You might also like
- WEDA Cerchar Abrasivity Prieto FinalDocument8 pagesWEDA Cerchar Abrasivity Prieto FinalGEOMAHESHNo ratings yet
- Ijaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)Document12 pagesIjaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)IAEME PublicationNo ratings yet
- Design of Rock ChutesDocument6 pagesDesign of Rock ChutespleyvazeNo ratings yet
- ISRM-Is-1981-051 - Determination of Some Engineering Properties of Weak RocksDocument6 pagesISRM-Is-1981-051 - Determination of Some Engineering Properties of Weak Rockscastille1956No ratings yet
- (2004) - ROLLINS, ANDERSON, GOUGHNOUR, MCCAIN - Liquefaction Hazard Miti PDFDocument15 pages(2004) - ROLLINS, ANDERSON, GOUGHNOUR, MCCAIN - Liquefaction Hazard Miti PDFGloria Elene Gutierrez CalleNo ratings yet
- In-Situ Soil TesterDocument8 pagesIn-Situ Soil TesterRajeuv GovindanNo ratings yet
- Load Deformation Behaviour of Floating Stone Columns in Soft ClayDocument4 pagesLoad Deformation Behaviour of Floating Stone Columns in Soft ClayEman AhmedNo ratings yet
- Effect of Fines On Liquefaction Using Shake Table TestDocument6 pagesEffect of Fines On Liquefaction Using Shake Table TestesatjournalsNo ratings yet
- Drill Penetration RatesDocument6 pagesDrill Penetration RatesStephen HolleyNo ratings yet
- Influencie of Shearing Rate On Interfacial Friction Between Sand and SteelDocument16 pagesInfluencie of Shearing Rate On Interfacial Friction Between Sand and SteelMaríaJosé Toledo ArcicNo ratings yet
- 19 Kanty Sekowski BratyslawaDocument6 pages19 Kanty Sekowski BratyslawaGuillermo CegarraNo ratings yet
- Anchorage Mechanism and Pullout Resistance of Rock BoltDocument16 pagesAnchorage Mechanism and Pullout Resistance of Rock Boltjulio1051No ratings yet
- Study of Wear in Conditioned Granular Soil by Using A New Test DeviceDocument10 pagesStudy of Wear in Conditioned Granular Soil by Using A New Test DeviceMargaritaClaretSalazarNo ratings yet
- Prediction of Rock Strength Using Drilling Data and Sonic LogsDocument4 pagesPrediction of Rock Strength Using Drilling Data and Sonic Logsziani1976No ratings yet
- Strength Characteristics of Dry and Saturated Rock at Different Strain RatesDocument7 pagesStrength Characteristics of Dry and Saturated Rock at Different Strain RatesJeferson CarlosamaNo ratings yet
- Centrifuge Modelling and Degradation - MphahleleDocument13 pagesCentrifuge Modelling and Degradation - MphahleleRamphelane MailaNo ratings yet
- Hoek-Diederichs Rock Mass Modulus-2006 EditionDocument13 pagesHoek-Diederichs Rock Mass Modulus-2006 Editionchouszesze100% (1)
- Deformability Study of Gezhouba Dam Foundation RocksDocument15 pagesDeformability Study of Gezhouba Dam Foundation Rockskrainaoz2011No ratings yet
- Isrm SM Hardness and Abrasiveness of Rock - 1978Document9 pagesIsrm SM Hardness and Abrasiveness of Rock - 1978Evandro SantiagoNo ratings yet
- PC PDFDocument18 pagesPC PDFAtul SharmaNo ratings yet
- Briaud Etal 2000 StatnamicDocument10 pagesBriaud Etal 2000 StatnamicDavid WhiteNo ratings yet
- Shear Moduli of Sands Under Cyclic Torsional Shear LoadingDocument18 pagesShear Moduli of Sands Under Cyclic Torsional Shear LoadingFrancia RuanoNo ratings yet
