-Tower Adsorber Plant.. ................................................................................ 1S.1O
IS.9 Static Equilibrium Capacity vs. Relative Humidity for Selected Solid Desiccants .. ................. IS.11
IS.lO Movement of Mass Transfer Zone through Adsorbent Bed ................................ ...... .................. lS.14
IS.11 Gas Dew Points in Mass Transfer Zone in Dehydration Tower .................................................. lS.lS
IS.12 Typical Break-Through Curve for Gas Dehydration ................................................................... IS.1S
IS.13 2-Tower Adsorber Plant with Counter-Current Flow of Process and Regeneration Gas ........... lS.17
IS.14 Desiccant Capacity Decline Curve................................................................................................ IS.19
IS.IS Flow Diagram of 2-Tower Gas Dehydration Plant ........................................... ........................... IS.20
IS.16 Valve Switching Sequence to Divert Process Gas to Tower 1 and Regenerate Tower 2 ........... 1S.21
IS.17 Pressure Drop Across Adsorber is Measured with Differential Pressure Gauge ....................... IS.24
IS.18 ............................... .. .......... .... .. .... ...... ................................................................. ..... ................. IS.26
IS.19 ...... ... ...... ................. ............ ...... ... ... ..... ............ ... ...... ....... ......... .. ................ ... ..... ... ............. ...... 15.27
15.ii SANTOS LTD.
Section 15
SOLID BED ADSORBERS
dsorption is the process of removing impurities - most frequently water - from a fluid stream by
A means of a solid material called an adsorbent that has a special attraction for the impurities. For
example, water vapor can be removed from a gas in an adsorption plant using a solid material such as
alumina or silica gel. When water is the impurity, the adsorbent is referred to as a desiccant. The
desiccant has an attraction for water vapor that is greater than for other components, so it will remove
the moisture from the gas.
An absorption process can also be used to remove the same impurities. In the absorption
process, the impurities dissolve in a liquid solution that is in contact with the fluid. Dehydrators use
concentrated glycol to remove moisture from the gas. In this case, the moisture dissolves in the glycol
solution. This is an absorption process.
In this section, we are concerned with the adsorption process, which uses a solid material to
remove impurities from a gas or liquid. The vessel containing the adsorbent is called an adsorber: The
impurities the adsorbent removes are called the adsorbates.
COMMON TYPES OF ADSORBENTS
There are four types of adsorbents widely used in the gas
processing industry. They are: activated alumina, activated charcoal
or carbon, molecular sieves, and silica gel. In the case of the alu-
mina and charcoal, the term activated refers to some treatment that
improves the capacity or efficiency of the adsorbent.
All of these materials have several common characteristics.
They are all strong, dense, solid particles. Although they do not
look like it, they all have a physical structure that is filled with
cavities, or pores, like a sponge. These pores are so small they can-
not be seen even with a strong microscope. But, they are large
enough so that gas, and the contaminants it carries, can enter. Once
inside the particle of adsorbent, the contaminants condense and
cling to the surfaces of the inner chambers, and the purified gas
passes out.
The amount of surface area available in many adsorbents is
so great that if you could unfold it and spread it out there would be 3-Tower Plant Dehydrating Gas
enough from a spoonful of adsorbent to cover a football field. This Entering a Cryogenic Plant
GAS PROCESSING OPERATIONS 15.1
SOLID BED ADSORBERS
unseen surface is what makes the adsorbents differ from beads or rock particles they resemble. It
provides so much surface area for adsorption that some of the grades of silica gel, for example, can
adsorb as much as 330 liters of water per cubic meter (two and one half gallons of water per cubic
foot) of adsorbent. When the silica gel holds this much water it does not change in appearance. It
does not look wet. All of the water is adsorbed in the pores, where it is condensed and held on the
inner surface.
In addition to having tremendous surface area where adsorption can take place, the adsorbents
have attractive forces on their surfaces. These forces act like magnets to condense and hold material on
the surfaces even when the system temperature and pressure are not near the condensation point. At
high temperature, however, the vapor pressure of the adsorbed liquid can become so great that it can
overcome the adsorptive forces. When this happens, the liquid that was adsorbed will vaporize and
return to the surrounding gas. In this way the adsorbed material can be recovered, and the adsorbent
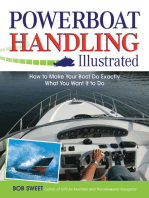
can be emptied and made ready to adsorb again. Figure 15.1 shows three common adsorbents.
Activated Alumina Molecular Sieve Silica Gel
Figure 15.1 Adsorbents
Different types of adsorbents have forces that are somewhat selective. This means that for each
type of contaminant to be removed there will be one or two of the adsorbents that are more efficient
than the others.
Activated Carbon
Activated carbons or charcoals are made by the partial burning of materials such as coal, wood,
bones, fruit pits, and nut shells. Their adsorbate preference is, to a large extent, dependent on the
material from which they are made. They have little attraction for water. Most of them have high
capacity for organic materials such as hydrocarbons. For this reason they are frequently used to adsorb
traces of organic impurities from gas or liquid streams. They are commonly found in glycol systems to
remove hydrocarbon impurities from the glycol.
Because of its attraction for heavy organic materials, such as compressor lubricants and glycol,
activated charcoal is sometimes used as a "buffer." It is placed ahead of other adsorbents in the adsorp-
tion system. There, it adsorbs the heavy organics and prevents them from contaminating the main
adsorbent.
Activated Alumino
Activated aluminas are made of aluminum oxide, A1 20 3 . There are several different kinds
available. They vary in their purity and capacity. They also are available in different forms, from
rough granules to smooth uniform beads. Their surface forces prefer water. They also attract and hold
15.2 SANTOS LTD.
COMMON TYPES OF ADSORBENTS
alcohols and glycols and heavy hydrocarbons. They are usually used as desiccants; that is, for water
adsorption.
Some of the activated aluminas are among the toughest of the commercial adsorbents. They
are used when the adsorbent may be subjected to physical damage. Slugs of liquid water or condensate
can break silica gel or molecular sieves, but will do less damage to alumina. Where such abuse is
expected, alumina may be used for the entire bed, if dehydration is the only concern; or, it may be used
in a buffer layer such as that described for activated charcoal.
Molecular Sieves
Molecular sieves are chemically similar to aluminas. However, they have different cavity struc-
ture. The aluminas have cavities of all sizes and shapes, but all the cavities in the molecular sieves are
the same. Different grades of molecular sieves are available with different sizes of holes between the
cavities. These holes are about the same size as many of the molecules found in gas streams. For
example, a normal butane molecule is about the size of the holes in a Type SA molecular sieve. Type
SA will adsorb normal butane. But a molecule of iso-butane is shaped so that it is larger than the
holes, or pores, in the Type SA and it cannot be adsorbed. This type of selection, based on molecule
size, is why these adsorbents are called molecular sieves.
The surface in the molecular sieve structure has a great preference for water. It will hold
alcohols very strongly. and some other organic materials. It also has good affinity for some acid gases
such as H 2S and CO2. Molecular sieve adsorbers can be used to remove small amounts of these acid
gases from natural gas, and from LPG.
Besides the Type SA, there is Type 4A which is the grade most frequently used for dehydra-
tion. Its attraction for water is so strong that it can remove almost 100% of the water from gas.
Another type that is sometimes used in gas treating is Type 3A. The pores in this type are so small
that water can be adsorbed but most other components of a gas stream will not enter the pores. Type
13X is another kind that is usually used to adsorb H2S and mercaptans from LPG.
Silica Gel
There are two kinds of silica gel used to treat gas. One is in the form of clear granules that
look like pieces of broken glass. The other is in the shape of small spheres. Sometimes the spheres
have an amber color. Although the two types do not look alike they usually work about the same way.
They both are like the aluminas and the molecular sieves in that their surfaces prefer water to all other
material. For this reason, they are frequently used in dehydrators. They cannot dry gas as completely
as the molecular sieves.
Silica gel has such an affinity for water that if a drop of liquid water touches a particle of it, it
will adsorb the water so quickly that the silica gel will actually disintegrate. Consequently, gas enter-
ing a bed of silica gel must not contain any free water. Quite often, a special water resistant grade of
silica gel that is not affected by droplets of water is installed at the entrance to the bed.
The silica gels also have good capacity for natural gasoline fractions in gas. They can be used
to recover Cs+ fractions along with water. Sometimes this ability is used to remove just enough heavy
hydrocarbons to meet pipeline gas specifications for both water and hydrocarbon content.
Silica gel in the granule form is less likely to coke-up when the gas contains heavy hydrocar-
bons. This type of desiccant is well suited for drying gas on the outlet of a compressor, when the gas
contains some lubricating oil.
GAS PROCESSING OPERATIONS 15.3
SOLID BED ADSORBERS
Summary of Some Common Commercial Adsorbents
Adsorbent Available Shapes Typical Applications
Activated Alumina Irregular granules and Drying gases and liquids and buffer layers
spheres
Activated Carbon Irregular granules and Recovery of light hydrocarbons from gas. H~S removal from gases. Buffer
pellets layers to protect desiccants.
Silica Gel Irregular granules and Drying of gases and liquids, recovery of Cs+ NGL; hydrocarbon dew point
spheres control.
Molecular Sieves Pellets and Spheres
Type 3A Drying of gas and liquids when exclusive selectivity for water is required.
Type4A Drying various gases and liquids.
Type SA Sweetening gases. Separation of ISO and normal fractions of straight chain
hydrocarbons.
Type 13-X Sweetening LPG with simultaneous drying.
APPLICATION
Some adsorption systems are designed to remove only one compound from the stream being
processed. Others are designed to do double duty. In general, the different applications can be called
dehydration, separation, or purification. In dehydration, only water is removed. In separation one or
more materials will be separated and recovered. In purification one or more compounds will be re-
moved from a stream, but they will be discarded, and the main stream will be more valuable, or easier
to process, by their absence.
Dehydration
For dehydration, the aluminas, silica gels or molecular sieves can be used. The choice of
desiccant will depend on the operating temperature, the outlet dew point required, and the composition
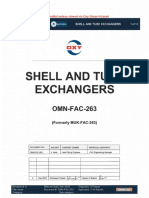
of the stream. Figure 15.2 shows the general limits for various desiccants. Activated carbon is not
shown because it has very little water capacity. so is not used as a desiccant.
