You might also like
- Diagnostico Bus TermoKingDocument75 pagesDiagnostico Bus TermoKingCesar Villar100% (6)
- 2. Forsthoffer's Rotating Equipment Handbooks: PumpsFrom Everand2. Forsthoffer's Rotating Equipment Handbooks: PumpsRating: 1 out of 5 stars1/5 (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- BB831 Xa05xen E1 PDFDocument50 pagesBB831 Xa05xen E1 PDFDaniel RamirezNo ratings yet
- BOP Control UnitDocument102 pagesBOP Control UnitDrilling Engineering ChannelNo ratings yet
- Koomey Unit ManuelDocument108 pagesKoomey Unit ManuelLakshmi Kishore100% (2)
- Engineering Resume SampleDocument2 pagesEngineering Resume SampleShubham KohaneNo ratings yet
- Hydraulic SystemDocument81 pagesHydraulic SystemMaritza Gabriela Arizabal MedinaNo ratings yet
- Valves Station ManualDocument125 pagesValves Station Manual윤병택No ratings yet
- 1 - Balance Valves - AngusDocument2 pages1 - Balance Valves - AngusAhlan kpNo ratings yet
- Oil & Gas Separation Book 2 PDFDocument47 pagesOil & Gas Separation Book 2 PDFMahathir Che Ap100% (4)
- ASME B17.2-1967 (2013) ScanDocument12 pagesASME B17.2-1967 (2013) Scanvijay pawar100% (2)
- FAULT CODE 449 (ISC/QSC/ISL/QSL Automotive, Industrial, and Marine Applications) Injector Metering Rail Number 1 Pressure - Data Valid But Above Normal Operating Range - Most Severe LevelDocument17 pagesFAULT CODE 449 (ISC/QSC/ISL/QSL Automotive, Industrial, and Marine Applications) Injector Metering Rail Number 1 Pressure - Data Valid But Above Normal Operating Range - Most Severe LevelAhmedmah100% (1)
- Webtec DHT401-ManualDocument19 pagesWebtec DHT401-ManualJack PranNo ratings yet
- Chapter1 - Drilling Rig and SystemsDocument166 pagesChapter1 - Drilling Rig and Systemsm.kooshan20100% (1)
- O&m Manual PDFDocument54 pagesO&m Manual PDFMadhusudhan Gajula100% (1)
- Codigos de Limpieza Segun VickerDocument6 pagesCodigos de Limpieza Segun VickerFelipe Alexis Aros Sánchez100% (1)
- AttTesting and AdjustingDocument8 pagesAttTesting and Adjustingchanlin100% (1)
- Maintenance CS5000Document16 pagesMaintenance CS5000ardipangulihiNo ratings yet
- Op Amps: Design, Application, and TroubleshootingFrom EverandOp Amps: Design, Application, and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- Actuator PortfolioDocument32 pagesActuator Portfoliom.kooshan20No ratings yet
- CMP40 - 50sL (Lot No - 9585)Document284 pagesCMP40 - 50sL (Lot No - 9585)Humberto Augusto de BorbaNo ratings yet
- Proinert® Cylinder Completer Kit - Ig-541Document2 pagesProinert® Cylinder Completer Kit - Ig-541Марко НакићNo ratings yet
- Control Valve SelectionDocument180 pagesControl Valve SelectionIbrahim NaseerNo ratings yet
- IRTS NDT in Service Corrosion Mapping Procedure Revision 1Document11 pagesIRTS NDT in Service Corrosion Mapping Procedure Revision 1PeterNo ratings yet
- 25.1 Shaftings Keys Couplings and ColumnsDocument11 pages25.1 Shaftings Keys Couplings and ColumnsNob GanzNo ratings yet
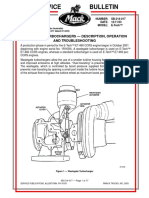
- Wastegate Turbochargers - Description, OperationDocument17 pagesWastegate Turbochargers - Description, OperationHamilton Miranda100% (1)
- Water Supply Scheme DesignDocument19 pagesWater Supply Scheme DesignOladunni Afolabi100% (1)
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Eline / Slick Line Pressure Control: ConocophillipsDocument33 pagesEline / Slick Line Pressure Control: ConocophillipsLawNo ratings yet
- Basic Hydraulics: Pressure Control Circuits Pressure Control CircuitsDocument50 pagesBasic Hydraulics: Pressure Control Circuits Pressure Control CircuitsJose Manuel Barroso PantojaNo ratings yet