- Rango de Penetracion Alan Bauer en InglesDocument7 pagesRango de Penetracion Alan Bauer en InglesLied Jonathan MejiasilvaNo ratings yet
- 178 HsuHH ANewSpecimen PDFDocument12 pages178 HsuHH ANewSpecimen PDFPriodeep ChowdhuryNo ratings yet
- Ijciet 06 10 008Document11 pagesIjciet 06 10 008IAEME PublicationNo ratings yet
- Research Article: Weathering Influence On Properties of Siltstones From Istria, CroatiaDocument16 pagesResearch Article: Weathering Influence On Properties of Siltstones From Istria, CroatiaEva IndrianiNo ratings yet
- Pullout Capacity of Screw Piles in Sandy Soil: Journal of Geotechnical Engineering December 2017Document6 pagesPullout Capacity of Screw Piles in Sandy Soil: Journal of Geotechnical Engineering December 2017babusonaiitkgpNo ratings yet
- Determinacion de Modulos de Elasticidad Usando Strain GaugeDocument7 pagesDeterminacion de Modulos de Elasticidad Usando Strain GaugeMiuler Aguilar GrandezNo ratings yet
- Full Text 01Document170 pagesFull Text 01123456No ratings yet
- Design of An Ultra-Speed Lab-Scale Drilling Rig For Simulation of High Speed Drilling Operations in Hard RocksDocument9 pagesDesign of An Ultra-Speed Lab-Scale Drilling Rig For Simulation of High Speed Drilling Operations in Hard RocksAzri HamimNo ratings yet
- Rockfill Guidelines Part 3 - Definition of Rockfill Versus Earthfill MaterialDocument9 pagesRockfill Guidelines Part 3 - Definition of Rockfill Versus Earthfill MaterialChristian SantamariaNo ratings yet
- Abrasivity of Hawkesbury Sandstone VerhoefDocument14 pagesAbrasivity of Hawkesbury Sandstone Verhoefdafo407No ratings yet
- OTC 19495 Model Tests For Steel Catenary Riser in Marine ClayDocument7 pagesOTC 19495 Model Tests For Steel Catenary Riser in Marine ClayPablo Cesar TrejoNo ratings yet
- Long Term Pillar in Underground MineDocument15 pagesLong Term Pillar in Underground MineRodrigo De La CruzNo ratings yet
- 1129215804isrm SM Hardness and Abrasiveness of Rock 1978 PDFDocument9 pages1129215804isrm SM Hardness and Abrasiveness of Rock 1978 PDFDavid Almanza PerezNo ratings yet
- Friction Capacity of SoilDocument8 pagesFriction Capacity of SoilkushaljpNo ratings yet
- Literture Review Stone CrusherDocument5 pagesLiterture Review Stone CrusherD.n.G StudiosNo ratings yet
- S Kahraman 1999Document10 pagesS Kahraman 1999Siva PrasadNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- MicropilesDocument6 pagesMicropilesHRCNo ratings yet
- Stone Columns-Determination of The Soil Improvement FactorDocument5 pagesStone Columns-Determination of The Soil Improvement FactorMCNo ratings yet
- Bromhead Ring Shear Test Procedure: Geotechnical Testing Journal March 1992Document10 pagesBromhead Ring Shear Test Procedure: Geotechnical Testing Journal March 1992Érica GuedesNo ratings yet
- Bromhead UnModified ASTM 1992 PDFDocument10 pagesBromhead UnModified ASTM 1992 PDFDaniel Felipe Rodriguez RamirezNo ratings yet
- Chapter 9 - Rock MassDocument116 pagesChapter 9 - Rock MassZulaikha Kamal50% (2)
- Hardness Vs TextureDocument5 pagesHardness Vs TextureShofa R HaqNo ratings yet
- V 103 N 08 P 5154Document8 pagesV 103 N 08 P 5154Katty MonsalveNo ratings yet
- Comparison - of - Strength-Based - Rock - Brittleness - Indi - Krehkosť Hornín Z UCS - DôležitéDocument8 pagesComparison - of - Strength-Based - Rock - Brittleness - Indi - Krehkosť Hornín Z UCS - DôležitéDaniel MoravanskýNo ratings yet