The figure shows molecular sieves will dry the warmest gas and also remove water more com-
pletely than alumina or silica gel. The sieves are also the most expensive, so they are usually used only
when other adsorbents cannot do the required job.
OUTLET GAS INLET GAS
DEWPOINT TEMPERATURE
MOLECULAR SIEVES
L ~---~---,-----------
ACTIVATED ALUMINAS
SILICA GELS
I
-80"C
[-110°F]
I
-65°C
[-85°F]
Figure 15.2 Operating Range of Adsorbent Used to Dry Gas
15.4 SANTOS LTD.
APPLICATION
The temperature of the process stream and the outlet dew point required are only two factors in
the choice of adsorbents. Many other considerations, which are beyond the scope of this manual, need
to be studied before a proper choice can be made. Such deliberations are the responsibility of those
who design adsorption plants. There are, however, times when conditions change. If this happens it
may be necessary to change adsorbents, on the basis of the new operating conditions.
Hydrocarbon Recovery
The main adsorption process in the natural gas field is recovery of natural gasoline (Cs +) from
gas. This operation is usually combined with dehydration. Even if the gas has been partially dried in a
glycol contactor prior to coming to the adsorber, some small amount of water will be removed. Silica
gel is frequently used to adsorb the gasoline fraction and the water from the gas. Hydrocarbon recov-
ery can be an attractive bonus when dehydration is necessary. The additional cost of recovering the
hydrocarbon fraction will be small. Or, if the gas has to meet a hydrocarbon dew point specification,
the combination water-hydrocarbon recovery will be most convenient and economical.
This type of plant usually operates on a short time cycle. The adsorption time, between periods
of regeneration, may be only thirty minutes to two hours. For this reason the plants are sometimes
called short cycle units. Another common name is HRU, which stands for hydrocarbon recovery unit.
Purification
Adsorption processes are used to remove sulfur compounds and carbon dioxide from natural
gas and LPG. Molecular sieves are the usual adsorbents used in these units. Some charcoal has been
used in final gas purification prior to certain chemical plant processes. It is used to remove traces of
sulfur compounds, especially mercaptans. Adsorption processes usually cannot compete economically
with wet processes, such as amine scrubbers, if the acid gas content is very high. Therefore, they are
usually used on gases that contain less than 500 parts per million of sulfur compounds, and less than
1-2% CO2. Molecular sieve adsorbers can be operated to remove H2S in the presence of C02, without
removing much of the CO 2.
Most processes used to sweeten natural gas use a water solution of an amine-type chemical.
When the gas leaves such a plant, it is saturated with water. This usually means that the sweetener
must be followed by a dehydrator. Sometimes it is more economical to use an amine-type sweetening
process to remove about 95% of the H 2S or CO 2, followed by an adsorption plant to remove the
remainder and also remove the water.
Adsorption with molecular sieves can also be used to sweeten and dehydrate LPG. The adsorp-
tion process for liquid is similar to that for gas systems. Adsorption rates are slower in liquids, so
contact time is usually longer. Regeneration is with a gas, after the liquid has been drained from the
adsorption bed. When molecular sieves are used to sweeten either a gas or a liquid, the system is
usually designed to dehydrate also.
When adsorption processes are used to remove a material such as H 2S which is not easily
condensed, they actually perform the function of a concentrator. They take a small concentration of
contaminant from the feed stream and return it to the regeneration stream at a high concentration. The
regeneration stream may be flared, sent to a fuel system, or used to feed a liquid treater such as an
amine plant. Therefore, when adsorption is used to remove a non-condensable contaminant, the whole
process has to be carefully integrated into the overall gas processing facility.
GAS PROCESSING OPERATIONS 15.5
SOLID BED ADSORBERS
DESCRIPTION OF AN ADSORPTION SYSTEM
The Vessel
Most adsorber towers are vertical cylindrical vessels as shown in Figure 15.3. The vessel is
made of steel and manufactured in accordance with pressure vessel codes that provide for a high
margin of safety.
There are instances where horizontal adsor-
bers are used,rather than vertical towers, but they
are not common.
The vessel has manways at the top and bot- Relief
Inlet ........ Valve
tom for adding and removing adsorbent. Nozzles Process .....",....
Fluid
are located in the top and bottom for flow to enter
and leave. When the process stream is gas, it nor-
mally enters at the top and leaves the bottom. If the Distribution
stream is a liquid, flow is usually in the bottom and Plate
out the top.
When the process inlet nozzle is on the top
of the vessel, distribution equipment is used:
1. To prevent the incoming fluid from jet-
ting into the top of the desiccant. If this
happens, it can move the top layer
around so violently that it will grind the
adsorbent to dust.
2. To help spread the gas flow evenly
across the entire area of the bed. This is
necessary to make sure that flow of gas
to the bed is the same in all areas. This Figure 15.3 Adsorber Tower
is discussed in more detail later.
Each tower is equipped with a high pressure relieving device - usually a relief valve.
Bed Support
The material contained in an adsorber usually represents a sizeable weight, so a rigid system is
required to support it. In addition to holding the weight of adsorbent, the support system must also
promote uniform flow through it. The support system must prevent adsorbent particles from packing
together or wedging in the support so that flow is restricted in certain areas.
Another important aspect of the support system is that it should allow easy access to the ad-
sorbent for replacement.
The simplest support system is one in which the lower head of the adsorber is filled with
ceramic balls, and the adsorbent is loaded directly on top of them. This is the least expensive type of
support. It is also the most difficult type to replace.
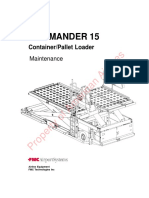
A more common type of support system is shown in Figure 15.4. This system uses a grating
mounted on beams that are welded to the lower head. A perforated plate covered by a fine screen is
15.6 SANTOS LTD.
DESCRIPTION OF AN ADSORPTION SYSTEM
placed on top of the grating. Layers of support
balls are placed on the screen, and desiccant is
loaded above them.
When inert alumina support balls are used,
Small Support Balls
it is important to choose sizes so that they perform
their function efficiently. The lower layer of sup- Large Support Balls
port balls should be quite large, 1-2 cm (3/8- 3/4
in.). Such large sizes will act as flow distributors Perforated Plate
with a minimum of pressure drop. They will also Grating
ride on top of screen openings, rather than wedge I Beam
themselves in the opening. These balls are much
larger than the usual adsorbents and should not
have the adsorbent placed directly on them. If this Figure 15.4 Bed Support for Adsorbent
is done, the adsorbent pieces will fill the voids be-
tween the larger support material and create a zone of very high pressure drop. It is best to use two or
more layers of support material with each layer about half the diameter of the one below it.
Example 15.1: Activated alumina with an average particle size of 5 mm [3/16 in.] is to be loaded
on top of inert support balls. What size support balls should be used and how
many layers are required?
The layer immediately below the alumina should be about 2 x 5 = 10 mm in diameter
[2 x 3116 = 3/8 in.]. This is a bit small for efficient use on a screen so another layer should be
used. The next layer should be about 2 x 10 = 20 mm [2 x 3/8 = 3/4 in.] in average diameter. This
large size should be all right on the screen so there will be two layers of support balls. The support
balls can be made of ceramic material, inert alumina, or in some cases, gravel is used.
Special care must be exercised in installing support balls to see that each size is added to a
uniform height on the base support.
Insulation
During the course of an adsorption cycle,
the adsorbent is regenerated by passing a stream of
hot gas through it to bailout the material that was
adsorbed. The tower must be insulated to prevent
the hot regeneration gas from losing some of its
heat and thereby reducing the efficiency of regen-
eration.
Insulation can be external or internal, de-
pending upon the service of the adsorber and the
length of the adsorption cycle. When insulation is
internal, or inside the tower, the hot regeneration
gas does not heat the steel in the vessel. This re-
duces the size of the regeneration gas heater by 25-
50%. An example of external insulation is shown Figure 15.5 External Insulation
in Figure 15.5.
GAS PROCESSING OPERATIONS 15.7
SOLID BED ADSORBERS
There are two different types of internal insulation. These are shown in Figure 15.6. One is a
light gauge steel shell, or "can," about 10 cm [4 in.] smaller in diameter than the inside of the main
vessel shell. It is welded to a ring at the top or the bottom, and thus creates a dead gas space between
it and the vessel shell. The dead gas space acts as an efficient insulator. The other type is insulation
material that is cast or sprayed on the inside of the vessel in a layer thick enough to provide the
insulation required.
Vent
Dead
Gas
Space
Can Type Cast Type
Figure 15.6 Internal Insulation
During heating and cooling, as the adsorbent is regenerated, the insulation expands and con-
tracts. It requires expert design and installation so that it will not fail in service.
The internally insulated vessels are more expensive to build, and repair of an insulation failure
can be very expensive.
The adsorber with external insulation is less costly, but requires more regeneration heat in order
to heat the steel of the vessel during the regeneration phase.
Adsorbers in hydrocarbon recovery service which have an adsorption cycle of less than one
hour are usually internally insulated. Large diameter adsorbers (greater than 2.5 m [54 in.]) are usually
internally insulated also.
The choice between external and internal insulation for systems operating on longer cycles
depends on fuel cost, operating pressure, and other factors beyond the scope of this manual.
Valves and Piping
The adsorption process is a batch type operation. The inlet fluid flows through an adsorber
tower until the adsorbent is saturated with the contaminant it is removing from the fluid. At that point,
flow is switched to a tower containing freshly regenerated adsorbent, and the original tower is regener-
ated.
15.8 SANTOS LTD.
DESCRIPTION OF AN ADSORPTION SYSTEM
A switching valve arrangement is required to divert the flow of process fluid from one tower to
the other, and at the same time, start flow of regeneration gas to the tower which has been in adsorption
service. A typical piping manifold for a 2-tower adsorber plant is shown in Figure 15.7. In this
illustration, the main gas stream is flowing into the top of Tower 1 and leaving at the bottom of the
tower. Regeneration gas is flowing to Tower 2. Regeneration flow is usually the opposite direction of
adsorption.