- Naturally Fractured Reservoirs: - Upscaling of Fracture PropertiesDocument49 pagesNaturally Fractured Reservoirs: - Upscaling of Fracture PropertiesCesar Jose100% (2)
- EH4500 Steering RevOct05Document40 pagesEH4500 Steering RevOct05FAF majorNo ratings yet
- Turboexpansor. Manual Detallado LATDocument52 pagesTurboexpansor. Manual Detallado LATCamilo Ernesto Nardez Martinez100% (2)
- Lecture 4-Real-GasesDocument9 pagesLecture 4-Real-GasesScrappy WellNo ratings yet
- Service Manual - Cid45b13Document37 pagesService Manual - Cid45b13trutleptNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- K & T Style Hydraulic System Test Analysers - ManualDocument16 pagesK & T Style Hydraulic System Test Analysers - Manualpravesh bhartiNo ratings yet
- Primavac System - 2Document36 pagesPrimavac System - 2UmairNo ratings yet
- Bleed Air Troubleshooting Guide: For Reference Only, Please Check Maintenance Manual and MPD 25Document6 pagesBleed Air Troubleshooting Guide: For Reference Only, Please Check Maintenance Manual and MPD 25Edwar ZulmiNo ratings yet
- Service Manual - Lid45w13n (7312d)Document37 pagesService Manual - Lid45w13n (7312d)jupecas matosinhosNo ratings yet
- Autodrill Satellite ManualDocument37 pagesAutodrill Satellite ManualmiguelNo ratings yet
- 11.auto Grease PDFDocument21 pages11.auto Grease PDFFrezgi BirhanuNo ratings yet
- IH RedukDocument14 pagesIH RedukPioneer PaperboyNo ratings yet
- Ultimate Valve User Manual V1.3Document18 pagesUltimate Valve User Manual V1.3Agus MulyadiNo ratings yet
- 04.emission Control SystemDocument23 pages04.emission Control Systemrobin machadoNo ratings yet
- Procédure de Test FABIAN EVO-TS-AA-03e - TI - 7250 - Rev04-2017 PDFDocument22 pagesProcédure de Test FABIAN EVO-TS-AA-03e - TI - 7250 - Rev04-2017 PDFDorian BuissonNo ratings yet
- 4×350 MW Kamalanga Thermal Power ProjectDocument15 pages4×350 MW Kamalanga Thermal Power ProjectK R Kumar RanjanNo ratings yet
- Sur - Flo Turbine MeterDocument40 pagesSur - Flo Turbine MeterCheng HuangNo ratings yet
- Gascon Systems Auto Change-Over Manifold Maintenance InstructionsDocument11 pagesGascon Systems Auto Change-Over Manifold Maintenance InstructionsNasro JuvNo ratings yet
- Kenwood Dishwasher ManualDocument38 pagesKenwood Dishwasher ManualJose Luis DiazNo ratings yet
- Automated Lubrication System: Operator's GuideDocument24 pagesAutomated Lubrication System: Operator's GuidemlcaduNo ratings yet
- Part 4 Hydraulic Control Principle and ParametersDocument22 pagesPart 4 Hydraulic Control Principle and ParametersrohanNo ratings yet
- Group 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyDocument7 pagesGroup 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyREMZONA0% (1)
- IOM T SeriesDocument32 pagesIOM T SeriesLeonard ChanNo ratings yet
- Sandwich ValvesDocument1 pageSandwich ValvesPioneer PaperboyNo ratings yet
- 77 9005Document27 pages77 9005Sandro Muniz100% (1)
- SA - PA - Purifier System - Service Manual - 2006Document12 pagesSA - PA - Purifier System - Service Manual - 2006Centrifugal SeparatorNo ratings yet
- Adsorber Sequence ControlDocument11 pagesAdsorber Sequence ControlRiyadh SalehNo ratings yet
- Fuel System Pressure - Test: Testing and AdjustingDocument4 pagesFuel System Pressure - Test: Testing and AdjustingAbdoulaye Boua BERTHENo ratings yet
- Catalog Refrigeration PDFDocument138 pagesCatalog Refrigeration PDFJavier AffifNo ratings yet
- Indian Oil Corporation LTD,: Petreco International (Me) LTDDocument11 pagesIndian Oil Corporation LTD,: Petreco International (Me) LTDDark KnightNo ratings yet
- Liquid System CM11 2015Document81 pagesLiquid System CM11 2015Cristi VNo ratings yet