- The Effect of Pretensioning in The Rockbolts On The Displacement Around TunnelsDocument6 pagesThe Effect of Pretensioning in The Rockbolts On The Displacement Around TunnelsDino AlajbegovicNo ratings yet
- Effects of Shear Box Size On The Strength For Different Type of Silty Sands in Direct Shear TestsDocument7 pagesEffects of Shear Box Size On The Strength For Different Type of Silty Sands in Direct Shear TestsJavier MtNo ratings yet
- Experimental Study of Crater Formation in Plastically Deforming Synthetic RocksDocument6 pagesExperimental Study of Crater Formation in Plastically Deforming Synthetic RocksBahman MatouriNo ratings yet
- Rai (Rock Abrasivity Index)Document9 pagesRai (Rock Abrasivity Index)JonathanNo ratings yet
- Coarse Crushing of Brittle Rocks by CompressionDocument9 pagesCoarse Crushing of Brittle Rocks by CompressiongoooliathNo ratings yet
- Angle of Repose & Angle of FrictionDocument4 pagesAngle of Repose & Angle of Frictionganmoses50% (2)
- IRS Sub Structure CodeDocument34 pagesIRS Sub Structure CodeRAJENDRA PRASADNo ratings yet
- Mechanical Behavior of Soil and Concrete InterfaceDocument9 pagesMechanical Behavior of Soil and Concrete InterfaceIslam-Lotfi Hadj-ArabNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Assessment of Schmidt Rebound Hammer For Determination of Uniaxial Compressive StrengthDocument10 pagesAssessment of Schmidt Rebound Hammer For Determination of Uniaxial Compressive StrengthShashank TiwariNo ratings yet
- Hoek-Diederichs Rock Mass Modulus-2006 EditionDocument13 pagesHoek-Diederichs Rock Mass Modulus-2006 EditionMario LoopezNo ratings yet
- Numerical Simulation of Stiffened Granular PileDocument7 pagesNumerical Simulation of Stiffened Granular PileIJRASETPublicationsNo ratings yet
- BTS Shallow Marine Environment (Handy)Document14 pagesBTS Shallow Marine Environment (Handy)MahdiNo ratings yet
- RiprapDocument2 pagesRiprapNoble Obeng-AnkamahNo ratings yet
- Timber DesignDocument25 pagesTimber DesignNoble Obeng-AnkamahNo ratings yet
- Tyre For ConcreteDocument4 pagesTyre For ConcreteNoble Obeng-AnkamahNo ratings yet
- MS Office NotesDocument139 pagesMS Office NotesNoble Obeng-Ankamah100% (1)
- EXTRACTS FROM BS8110:1-1997: ReinforcementDocument2 pagesEXTRACTS FROM BS8110:1-1997: ReinforcementNoble Obeng-AnkamahNo ratings yet
- Steel DesignDocument75 pagesSteel DesignNoble Obeng-AnkamahNo ratings yet
- Concrete Rules of ThumbDocument15 pagesConcrete Rules of ThumbNoble Obeng-Ankamah100% (1)
- 75x75x8 MM Top Chord: 75x50 MM Wood Purlings 50x50x6 MM Web Members 50x50x6 MM Web MembersDocument3 pages75x75x8 MM Top Chord: 75x50 MM Wood Purlings 50x50x6 MM Web Members 50x50x6 MM Web MembersNoble Obeng-AnkamahNo ratings yet
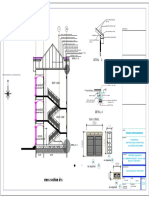
- Cross Section D-S: Verandah Stair CaseDocument1 pageCross Section D-S: Verandah Stair CaseNoble Obeng-AnkamahNo ratings yet
- Memory Aid BT3 2018 PDFDocument1 pageMemory Aid BT3 2018 PDFNoble Obeng-AnkamahNo ratings yet
- Estimates For Block Molding: Rate Amount GH GH Description QTY UnitDocument1 pageEstimates For Block Molding: Rate Amount GH GH Description QTY UnitNoble Obeng-AnkamahNo ratings yet