Tower 1
Tower 1 is Adsorbing; Tower 2 is Regenerating
Figure 15.7 Pipe Manifold for 2-Tower Adsorber Plant
The positions of the various switching valves are indicated on the drawing. When the towers
are switched, that is, the flow of inlet gas is diverted from Tower 1 to Tower 2, the position of each
switching valve changes to the opposite of that shown on the drawing. In other words, each valve that
is closed moves to the open position, and vice versa.
The regeneration gas lines and valves are smaller than the main flow lines because the flow
rate of regeneration gas is considerably less than that of the main process flow.
Plants with 3 or more towers may operate with one tower in cooling service while another
tower is in heating service. This requires another pair of switching valves for each tower as shown in
Figure 15.8.
Switching valves are usually ball valves with soft seats to assure positive shut-off. When a
switching valve is in the closed position, the difference in pressure on one side of the valve from the
other is usually less than 2 bar [29 psi]. Thus, a closed valve does not have to withstand a high
pressure difference from one side to the other.
GAS PROCESSING OPERATIONS 15.9
SOLID BED ADSORBERS
To~,3 1
Tower 2
Tower 1
1
1
Tower is Adsorbing; Tower 2 is Heating; Tower 3 is Cooling
Figure 15.8 Pipe Manifold for 3-Tower Adsorber Plant
Switching valves in the regeneration gas system are subject to a temperature change of as much
as 300°C [S72°P] during each cycle. This requires that the valves be made of material that will stand
up in high temperature as well as changing temperature service.
A pneumatic or electric activator is mounted on valves in plants that are not manually switched.
Pneumatic actuators are usually a piston or diaphragm type. A timer usually activates the switching
sequence that results in valves changing from one position to another.
Each valve may operate several times a day, sometimes over a wide temperature range, and the
fluid flowing in the valve often contains particles of adsorbent. This combination of frequent opera-
tion, wide temperature range, and erosive fluid is one of the most demanding services on any equip-
ment in the oilfield. Proper valve selection and maintenance is required to assure trouble-free opera-
tion.
The valve switching arrangement may vary considerably on plants with three or more towers,
depending upon the type of cycle. A 3-tower plant may have one tower regenerating, and the other two
towers in parallel adsorbing service, or it may have one adsorbing, one cooling, and one heating. A
4-tower plant may have two towers adsorbing and two towers regenerating at the same time.
15.10 SANTOS LTD.
THE ADSORPTION PROCESS: PRINCIPLES OF ADSORPTION
THE ADSORPTION PROCESS: PRINCIPLES OF
ADSORPTION
Equilibrium Loading
Almost all solid materials can act as adsorbents under proper conditions. A good example is a
mirror or a window, which is "fogged" with water. In this case, the glass surface acts as an adsorbent.
Conditions are such that water, which is in the air as a vapor, condenses on the glass surface.
In a gas system, the amount of material that condenses on the adsorbent, and the amount that
remains in the gas, respond to a relationship referred to as equilibrium. This relationship is different
for each adsorbent-adsorbate combination. At equilibrium, an adsorbent can hold a certain amount of
the adsorbate when it is in contact with a gas containing a specific amount of the adsorbate.
If the amount of adsorbate in the gas changes, then a new equilibrium will control the relation-
ship. The adsorbent will hold a different amount. Usually the amount of adsorbate that can be held by
a solid material will be greater if there is more in the gas.
Temperature will also influence the equilibrium relationship. At higher temperatures, the ad-
sorbent will hold less than at low temperature.
The equilibrium relationship can be shown by adsorbent loading curves such as those shown in
Figure 15.9. Each curve in this figure shows the amount of water held by various desiccants at a given
temperature and relative humidity.
These water loading curves, and similar curves which are published for other types of adsor-
bents, are based on laboratory conditions. Such conditions are never possible in an operating plant.
;.~.
.....-
44
, .' ,
6-«.' ,., .'
0~O~"
so~ ".
7-;.. . . .'
36
/' ~. /
,
"
~ /' 0"
.~(J;,,~/ .'
.
0
-0 /' co~ -?<.,
Q)
.D 28 ,~
....
0
(J) // ." "
-_. ---
"0
«.... ./.
..... .' "
Q)
20
I- ,/....
......
1ii
~
12
~O~0
V
~0(j-l.0
.~/
../ /
_.........-
.... ........
............ ........
I1/'::'
~." ............ l.ecl
---
!'-c\i"'O oo~
~,~
,
.' ~.'\ ' ~'O, ~
/,,, ......... .... !,-\\}(j\\
4
r,'
o 20 40 60 80 100
Relative Humidity, %
Figure 15.9 Static Equilibrium Capacity vs. Relative Humidity for Selected Solid Desiccants
GAS PROCESSING OPERATIONS 15.11
SOLID BED ADSORBERS
For this reason, the operating loading for an adsorbent is always much less than the published equilib-
rium values. We say that the adsorbent in a plant reaches a dynamic equilibrium loading. This is
usually called the "useful capacity" of the adsorbent under the operating conditions of the plant. As a
"rule-of-thumb," the useful capacity of an adsorbent in gas systems is usually about 40-45% of the
static equilibrium capacity shown in Figure 15.9. In liquid systems, the useful capacity is often 20-
30% of the static equilibrium capacity.
Each adsorption process plant acts like an equilibrium "system." In a dehydrator, for example,
the adsorbent takes water from the gas in an attempt to load to the equilibrium level. During regenera-
tion the adsorbent has more water than it can hold in equilibrium with the hot gas, so it gives up water.
Some adsorption systems are designed to remove contaminants other than water. For example,
H 2S can be removed by adsorption. In this case, the adsorbent would be molecular sieves. The opera-
tion would be based on the molecular sieve-H2S equilibrium relationship.
In some plants the adsorbent is chosen to remove more than one contaminant. In that kind of
plant the adsorbent will have an equilibrium relationship with each of the different adsorbates.
Selectivity
Most adsorbents hold some types of material more strongly than others. This characteristic is
called selectivity. Since there are many different materials in a natural gas stream, it is important to
use an adsorbent that is selective for the main contaminant to be removed. If two materials are to be
removed in the same system, the adsorbent must be chosen to have selectivity such that those two are
the ones most strongly held.
It is not always possible to find an adsorbent that shows proper selectivity for every combina-
tion of contaminants. Sometimes it is necessary to use two different adsorbents in the same system to
remove two different adsorbates. Likewise, some materials in the gas stream may be attracted to an
adsorbent, even if it was not chosen to remove them.
Competition
When a gas stream contains more than one material that can be adsorbed, the adsorbent's
capacity for each will be less than if there were only the one adsorbate. This is because the different
adsorbates will compete for the surface where they can be adsorbed. Such competition can change the
performance of an adsorption system. Methanol is an example of one contaminant which can compete
with water for an adsorption site.
Adsorption From a Moving Stream
When adsorption processes are used to treat natural gas, the adsorbent is contained in vessels
called adsorbers or adsorber towers. The adsorbent in the towers is referred to as beds of adsorbent.
Gas is piped to the towers so that it flows through the bed of adsorbent. Sometimes the flow is
from bottom to top, but more frequently it is from top to bottom. During the time the gas is in contact
with the adsorbent, the adsorbates transfer from the gas to the inner surface of the adsorbent, where
they are held. In liquid systems the flow is from bottom to top.
As gas or liquid flows through an adsorption plant, the transfer of adsorbate from the fluid to
the adsorbent surface is governed by the equilibrium relationship for the particular adsorbent-adsorbate
system, at the temperature and adsorbate content of the inlet fluid. When the adsorbent has been
15.12 SANTOS LTD.
THE ADSORPTION PROCESS: PRINCIPLES OF ADSORPTION
loaded to equilibrium, the bed is not able to remove any more of the contaminant from the fluid. The
fluid is then switched to another tower containing fresh or regenerated adsorbent. All plants have two
or more beds that can be switched back and forth in this manner.
When gas or liquid flows through a bed of adsorbent it does not remain in contact long enough
to establish a true equilibrium condition. Rather, a "dynamic equilibrium" condition develops. Figure
15.10 illustrates the progress of a desiccant bed loading to dynamic equilibrium in a gas dehydration
plant.
The strength of attraction between the desiccant and the water in the fluid is called the "driving
force." The driving force determines how fast the water will be adsorbed. When this force is large, the
rate of water transfer to the desiccant is very fast. The driving force is proportional to the difference
between the actual water loading on the desiccant and the water loading the desiccant could hold if it
reached equilibrium with the fluid.
When adsorption first starts in the system, the gas is saturated with water,and the desiccant has
almost no water. This is a strong driving force, so the water in the first bit of gas will rapidly transfer
to the top layer of desiccant (bottom layer is liquid systems). The adsorption will be fast, but it will
not be instantaneous. The gas will still have some of its water when it reaches the next layer of
desiccant.
Since some of the water has been adsorbed, the water content of the gas at this point is less
than when it entered the bed. The driving force for adsorption is less than at the start because there is
less water in the gas. Since the driving force for adsorption of the remaining water is less than was the
driving force in the beginning, the next bit of adsorption will be slower. As the gas continues its
downward flow, its water content is continually reduced and the driving force for adsorption of the
small amount of remaining water is also lower. At some point, the water content in the gas is so low
that there is no driving force to move it to the desiccant.
The gas passes on through the rest of the bed, with no change in its water content, and no
change in the water content of the desiccant. As gas flow continues, the water in the desiccant contin-
ues to increase so the driving force becomes less at each point along the bed. Finally the first layer of
desiccant becomes loaded to dynamic equilibrium with the incoming gas. This means there is no
longer a driving force for water to be adsorbed in that layer, so the gas has to pass farther into the bed
before it gives up enough water to be in equilibrium with the active desiccant. The distance the gas
travels between the layer of desiccant that is loaded to dynamic equilibrium with the feed, and the layer
of desiccant that adsorbs no water because there is no driving force, is called the mass transfer zone
(MTZ). Another way of thinking of the mass transfer zone is the distance through the bed that the gas
travels as its dew point changes from that at the inlet to that at the outlet. As more wet gas enters the
adsorber, more of the inlet part of the desiccant becomes loaded to dynamic equilibrium. This means
that the gas has to travel farther into the bed to give up its water. The mass transfer zone moves deeper
into the bed, as shown in Figure 15.10.