- Impass MDocument1 pageImpass MPioneer PaperboyNo ratings yet
- Water Wash SystemDocument4 pagesWater Wash SystemLibyanManNo ratings yet
- Guidelines For Online ApplicationDocument26 pagesGuidelines For Online ApplicationAnonymous Xf4w0D2cNo ratings yet
- Models: cBA Series Cascade Breathing Air Assemblies: Operating Instructions and Replacement PartsDocument8 pagesModels: cBA Series Cascade Breathing Air Assemblies: Operating Instructions and Replacement PartsdataparNo ratings yet
- HPLP Bypass SystemDocument16 pagesHPLP Bypass SystemRakesh Kiran100% (1)
- Back Pressure Control On An Alternator Based System1Document3 pagesBack Pressure Control On An Alternator Based System1Anonymous xKEjITvij2No ratings yet
- Parveen: Technical ManualDocument16 pagesParveen: Technical ManualDEATH ASSASSIN GAMERNo ratings yet
- Subsurface PumpsDocument4 pagesSubsurface Pumpsm.kooshan20No ratings yet
- Basic Drilling CourseDocument1 pageBasic Drilling Coursem.kooshan20No ratings yet
- CFD Analysis of First Stage Nozzle Cooling Optimization in Gas TurbinesDocument7 pagesCFD Analysis of First Stage Nozzle Cooling Optimization in Gas TurbinesMahmood ElnagarNo ratings yet
- Site Investigation For Geotechnical Earthquake Engineering: 5.5 Laboratory TestingDocument18 pagesSite Investigation For Geotechnical Earthquake Engineering: 5.5 Laboratory TestingAnabel Perez CuetoNo ratings yet
- Lec 31Document24 pagesLec 31Laiadhi DjemouiNo ratings yet
- 11-4SN (G, G ) 11-4SN (G, G ) : Precision RegulatorDocument2 pages11-4SN (G, G ) 11-4SN (G, G ) : Precision RegulatorVilas m ChinkeNo ratings yet
- Mine Overburden Dump Failure: A Case StudyDocument13 pagesMine Overburden Dump Failure: A Case StudynishantNo ratings yet
- MR388LOGAN1Document231 pagesMR388LOGAN1Arash Ghojavand100% (1)
- Aspen Exchanger Design and Rating Shell & Tube V12Document1 pageAspen Exchanger Design and Rating Shell & Tube V12TIPAZONo ratings yet
- Perhitungan Sambungan Baja BautDocument9 pagesPerhitungan Sambungan Baja BautDica Rasyid MaulidhaniNo ratings yet
- Lecture Notes RefigerationDocument14 pagesLecture Notes Refigerationbilma85No ratings yet
- ELECTRIC CHARGING STATION Mini Project For Mba 1st Sem - PDF - Electric Vehicle - PricingDocument100 pagesELECTRIC CHARGING STATION Mini Project For Mba 1st Sem - PDF - Electric Vehicle - PricingTechnical HarshNo ratings yet
- Surface Vehicle StandardDocument4 pagesSurface Vehicle StandardGlauco SantosNo ratings yet
- Konstruisanje Podržano Računarima: January 2012Document6 pagesKonstruisanje Podržano Računarima: January 2012hame100% (1)
- Eaton Fuller RTX 14609B Transmission Parts ManualDocument48 pagesEaton Fuller RTX 14609B Transmission Parts ManualErik SantosNo ratings yet
- On One-dimensioON ONE-DIMENSIONAL LARGE-DISPLACEMENT FINITE-STRAIN BEAM THEORY Nal Large-Displacement Finite-Strain Beam Theory ReissnerDocument10 pagesOn One-dimensioON ONE-DIMENSIONAL LARGE-DISPLACEMENT FINITE-STRAIN BEAM THEORY Nal Large-Displacement Finite-Strain Beam Theory ReissnergkhngnayNo ratings yet
- Series: Question BookletDocument32 pagesSeries: Question BookletMANUPRIYA MANUPRIYANo ratings yet
- Equations of EquilibriumDocument18 pagesEquations of EquilibriumSamawat AhsanNo ratings yet
- Manual Centrala Termica WesternDocument100 pagesManual Centrala Termica WesternAndrei Filip Stefan100% (1)
- ThermoDocument11 pagesThermoNelmart SolteoNo ratings yet
- Operating Instructions: Manufacturing YEARDocument13 pagesOperating Instructions: Manufacturing YEARwalk666No ratings yet
- WIND TUNNEL 2k17 1Document32 pagesWIND TUNNEL 2k17 1Ar J UnNo ratings yet