The speed at which the transfer zone moves through the bed depends on the amount of water in
the gas and the gas flow rate. In a properly designed system the mass transfer zone will reach almost
to the bottom of the bed at the end of the adsorption cycle.
Different types of adsorbers are designed with different rates of mass transfer travel. LPG
sweeteners, for example, are designed for very slow movement, maybe something in the order of one or
two meters per day [3-6 ft/day].
GAS PROCESSING OPERATIONS 15.13
SOLID BED ADSORBERS
Wet Inlet Gas Wet Inlet Gas Wet Inlet Gas
T
Mass
Transfer
Zone
Saturated
Mass With
Transfer Water
Zone
Active
Active
Mass
Transfer
Zone
Dry Outlet Gas
t
Dry Outlet Gas Dry Outlet Gas
Start of Cycle Midway in Cycle End of Cycle
Entire bed is active at start of Midway in adsorption, upper At the end of adsorption, the
adsorption. The mass transfer part of bed is saturated and bottom of the mass transfer
zone is at the top of the feed. lower part is active. Mass zone is at the bottom of the bed.
transfer zone separates the two
layers.
Figure 15.10 Movement of Mass Transfer Zone through Adsorbent Bed
Gas dehydrators, on the other hand, frequently have mass transfer zones that move as fast as
ten or twelve meters per day [33-40 ftlday], and some hydrocarbon dew point control plants have
hydrocarbon mass transfer zones that move as fast as six or seven meters per hour [20-23 ftlhr].
When the MTZ gets so near the outlet that there is no longer a layer of active desiccant to dry
the gas, the gas will leave the bed containing a small amount of water. This point in the adsorption
cycle is called break-through. Gas must be switched into a fresh tower at this point. Otherwise, the
water content of gas leaving the tower will rise, as shown in Figure 15.11.
In some dehydration plants, the outlet gas from an adsorber is continuously tested for water
content. During the period when there is active desiccant below the mass transfer zone, the water
content will be constant. It will be at the level determined by the equilibrium relationship between the
regenerated desiccant and the gas. At the break-through, the water content of the outlet gas starts to
rise. A plot of outlet gas dew point vs. time is shown in Figure 15.12. Of course, properly designed
and operated plants switch beds before break-through occurs.
The capacity of an adsorption plant is based on the amount of material it can adsorb before
reaching break-through. This is expressed as a percent of the total desiccant weight.
15.14 SANTOS LTD.
THE ADSORPTION PROCESS: PRINCIPLES OF ADSORPTION
Wet Inlet Gas Wet Inlet Gas
Mass
Transfer
Zone
t - DP
- DP
- DP
e
= 300 [86°F]
e
= 200 [68°F]
e
= 100 [50°F]
- DP = ooe [32°F]
DP = 30 0 e [86°F] "
DP = 20 0 e [68°F] "
DP = 10 e [50°F] "1== =:=:;===1
0
t
Outlet Gas Outlet Gas
DP = O°C [32°F] DP = WC [50°F)
Gas dewpoint at various positions in mass When the bottom of the mass transfer zone is
transfer zone. Dewpoint of outlet gas is the below the desiccant.
same as that at the bottom of the zone.
Figure 15.11 Gas Dew Points in Mass Transfer Zone in Dehydration Tower
Problem 15.1: Desiccant "A: and desiccant "B" both have the same equilibrium capacity for
water under the operating conditions in a large dehydrator. However, desiccant
"B" is known to have a mass transfer zone that is almost twice as long as desiccant
"A." Which desiccant will hold the most water before break-through is reached?
l00F
75T INLET AIR DEWPOINT - - - - - - --
I-
z
(5
0.. 50T
3:
w
0
ct:~ 25·F
:;:;:
t:i O'F
--'
I- BREAKJl1ROUGH
:::J
0
-25'F
-50'F
0 2 3 4 5
DRYING TIME. HOURS
Figure 15.12 Typical Break-Through Curve for Gas Dehydration
GAS PROCESSING OPERATIONS 15.15
SOLID BED ADSORBERS
Regeneration
After a bed of adsorbent is saturated with water, the inlet process fluid is switched to a fresh
bed of adsorbent, and the saturated bed is regenerated. Most process adsorbers are regenerated by
passing hot gas through the bed. The hot gas heats the adsorbent and the water, and creates an equilib-
rium situation such that the adsorbent gives up most of the water. In other words, the water is "boiled
out" of the adsorbent, and is carried out of the system in the hot gas stream flowing through the bed.
Temperature is the primary factor that affects the amount of water that is removed from the
adsorbent, and the rate at which it is removed. The higher the temperature, the faster and more com-
pletely the water is removed.
Of course there are some practical limits on the temperature that can be used. These vary with
the different kinds of adsorbents. The carbons can usually be reactivated with gas temperatures below
315°C [600 0 P]. This is usually about the upper limit of regeneration systems. Even at such a high
temperature, some of the high boiling fractions and traces of compressor lubricant may not be com-
pletely removed. Sometimes activated carbon systems are designed so the beds can be stream stripped
to assist in removal of some of these heavy compounds.
Molecular sieves in dehydration service can be regenerated with gas temperatures as low as
250°C [482°P], and some plants operate in this range, but most systems are usually regenerated at a gas
temperature of 315°C [600 0 P].
Silica gels and activated aluminas give up their water at lower temperatures, so they can be
regenerated with gas temperatures as low as 200°C [392°P].
In hydrocarbon adsorption plants, the cycles are very short, so it is essential that heat be sup-
plied very rapidly. In these systems, the regeneration gas is sometimes as hot as 345°C [652°P]. Even
when long heating periods are used the regeneration gas temperature needs to be 25-40°C [45-70 0 P]
higher than the required adsorbent temperature. This is because the effectiveness of regeneration will
depend upon how hot the adsorbent gets, and not how hot the regeneration gas is.
Regenerating with gas at a high temperature does not in itself ensure heating the adsorbent
enough to "cook out" the adsorbed material. With gas at a temperature of 315°C [600 oP], the highest
temperature that the adsorbent will reach is about 290°C [555°P]. To put it another way, the highest
temperature the adsorbent will reach is about 25°C [45°P] below the temperature of the regeneration
gas. The size and design of the heater provided to heat the regeneration gas stream usually limits the
temperature to which the bed can be heated during regeneration.
The flow rate of hot gas must be sufficient to carry out the water that is boiled off the adsorb-
ent, as well as supply the heat to raise the temperature.
At pressures below about 40 bar [580 psia] the quantity of gas required to heat the system is
usually more than ample to carry away water from the adsorbent. However, at higher pressures the
water capacity of the gas is reduced and it is sometimes necessary to use more regeneration gas than is
really required just for heating in order to have the necessary water carrying capacity. This problem
does not usually occur with systems designed to remove adsorbates other than water.
Pailure to remove all of the water results in an overall loss of capacity by the system. If only
90% of the water is removed during regeneration, the capacity of the adsorbent will be only 90% of its
potential. Consequently, it is desirable to make sure the bed is heated enough during regeneration to
remove the maximum quantity of water from the bed. Even so, it is not at all uncommon for systems
to leave up to 1% loading on the bed after regeneration.
15.16 SANTOS LTD.
THE ADSORPTION PROCESS: PRINCIPLES OF ADSORPTION
After the bed is heated and the water is removed, the bed must be cooled in order for it to
recover its adsorptive capacity. A hot adsorbent will have little capacity because of the equilibrium
relationship which was discussed earlier.
Cooling is usually accomplished by diverting the regeneration gas flow so that it does not flow
through the heater, but instead flows directly to the hot tower. Flow is maintained until the bed is
cooled to a temperature about 25°C [45°F] above the temperature of the main process stream.
The flow of regeneration gas in an adsorber may be in the same direction as the main process
stream, or it may be in the opposite direction, depending upon the efficiency of regeneration that is
required.
If high efficiency is required, that is, essentially all of the adsorbed material must be removed
from the adsorbent, regeneration gas flow is in the opposite direction (counter-current) to the main
process flow. This flow arrangement is used in plants removing sulphur compounds from gas and those
which must remove virtually all water from gas so that it can enter a low temperature processing plant.
Almost all of the gas dehydration plants use counter-current regeneration. Figure 15.13 shows a typical
two-tower system with counter-current regeneration flow.
Regeneration
Process
Gas Inlet
Regeneration Gas
Temperature Recorder
t . . Gas Outlet
" Regeneration ltl-.--,,-~
•
Gas Separator
To Liquid
Disposal
To Liquid
Disposal Tower 1
(Regeneration) ~~~
Temperature
Controller
-"'II'--"'II'---I~
1------ - -----1-.....---...;..; . . . - - -......,
Fuel
Gas "~~=LJ '=::::::::?_~~
Regeneration
Gas Heater ...
Regeneration
Gas from
Outlet Gas Filter
Outside Source
Figure 15.13 2-Tower Adsorber Plant with Counter-Current Flow of Process and Regeneration Gas
GAS PROCESSING OPERATIONS 15.17
SOLID BED ADSORBERS
With adequate gas flow and temperature, it is fairly easy to remove most of the adsorbed
material from the adsorbents used in various types of plants. However, the last little bit of adsorbed
material, even water, is held so strongly that it is much more difficult to remove than the bulk of the
adsorbate. Three conditions help in removal of this last "trace." They are: temperature, time, and a
pure regeneration stream that contains virtually none of the material that is being stripped from the
adsorbent.
In a commercial gas or liquid adsorber, the temperature is usually limited to a maximum of
343°C [650°F] by the fabrication code under which the tower was built. So, even if the adsorbent
could stand the higher temperature, the vessel could not.
Heating time is another variable that cannot easily be extended in a commercial plant. When
the most complete removal of adsorbed material is desired, it is common practice to choose a regenera-
tion stream that is free of that particular material. In a dehydrator on the feed to a cryogenic plant, for
example, dry process gas from the plant, such as the demethanizer overhead, may be used for regenera-
tion gas. This gas has been through the process, and contains almost 0% water. It can help strip the
adsorbed water more completely and thus enable the dehydrator to establish an equilibrium situation
which will provide the most complete water removal from the gas being treated.
In a sweetener (sulphur removed), it is desirable to remove as much of the adsorbed sulphur as
possible during the regeneration of the adsorbent. These plants are usually designed with a "soak"
period in the heating portion of the cycle. This simply means that the bed is held at maximum tem-
perature for a half hour to an hour. The "soak" period permits time for the last traces of adsorbed
sulphur to be stripped from the adsorbent. This, in tum, allows the adsorber to do a more complete job
of removing sulphur during the next cycle.
In most plants the time allowed for adsorption, heating and cooling is controlled with a simple
timer. The ratio of time allowed for each function is about 8-5-3. That is, if the adsorption period is
eight hours, the heating period will be five hours and the cooling period will be three hours. In a liquid
treater, such as an LPG dehydrator, it is necessary to provide time to drain and refill the liquid before
and after regeneration. In those plants, the total time available for heating and cooling is always less
than the time of adsorption.
The reason that the cooling period is usually shorter than the heating period is that 20-40% of
the heat input is used to boil off the adsorbed material. The balance of the heat input transfers to the
adsorbent. Only the heat to the adsorbent must be removed during cooling.
Miscellaneous
Several adsorbents can be used to dehydrate gases and liquids. Some of these are shown in
Figure 15.9. Many combinations of adsorbents and adsorbates have been studied, and the relationships
have been published. Unfortunately, operating plants never achieve the theoretical loadings that labora-
tory studies predict. This is due to several factors:
1. There is almost always more than one possible adsorbate in a gas or liquid stream. The
competition for adsorption space reduces the capacity of the adsorbent. This is true even
for a material like water that is preferentially adsorbed.
2. The competition for adsorption space increases the time it takes to transfer the preferred
adsorbate from the inlet fluid to the adsorbent. This increases the length of the mass trans-
fer zone. With a longer mass transfer zone, there is less bed to achieve equilibrium with
the feed stream, so less of the bed will achieve maximum loading in any period.
15.18 SANTOS LTD.
NORMAL OPERATING CYCLE
3. All adsorbents become contaminated as they are used. It is said that adsorbents "age." The
contaminants are usually heavy hydrocarbon materials, such as compressor lubricants, or
the reaction products formed by the heavy hydrocarbons during the hot regeneration period.
These contaminants do not vaporize and leave the bed during regeneration. After many
cycles their concentration will build up. They take space on the adsorbent surface that
could otherwise be available for adsorption. Sometimes they form on the outer surface of
the adsorbent particles and block the access to the inner pores. Either way they keep
desired adsorbate from the adsorption surface, so they reduce capacity.
Figure 15.14 shows the way a typical adsorbent loses capacity through aging. A curve like this
one can be developed for any adsorption tower. Periodic tests are run to determine the capacity of the
desiccant. The results are plotted against time in a similar fashion. Then, as the bed continues to age,
you can project the curve and know when it will be necessary to change the beds. They will have to be
changed when the capacity becomes so low that they cannot treat for as long as it takes to regenerate.
15
~ l.. ..J .L J L IJ I I 1 1 1 11- ...J .L
+-:- .l.H+1- -+:- +..J 1- -l f- "'T - i- t ..J . L
t- H+r -t t- T .., t--t .t- 1" 1 t- .., T
Capacity
~- T t- el T I" ,J:: ~ h Test T I r 1" -I
u I +- --to ~ -I- I- -I- Points + I- +- _I.D5iccant
" 'I I I I I I , '-I L J - 1- l.. ..J L -I- .1-
«
r ..,
Capacity rSurve
~~ ..J L J !- ~ 0:.:.- l...
-i l i ! - + -y -I- I- -I- I-.j.: -I-...l
T T -I r ...!. .!-
Ul-
I 10 "1 1"1 'r- i 1- "i-=t=- t--t r- -y -I ;- -j r- -;- ' 1- T h ;- "1 ·1-;; + -1 -1-:-1
Changeaut Point
I-
+4- :t:1-
1-0
:z - -I l- ..\.. -I +- -1 - -1--1 L I::t' '*- --!::. -1 t- -t '1- T -t t--t l- ..\.. -I 1 .~ I 1 I
«w
U~ "i Cj t :T 'i- T .., I ll. ;- +-: ~ :::I- .L 1... ..J L
-r L ..\.. -;\ L -l L
I" T
U
(/)
--I r-t '1- T 1-+ -l +--1 I- + -I T .., T I r T .., I -t =r= t -I 'F 9 ' j:: -t 1-
W
0
.J L J .L ...L ,L . .L -! L I-!- .L ...L _I +---1 1--+ .1- +- --1 +-J I- + _I +- -l I- J .I-
5I r I" T T r T --, T Ii T T -, L ...J !- .J. .!- l... -! L
I"
L ...L -, .l.. ...J L
'1" r
o 500 1000 1500 2000 2500 3000
CYCLES
Figure 15.14 Desiccant Capacity Decline Curve
NORMAL OPERATING CYCLE
Flow through a typical two-tower gas dehydration system is shown in Figure 15.15.
1. The inlet wet gas flows through a control valve and enters adsorber tower 2 where water is
removed from it. Dry gas leaves the bottom of the adsorber tower, flows through a filter,
and exits the plant.
2. Regeneration gas is provided from dry process gas. The regeneration gas flows through the
heater during the heating phase, and through the by-pass line during the cooling phase. In
both phases, the gas flows to the bottom of tower 1.
3. Regeneration gas leaves the bottom of tower 1 and flows through a cooler and enters a
separator, where water and liquid hydrocarbon are removed with a level control system.
Gas leaves the top of the separator and joins the wet inlet gas stream entering tower 2.
In a liquid dehydration system, the process is similar except that drain and fill cycles must be
added to the switching sequence. At the end of the adsorption period, the tower must be drained. This
usually requires 5-10 minutes. The tower is now ready for regeneration. Regeneration flow is typically
downflow in liquid systems (opposite direction of adsorption).
GAS PROCESSING OPERATIONS 15.19
SOLID BED ADSORBERS
Regeneration
Process Regeneration Gas t . . Gas Outlet
...
Gas Inlet Temperature Recorder
Regeneration )0-_.-;-_._-'
Gas Separator
...
To Liquid
Disposal
To Liquid
Disposal Tower 1 Tower 2
(Regeneration) ~~~ (Drying)
Temperature
Controller
I---------- -~............--·----..-,
:::::?-~--tI
Fuel
Gas .=Il.(s:::=:=LJ '::::
Regeneration
Gas Heater .
Regeneration
Gas from
Outside Source
Outlet Gas Filter
Figure 15.15 Flow Diagram of 2-Tower Gas Dehydration Plant
After the cooling portion of the regeneration cycle is completed, the tower must be filled with
liquid. This again will typically require 5-10 minutes. The tower is now ready for adsorption.
During the heating phase of regeneration, when gas flows through the heater, the temperature
controller in the gas line out of the heater regulates the fuel to the heater. The temperature controller is
set 50-100°C [90-180 o PJ above the temperature to which desiccant in the adsorber must be heated,
depending upon the design of the system. If the desiccant must be heated to a temperature of 235°C
[455°P], the set point on the temperature controller is positioned at 50-100°C [90-180 o PJ above this
temperature. The temperature controller will hold the gas at set point temperature by regUlating flow
of fuel to the heater.
After regeneration of tower 1 is complete the towers switch so that the inlet gas stream flows to
tower 1, tower 2 then begins regeneration. This is shown in Figure 15.16.
Because an adsorber system requires the feed stream to be switched from one tower to another,
its operation is a bit different from most gas processing systems which are continuous.
Some plants are built with completely automatic controls that make the required tower switches
with no operator assistance. Others are completely manual, which requires the plant operator to open
and close every valve used in the switching sequence. Of course, there are all sorts of variations
15.20 SANTOS LTD.
NORMAL OPERATING CYCLE
Regen
Process • Gas
Gas Outlet
Inlet
.
INLET GAS
SEPARATOR
To Liquid
Disposal
TOWER 1 TOWER 2
(Drying) (Regenerating)
Process
I~ ------- ----l-""'_ _- - - - - - " " - - '
.. • Gas
6~~ .=:M:::=U 1~========?--J-oM-.....y Regen Gas Outlet
Temp Recorder
REGENERATION
GAS HEATER
•
Regeneration
Gas From
Outside Source
OUTLET GAS
FILTER
Figure 15.16 Valve Switching Sequence to Divert Process Gas to Tower 1 and Regenerate Tower 2
between these two extremes. Also there are variations in the number of towers and in the flow pattern
used for the different streams. In any plant, however, the main consideration in making a tower change
is to disrupt the process flow as little as possible.
Cycle Control
A typical 2-tower gas dehydration plant may operate on an 8-hour cycle. During the 8-hour
period, the main process gas is flowing through one tower, and the other tower is regenerating. The
tower is heating for about 5 hours, and cooling for about 3 hours.
The simplest control for operating the sequencing of valves and changing the tower is a "cam
timer." It is set to actuate the switching valves at pre-set intervals. The advantage of this cycle con-
troller is its simplicity. The chief disadvantage is that it results in high operating costs.
The major operating expenses of an adsorption plant are:
1. Fuel to the regeneration gas heater.
2. Adsorbent used in the towers.
Both are affected by the frequency at which a tower is regenerated. The life expectancy of
desiccant is related to the number of times it is regenerated. A typical desiccant life is 2500 to 3000
regenerations. In other words, after it has been heated and cooled that many times, it must be replaced.
GAS PROCESSING OPERATIONS 15.21
SOLID BED ADSORBERS
This number will vary with the type of desiccant and service, but the number of regenerations is one of
the main factors which determines the life of an adsorbent.
When adsorbent is new, it will hold almost twice as much material as it will after it has been in
service for several hundred regenerations. Consequently, the cycle time can be much longer with new
adsorbent. Also, during periods of reduced gas flow rate less material has to be removed from the gas,
so the cycle can be lengthened.
Let's assume for the moment that desiccant in a 2-tower gas dehydration service has a useful
life of 2700 generations. Suppose a timer is used for switching towers and it is set for an 8-hour cycle.
This means that each tower will be in adsorbing service for 8 hours followed by 8 hours of regenera-
tion. It is regenerated once every 16 hours. Since it has a life of 2700 regeneration cycles, it will last
16 x 2700 = 43 200 hours or 4.9 years.
Suppose the plant has measuring devices that control the cycle so that a switch does not occur
until the desiccant is fully loaded with water. With new desiccant and/or a low gas flow or tempera-
ture, the cycle may last for 24 to 30 hours. The average adsorption time for 2700 regenerations could
be extended to 12 hours. The total cycle time (adsorbing + regenerating) is 24 hours. The desiccant
life is 24 x 2700 = 74800 hours or 7.4 years.
PROCESS TROUBLESHOOTING
Basically, the adsorber is a simple piece of equipment, and it is expected to do a well defined
job- remove a contaminant from a gas or liquid stream. There may be times, however, when this job is
not done, or is not done as well as desired. Most problems are fairly easy to define and solve. There
are really only about three problems that you may encounter:
1. The ad sorber produces specification product part of time, but not for the entire cycle.
2. The adsorber does not produce specification product at any time in the cycle.
3. Pressure drop in the adsorber becomes so high that gas flow must be reduced due to lack of
adequate pressure, or for fear of damage to internal bed support structure.
The problem of not producing specification product for an entire cycle points out a misunder-
standing in terms that are sometimes found in discussions of adsorber operation. There are two terms
used to define adsorber performance: capacity and efficiency. Capacity refers to the amount of con-
taminant that the adsorber can hold while producing a consistent product. Efficiency refers to the
degree to which the adsorber can remove a contaminant. The two measures of an adsorber perform-
ance are not necessarily related.
For example, a system that is expected to dry a fluid to a certain outlet dew point for an 8-hour
period may dry to well below the specified dew point, but for only six hours. After that, the dew point
rises because the mass transfer zone has moved to the bottom of the bed. In this case, the efficiency of
the ad sorber is all right but the capacity is too low.
In another case the adsorber may be able to produce a constant dew point for more than the
required eight hours, but the constant dew point might be twenty degrees above the specification for the
system. In this case the capacity is all right, but the efficiency is not adequate.
Capacity Too low
When the capacity is low, the plant produces specification outlet product during the first part of
a cycle, and then product is off-spec during the latter part.
15.22 SANTOS LTD.
PROCESS TROUBLESHOOTING
When an ad sorber indicates inadequate capacity it is easy to decide that the adsorbent needs to
be replaced. This may be the case, but a few checks should be made before the money is spent for a
new bed.
1. Make certain that the inlet gas conditions have not changed so that there is more of a load
coming to the adsorber than it was designed for.
Example 15.2: A dehydrator was designed to operate on a stream of natural gas at a pressure of
120 bar and temperature of 2S0C [1790 psi and 77°F]. The plant operated satisfac-
torily for several months after it was started in late September. Then it was found
that break-through was occurring before the end of the normal 8-hour adsorption
period. A case of too low capacity? Records were examined and it was found that
during the hot summer months the inlet gas to the plant was actually averaging about 30°C [86°F].
This did not seem like much of a change in the operation, but a check of the water content of the gas
proved it was quite a drastic change. At 2SoC [77°F] the saturated inlet gas contained 340 kg of
water per million std m3 [21 IblMMscf]. At 30°C [86°F] the gas contained 440 kg of water per
million std m3 [27 IblMMscf]. This was an increase of 29%. With such an increase in water load it
was not difficult to understand the apparent loss in capacity.
2. Other seemingly minor changes in operating conditions can have equally dramatic influ-
ence on the operation of an adsorber. A change in the wells, or formation from which the
feed comes, can be important. Remember we learned about how various materials can
compete for space on the adsorbent surface. Check to make sure the feed does not contain
alcohol, glycol or other chemicals from injection operations.
3. Make certain that the meter used to measure the dew point or other contaminant is accu-
rate. The test cells used in many modern instruments will occasionally pick up contamina-
tion which alters their level of response. It is good practice to keep a spare cell, or probe,
and check the system periodically.
4. If the plant has been tested for capacity on a regular basis, and an adsorbent capacity
decline curve prepared, examine the curve. Did the loss of capacity occur suddenly, or is it
in line with the curve developed from the periodic tests? If it is sudden, examine plant
records to see what else may have happened about that time that was unusual. For exam-
ple, was the feed system pigged? This will frequently overload the inlet separator and
dump liquids on the adsorbent bed. If only one tower in a two-tower plant is showing the
capacity problem, it will probably be the tower that was on line at the time of the pigging.
This type of capacity loss will usually cure itself after several cycles, unless crude oil gets
into the bed and cokes it up.
If the system has the capability, give the bed a higher than normal regeneration temperature
for a few cycles, or give it a longer heating period. This will help clear out the heavy
hydrocarbons and the excess water that probably came with them.
S. Make certain that liquid is not entering in the inlet gas to the adsorber. If this is the
situation, the liquid hydrocarbons will coat the adsorbent and make it operate as if it were
in a liquid system. In that case the transfer of water from gas to adsorbent is very slow, so
the mass transfer zone is much longer than normal. This means there is less adsorbent to
reach dynamic equilibrium, because so much is in the transfer zone. The result is a drastic
decrease in capacity of the adsorber, and premature break-through.
6. Monitor the pressure drop across the bed. This will require a differential pressure gauge,
as shown in Figure IS.17, because inlet and outlet pressure gauges are not accurate enough
GAS PROCESSING OPERATIONS 15.23
SOLID BED ADSORBERS
to measure small differences such as Inlet
that which should be typical over a bed. Process
Fluid
The pressure drop across the bed
should be checked periodically if the
unit is not equipped with a permanent
differential pressure gauge. If there is
a sudden increase in bed pressure
drop, it can mean that some contaminant
has entered the bed, or that the adsorb-
ent has broken up. In either case the
result may be poor flow distribution
through the bed, and a resultant fast
break-through.
On the other hand, if the pressure drop
suddenly falls quite a bit, it could mean
that the support has developed a leak
and part of the adsorbent has been lost.
Figure 15.17 Pressure Drop Across Adsorber is
This can be a very real problem in
Measured with Differential Pressure
plants that do not have filters on the Gauge
outlet of the adsorption plant.
7. Make certain switching gas valves are not leaking. Feeling the outlet end of a closed valve
during the heating phase is an easy way of detecting a leak.
loss of Efficiency
When the efficiency is low the plant does not make specification product at any time during the
cycle.
Although the capacity of an adsorbent can be expected to decline as the bed ages, the effi-
ciency of adsorption should not change very much. The degree to which an adsorbent removes mate-
rial from a fluid is closely related to there activation the adsorbent receives. Therefore, much of the
investigation of efficiency problems should center on the regeneration of the bed.
1. In cases where outlet process water content specifications are not being met, it is quite
common for only one tower in the plant to show the problem. In that case the problem is
probably mechanical, possibly a valve that is leaking. Check for leakage by feeling the
lines for above normal temperatures.
2. If the towers have internal insulation, there is a good possibility that there is a crack allow-
ing the fluid to bypass the adsorbent. If the insulation is the "can" type, the exact location
of the crack will be difficult to find without actually dumping all the adsorbent and physi-
cally examining the welds that should seal the "can."
In a tower which has insulation applied to the inside wall there will usually be some leak-
age during regeneration as well as during processing. This will provide a clue as to the
location and extent of the crack. In extreme cases the vessel shell will get hot from leak-
age at the crack area. This may be felt on the outside of the tower, or it may even darken
the paint in a pattern following the crack. If the leak is not enough for such an obvious
display, it may be found by scanning the outer shell with a heat detector during regenera-
tion. This will pinpoint the hot area, indicating the location of the leak in the lining.
15.24 SANTOS LTD.
PROCESS TROUBLESHOOTING
3. Check the regeneration gas temperature recorder charts for the tower. If there is an obvious
change in the pattern it can give a clue as to the cause. Is the bed peaking at the normal
temperature and the normal time in the heating cycle? If the temperature does not reach a
normal peak, it may indicate an abnormally high load, either water or adsorbed hydrocar-
bons. Check the inlet gas analysis. If the temperature peaks very fast it may indicate a
loss of adsorbent, or it may indicate a badly fouled bed. Sometimes beds are contaminated
with heavy hydrocarbons or salt brine. In either case the adsorbent particles may end up
cemented together in large clumps. This can result in very poor gas distribution which will
show up as a very rapid peaking of temperature during regeneration. This condition usu-
ally results in an increase in pressure drop across the tower.
4. If the temperature rises very gradually during regeneration, it may indicate a restriction in
flow. This can be caused by either of the inlet or outlet valves not opening completely, or
by fouled distributor nozzles. Usually the pressure drop problem caused by a fouled distri-
bution nozzle will also show up during the processing portion of the cycle.
High Pressure Drop
In some cases the capacity and efficiency of an adsorber will both be adequate, but the pressure
drop through the bed becomes excessive. This is one of the more difficult problems to recognize, since
many plants do not have good continuous pressure drop measurement. It is most serious in plants with
two or more towers adsorbing at the same time. Some plants have 3 or 4-towers that operate with at
least two adsorbing in parallel. If a pressure drop problem occurs in one tower it will take less than its
share of the flow and put an extra load on the other tower. A high pressure drop, such as anything
above 3.5-4.0 bar [50-60 psi], can result in damage to the bed support structure. This steel work is
usually designed for only two or three times the design pressure drop. It is also a waste of energy
since pressure drop must be made up with a compressor.
1. Try to find if the pressure drop is localized. If there are sample taps or other connections
on the tower at various locations, take pressure drop readings from each possible combina-
tion of points. If all the readings are the same when converted to equivalent lengths of bed,
then the problem is one that will require dumping and examining the adsorbent. If, how-
ever, you find that the pressure drop for the top two-thirds of the bed is eight times the
bottom third, this could indicate the pressure drop is at, or near, the top of the bed. You
should then shut down the system and open the top man way and inspect the adsorbent. If
the top material is badly broken, or caked in a hard layer, it should be removed down to a
level showing little damage. The amount removed will have to be replaced with new ad-
sorbent.
2. If the pressure drop distribution indicates that the problem is in the lower section of the
bed, it is probably the result of broken adsorbent plugging the lower screen or gas distribu-
tor. Sometimes it is possible to vent the tower to the atmosphere and reverse flow the
system to "blowout" the blocking material. This is a temporary solution at best, because
the small particles will soon migrate back to the screen and repeat the problem. The per-
manent solution is to remove and screen the adsorbent to remove fine particles, or replace
the entire charge of adsorbent.
When a plant has to be shut down to correct a pressure drop problem there is a loss of produc-
tion, and usually a large expense in the labor and equipment required to dump and handle the adsorb-
ent. This means that every effort should be made to find the cause of the problem so that it, as well as
the effect, can be corrected.
GAS PROCESSING OPERATIONS 15.25
SOLID BED ADSORBERS
There are three reasons for high pressure drop that account for the vast majority of the prob-
lems encountered in adsorbers.
1. Poor Inlet Distribution
If the inlet distribution system is not doing its job, the result in gas dehydration systems can be
broken adsorbent particles caused by the movement of those on the top of the bed. This type of
problem can usually be detected when the top of the bed is examined after the bed has been in opera-
tion for some time. The top of the bed will not be level as it was when the adsorbent was installed.
Instead, it will be coned, or piled along the outer wall in a "sand dune" effect, as shown in Figure
15.18. This can also occur when a plant is forced to treat more gas than it was designed to handle.
Even a good distributor cannot keep local velocity from becoming too high if the system is overloaded.
INLET GAS
INLET
1
GAS
DISTRIBUTION
PLATE
Tower with
Central Inlet
Nozzle
Results of liquid slugging, or excess gas flow in towers.
Adsorbent has been moved in a "sand dune" effect.
Results are usually broken adsorbent particles and loss of
effectiveness of top part of bed.
Figure 15.18
If it is not possible to install a new distributor in a vessel that shows this type of problem, then
a layer of inert balls should be used to minimize the problem. After the broken adsorbent has been
removed and replaced, the bed should be raked level. Then a layer of screen, similar to that used on
the bottom, should be installed on top of the adsorbent. This layer should be allowed to float freely
and should not be caulked around the edges. A layer of ceramic balls should then be placed on the
screen. This type of bed support material has a density about three times that of the usual adsorbent,
so it will not be moved so easily. Large particles will further reduce movement, so the grade should be
of about 2 cm [3/4 in.] average size. To be effective the layer should be about 15 cm [6 in.] thick.
In liquid systems, poor distribution is usually the result of bed contamination or too low veloci-
ties. Flow should be upflow to minimize channeling.
15.26 SANTOS LTD.
PROCESS TROUBLESHOOTING
2. Slugs of liquid
Another cause of adsorbent breakage in gas systems is slugs of condensate. A well designed
system may be able to handle some excess gas flow with minimum damage. but if a slug of liquid hits
the bed you can expect trouble. The result of such an occurrence will look similar to that described for
poor gas distribution. However. if the condensate in the system contains much heavy material you may
find that much of the broken adsorbent is cemented together in black or gray lumps. The use of a layer
of inert bed support balls will help this situation. But the real cause of the problem should be cor-
rected: The inlet scrubber system should be carefully examined to make certain all is well. Pay par-
ticular attention to automatic dump valves, which may be stuck or so full of rust and other sediment
that they could not "dump" even if they open. In many situations where this is a recurring problem, it
has been necessary to install new, larger scrubbers to afford adequate protection to the adsorbers.
3. Bed lifting
The third most frequent cause of high pressure drop is the result of adsorbent breakage caused
by "bed lifting." It seems impossible, but a sudden surge of flow can actually lift the entire adsorbent
bed from its support material and then drop it back with a bang! This is illustrated in Figure 15.19.
This puts a tremendous pressure on the bottom layer, and usually results in much broken material. The
pieces become lodged in the screen and the result is excessive pressure drop. This is one of the reasons
why the beds should be switched with a minimum of flow disruption. In some plants the regeneration
is done at a pressure quite different from the process fluid. When these plants change from the low
pressure to the high pressure condition it must be carefully controlled to prevent a sudden pressure
surge from lifting the bed and doing much damage.
There is another "pressure change" problem that should be mentioned in this section. In the
operation of any ad sorber there may be times when the vessels have to be opened. This means that
Outlet ..........
Gas .........
......... Inlet
........ Gas
A surge of up flowing gas can lift adsorbent When the gas flow drops to normal, the
from its support. adsorbent will fall to the suport and break
some of the adsorbent.
Figure 15.19
GAS PROCESSING OPERATIONS 15.27
SOLID BED ADSORBERS
pressure must be vented. It is important to do this in a manner that does not allow the pressure to drop
more than 3.5 bar per minute [50 psi/minJ. If the system pressure is lowered at a fast rate there is
danger that light hydrocarbons that may be condensed in the adsorbent will flash and actually crack the
adsorbent particles. This can result in broken pieces throughout the bed. Also, many pieces that do not
actually break may be cracked so that during the expansion and contraction of the following regenera-
tion periods they will eventually break. A bed that is damaged in this manner should be replaced
because it will continue to break down and produce pressure drop problems as long as any cracked
particles remain.
Special Issues in liquid Systems
In general the dehydration of liquids is similar to the dehydration of gases. Water molecules
are attracted into the pores of the adsorbent (desiccant) and held there. This water then "boils off"
during the regeneration heating cycle.
You will remember from previous sections of the text that the flow direction during adsorption
is upflow rather than downflow. Por NGL's, maximum velocities are generally about 1 mlmin [3.3
ftlmin]. Regeneration flow is downflow.
In the adsorption cycle, the hydrocarbon liquid penetrates the pores. The driving force in liquid
systems is much less than in gas systems due to the lower saturated water contents of liquids vs. gas.
Also the rate of mass transfer is lower because it takes longer for a water molecule to move through the
liquid and attach itself to the adsorbent. Por this reason, the liquid should be in contact with the bed
for a minimum of 5-10 minutes to insure good dehydration.
The useful capacities of adsorbents are much lower for liquids than for gases. Por example, a
useful capacity of 6-7% is often used in liquid dehydration systems employing silica gel. This com-
pares to 15-20% for gas dehydration systems.
Important differences also exist between liquid and gas dehydration in the regeneration cycle.
1. The adsorbent should not be heated too rapidly. This is the case because the adsorbent
pores are filled with liquid at the end of the drain cycle. If heating occurs too rapidly the
pressure can build up in the pores to the point where the desiccant beads may burst. A
good rule of thumb is to limit the temperature increase to 4-5°C/min [8-9°P/min].
2. The best regeneration gas is a dry natural gas such as methane.
3. When determining the amount of heat required to regenerate the bed It IS necessary to
include the heat required to boil the liquid hydrocarbons out of the pores.
4. It is sometimes necessary to raise the regeneration temperature 50-100°C [90-180 o PJ above
normal regeneraliull lemperalures. This allows lhe heavier hydrocarbons to be removed
from the adsorbent. These hydrocarbons tend to accumulate on the adsorbent under normal
operation and are not removed from the bed during regeneration. A few "hot soak cycles"
are helpful in driving these contaminants from the bed.
Adsorbent units are widely used to dehydrate hydrocarbon liquids. If properly designed and
operated, these units can lower the water content of the liquid to less than 10-20 ppm.
15.28 SANTOS LTD.
You might also like
- Your Mix Sucks VocalsDocument26 pagesYour Mix Sucks VocalsKarc Chan100% (7)
- Technical Analysis from A to Z, 2nd EditionFrom EverandTechnical Analysis from A to Z, 2nd EditionRating: 4.5 out of 5 stars4.5/5 (19)
- 01 - (2005) HVAC Manual (S16025) PDFDocument246 pages01 - (2005) HVAC Manual (S16025) PDFluis eduardo corzo enriquez100% (4)
- Tm115 - Tm165 Repair Manual Complete Contents: 2002 New Holland North America, Inc. Printed in U.S.ADocument1,898 pagesTm115 - Tm165 Repair Manual Complete Contents: 2002 New Holland North America, Inc. Printed in U.S.AAdam Michalak100% (1)
- Spicer Axle 123Document236 pagesSpicer Axle 123Дмитрий ПодвигинNo ratings yet
- CT3-44-TV Carrier Partes MotorDocument36 pagesCT3-44-TV Carrier Partes MotorJose Ramirez DiazNo ratings yet
- Ehb CC100 CC200 en PDFDocument118 pagesEhb CC100 CC200 en PDFlukesky100% (6)
- 20 - Emmeti - Chillere EH-EHS 90.165 - Manual de Instalare Si Utilizare - CI - 05.07.15 - enDocument41 pages20 - Emmeti - Chillere EH-EHS 90.165 - Manual de Instalare Si Utilizare - CI - 05.07.15 - enLarry Watts50% (2)
- X2100 - X2500 Parts Manual Updated 5 - 9 - 16Document118 pagesX2100 - X2500 Parts Manual Updated 5 - 9 - 16Morena Estatal Arizona100% (2)
- v2203 Di VectorDocument40 pagesv2203 Di Vectorodeth100% (2)
- Body Builder Guidelines Amarok EN 45 2017 PDFDocument160 pagesBody Builder Guidelines Amarok EN 45 2017 PDFOwenNo ratings yet
- Cornelius Ice MachineDocument28 pagesCornelius Ice Machinebookslover1No ratings yet
- Automatic Transmission Mechanical and Hydraulic Systems Phase 2 PDFDocument318 pagesAutomatic Transmission Mechanical and Hydraulic Systems Phase 2 PDFashish gautam100% (4)
- Air Compressor Bendix Tu-Flo 501Document30 pagesAir Compressor Bendix Tu-Flo 501pankituna5487100% (4)
- Powerboat Handling Illustrated: How to Make Your Boat Do Exactly What You Want It to DoFrom EverandPowerboat Handling Illustrated: How to Make Your Boat Do Exactly What You Want It to DoRating: 4.5 out of 5 stars4.5/5 (6)
- Reinforced Concrete Design 9th Edition PDF - Google SearchDocument2 pagesReinforced Concrete Design 9th Edition PDF - Google Searchgodofredo dumaliNo ratings yet
- Cost Coding SystemDocument326 pagesCost Coding SystemAshok Subramaniyan100% (1)
- 81 Ways To Break RapportDocument21 pages81 Ways To Break Rapportdfrecarey88% (16)
- HTTP Contents2.ss - Denso.co - JP Sics Tsics5 Secu Edemo - Asp Docpic Doc5 PDF 0 00500432EDocument68 pagesHTTP Contents2.ss - Denso.co - JP Sics Tsics5 Secu Edemo - Asp Docpic Doc5 PDF 0 00500432EВячеслав ГлушакNo ratings yet
- Autoclaves Catalogue (1) Compressed 1670989242Document52 pagesAutoclaves Catalogue (1) Compressed 1670989242gaming jafarNo ratings yet
- Diesel Engine: Service Parts List ForDocument37 pagesDiesel Engine: Service Parts List ForRafael AntonioNo ratings yet
- Life Boat EngineDocument48 pagesLife Boat EnginePalm LukaszNo ratings yet
- Grizzly Industrial, 15" Planer Instruction ManualDocument45 pagesGrizzly Industrial, 15" Planer Instruction ManualkatfishisgreatNo ratings yet
- Mini Excavator: Parts CatalogDocument143 pagesMini Excavator: Parts CatalogAdil HanNo ratings yet
- Ehb CC100 CC200 en PDFDocument118 pagesEhb CC100 CC200 en PDF123456789_2014No ratings yet
- Carrier v1903 TV 26 00123 v2203 TV 26 00124 Diesel Engine Service Parts ListDocument4 pagesCarrier v1903 TV 26 00123 v2203 TV 26 00124 Diesel Engine Service Parts Listkelly100% (50)
- OMN-FAC-263 Shell and Tube ExchangersDocument13 pagesOMN-FAC-263 Shell and Tube Exchangerssumit kumarNo ratings yet
- CT3.69 Oldd1105engineDocument38 pagesCT3.69 Oldd1105enginehuo sunNo ratings yet
- Carrier Engine v1903-tv 26-00123 v2203-tv 26-00124 Service Parts List PDFDocument45 pagesCarrier Engine v1903-tv 26-00123 v2203-tv 26-00124 Service Parts List PDFMcCutchen OnsiteNo ratings yet
- Lubrication Group 85Document22 pagesLubrication Group 85Jordan RaveloNo ratings yet
- 701 V Series IOM May 2014Document20 pages701 V Series IOM May 2014arrikanNo ratings yet
- v1903 2203tvengineDocument46 pagesv1903 2203tvenginehuo sun100% (1)
- Instruction Manual Use and Maintenance: DuplexDocument38 pagesInstruction Manual Use and Maintenance: DuplexYousef AlipourNo ratings yet
- G722 Mack Gun Tractor Technical Description PDFDocument30 pagesG722 Mack Gun Tractor Technical Description PDFadfumegaNo ratings yet
- Excavator: Parts CatalogDocument237 pagesExcavator: Parts CatalogAdil HanNo ratings yet
- 04 - (2011) HVAC Manual (S16053) PDFDocument151 pages04 - (2011) HVAC Manual (S16053) PDFluis eduardo corzo enriquezNo ratings yet
- Wa-725-2 O&mDocument437 pagesWa-725-2 O&mJamshed AlamNo ratings yet
- Ingersoll Rand IntellisysDocument86 pagesIngersoll Rand IntellisysRaúl Rodríguez100% (1)
- Chillers Air Handlers Atv - 9108682812 - 62740Document28 pagesChillers Air Handlers Atv - 9108682812 - 62740Mazhar HussainNo ratings yet
- Carrier Ct3 44 TV d722 Diesel Engine Service Parts ListDocument3 pagesCarrier Ct3 44 TV d722 Diesel Engine Service Parts Listdanielle100% (52)
- MaintenanceDocument239 pagesMaintenanceFrancis Chanwath100% (1)
- 03 UN 9257 91 Part 1 Quantity Survey of PaintingDocument15 pages03 UN 9257 91 Part 1 Quantity Survey of PaintingJohn RaoufNo ratings yet
- Kubota Diesel Engine Operation S ManualDocument3 pagesKubota Diesel Engine Operation S Manualpearlie100% (41)
- Systemp: Technical Manual For Installation, Scheduled and Extraordinary MaintenanceDocument96 pagesSystemp: Technical Manual For Installation, Scheduled and Extraordinary MaintenancehichamNo ratings yet
- Truck RefrigerationDocument49 pagesTruck RefrigerationIsrael SaucedoNo ratings yet
- Carrier Ct4 91 TV v1505 Diesel Engine Service Parts ListDocument3 pagesCarrier Ct4 91 TV v1505 Diesel Engine Service Parts Listfrank100% (55)
- Fleck Model 7000 Service ManualDocument32 pagesFleck Model 7000 Service ManualjsbatchNo ratings yet
- Aviation Service ManualDocument28 pagesAviation Service ManualArmo MoralesNo ratings yet
- SPERRE Compressor HL290ADocument28 pagesSPERRE Compressor HL290Aboiler steam33% (3)
- Bored PilingDocument23 pagesBored PilingRatha MenNo ratings yet
- Installation, Operation, and Maintenance Manual: Gms Series Pumps D, G, J, N & R SizesDocument47 pagesInstallation, Operation, and Maintenance Manual: Gms Series Pumps D, G, J, N & R SizesJabeer AboobackerNo ratings yet
- Manuel D'utilisation Et Enretien Kubota D1105-16683-89172EDocument42 pagesManuel D'utilisation Et Enretien Kubota D1105-16683-89172EOMARINo ratings yet
- 2005 Folding Trailer Manual FleetwoodDocument63 pages2005 Folding Trailer Manual FleetwoodmNo ratings yet
- BasicsofACHEBrochure WebDocument33 pagesBasicsofACHEBrochure WebTrần Tuấn VũNo ratings yet
- Danfoss Failure Analysis ManualDocument48 pagesDanfoss Failure Analysis ManualLei Zengrong100% (2)
- Drilling Rig PDFDocument464 pagesDrilling Rig PDFfranciscocarvajal15659267% (3)
- Diesel Engine: Service Parts List ForDocument49 pagesDiesel Engine: Service Parts List ForIgnacio OsorioNo ratings yet
- ALternador Delco RemyDocument21 pagesALternador Delco RemyDanielMarinNo ratings yet
- Apd Hc10 CompreDocument53 pagesApd Hc10 CompredavidsevrodNo ratings yet
- Heavy Gear DP9-008 - Tactical Air Support PDFDocument114 pagesHeavy Gear DP9-008 - Tactical Air Support PDFTaekyongKim100% (2)
- Striving for Clean Air: Air Pollution and Public Health in South AsiaFrom EverandStriving for Clean Air: Air Pollution and Public Health in South AsiaNo ratings yet
- NEW Estimate-Shiggon-14-08.2022-FinalDocument107 pagesNEW Estimate-Shiggon-14-08.2022-FinalVaibhavi ShashidharNo ratings yet
- Numerical Simulations of Complex Flows IDocument16 pagesNumerical Simulations of Complex Flows IPedro LeyvaNo ratings yet
- Efficient Computation of The DFTDocument35 pagesEfficient Computation of The DFTNikita ShakyaNo ratings yet
- Daily Lesson Plan: 1. Understand and Respond To Oral Texts in A Variety of ContextsDocument5 pagesDaily Lesson Plan: 1. Understand and Respond To Oral Texts in A Variety of ContextsNora HazlinNo ratings yet
- ClutchhhDocument3 pagesClutchhhAshok PradhanNo ratings yet
- Sheet Metal Testing en 02-2017Document16 pagesSheet Metal Testing en 02-2017madhu77No ratings yet
- OM in 2014 DPE CSRDocument37 pagesOM in 2014 DPE CSRAcs Kailash TyagiNo ratings yet
- Install Armaflex Ducts - EN.US.2017Document26 pagesInstall Armaflex Ducts - EN.US.2017Gabriel MurilloNo ratings yet
- Seismic Design of Buried PipeDocument105 pagesSeismic Design of Buried Pipetnvish100% (4)
- Une en Iso 898-7 TorqueDocument7 pagesUne en Iso 898-7 TorqueMiguel QueirosNo ratings yet
- Dna Replication Lesson PlanDocument14 pagesDna Replication Lesson PlanKatsunori TolentinoNo ratings yet
- Design and Analysis of Exhaust System For The Two Wheeler Using FEADocument8 pagesDesign and Analysis of Exhaust System For The Two Wheeler Using FEASourabh ApteNo ratings yet
- Cheat Sheet Modelling 1718Document2 pagesCheat Sheet Modelling 1718Siti MaisarahNo ratings yet
- UPSC Public Administration Previous Year Topic Wise Segregated OptionalDocument87 pagesUPSC Public Administration Previous Year Topic Wise Segregated OptionalengineernarayanNo ratings yet
- BookDocument193 pagesBookFran SeptaNo ratings yet
- Department of Education: Republic of The PhilippinesDocument4 pagesDepartment of Education: Republic of The PhilippinesJody Al Peralta SahagunNo ratings yet
- Fire Safety Risk AssessmentDocument6 pagesFire Safety Risk AssessmentApep AriefNo ratings yet
- Astana Census 4Document17 pagesAstana Census 4atomxNo ratings yet
- Result Gazette HSSC I A 218 PDFDocument819 pagesResult Gazette HSSC I A 218 PDFASIM RIAZNo ratings yet
- Letter of MotivationDocument4 pagesLetter of Motivationjawad khalidNo ratings yet
- CAD Exercise 1.3Document14 pagesCAD Exercise 1.3Kristina VisayaNo ratings yet
- 300+ TOP Engineering Mechanics Objective Questions & AnswersDocument24 pages300+ TOP Engineering Mechanics Objective Questions & AnswersramkumarNo ratings yet
- Base Plate Pergola Type-1Document10 pagesBase Plate Pergola Type-1Mohammed AyeshNo ratings yet
- CFX Intro 13.0 WS07 Tank FlushDocument22 pagesCFX Intro 13.0 WS07 Tank Flushvicky3000No ratings yet
- 966H and 972H Wheel Loader TA2 Technical InspectionDocument8 pages966H and 972H Wheel Loader TA2 Technical InspectionLaouini GhaithNo ratings yet
- Digital Integrated Circuits Syllabus'Document2 pagesDigital Integrated Circuits Syllabus'shiv123charanNo ratings yet