- Detail ' A ': Engineering Proposed ComplexDocument9 pagesDetail ' A ': Engineering Proposed ComplexNoble Obeng-AnkamahNo ratings yet
- 2020 Draft Almanac PDFDocument24 pages2020 Draft Almanac PDFNoble Obeng-Ankamah50% (2)
- Structural DrawingDocument1 pageStructural DrawingNoble Obeng-AnkamahNo ratings yet
- Ghana Budget 2012 HighlightsDocument30 pagesGhana Budget 2012 HighlightsNoble Obeng-AnkamahNo ratings yet
- Soil CompactionDocument8 pagesSoil Compactionpp hsu67% (3)
- Lump MassDocument10 pagesLump Masspkshrawal1976No ratings yet
- BS en 12350-4Document9 pagesBS en 12350-4Noble Obeng-Ankamah100% (1)
- BS en 12350-4Document9 pagesBS en 12350-4Noble Obeng-Ankamah100% (1)
- Trimble and CSIDocument8 pagesTrimble and CSIЕрлан МукашевNo ratings yet
- Chapter 4-Volation Final Last 2018Document105 pagesChapter 4-Volation Final Last 2018Getacher NiguseNo ratings yet
- Department of Education Catbalogan City Samar National School Senior High School (GAS)Document17 pagesDepartment of Education Catbalogan City Samar National School Senior High School (GAS)NAYANGA, BRIANNE MEARL L.No ratings yet
- Effect of Work Motivation and Incentives On Employee Performance at COCO Gas Station Hm. Yamin MedanDocument10 pagesEffect of Work Motivation and Incentives On Employee Performance at COCO Gas Station Hm. Yamin MedanEditor IJTSRDNo ratings yet
- Mira Shrestha: Dividend Policy: A Comparative Study of Joint Venture Commercial Banks in NepalDocument11 pagesMira Shrestha: Dividend Policy: A Comparative Study of Joint Venture Commercial Banks in NepalBinita ShresthaNo ratings yet
- The Value Premium FFDocument20 pagesThe Value Premium FFbeatrizvasconcelos.2001No ratings yet
- Kalayaan National High School The Effect of El Niño On The Performance of Philippine AgricultureDocument26 pagesKalayaan National High School The Effect of El Niño On The Performance of Philippine AgricultureRowel Dela CruzNo ratings yet
- Viral Pandey Bankruptcy PredictionDocument7 pagesViral Pandey Bankruptcy PredictionGurmehak kaurNo ratings yet
- Educ8 Assessment TestDocument13 pagesEduc8 Assessment TestGlenmel RibaldeNo ratings yet
- 12th Formula For Statistics TextbookDocument12 pages12th Formula For Statistics TextbookfishfryisnotNo ratings yet
- Paper 8EkZ9rbHDocument43 pagesPaper 8EkZ9rbHSourja BhattacharjeeNo ratings yet
- Eggs, Bungee Jumping, and Algebra: An Application of Linear ModelingDocument11 pagesEggs, Bungee Jumping, and Algebra: An Application of Linear ModelingBrandy GrimmNo ratings yet
- Factor Analysis PCA PDFDocument32 pagesFactor Analysis PCA PDFPrithvirajNo ratings yet
- Decision To Choose Fast Food Restaurants of The Young People in HCMC, VietnamDocument16 pagesDecision To Choose Fast Food Restaurants of The Young People in HCMC, VietnamTỉ Thiên PhùngNo ratings yet
- MidtermDocument5 pagesMidtermHiếu PhanNo ratings yet
- Dissertation On Petroleum EngineeringDocument7 pagesDissertation On Petroleum EngineeringPaperWritingCompanyEugene100% (1)
- Financial Literacy, Financial Attitude, and Financial Behavior of Young Pioneering Business EntrepreneursDocument7 pagesFinancial Literacy, Financial Attitude, and Financial Behavior of Young Pioneering Business EntrepreneursqueenfaustineeNo ratings yet
- Correlation 1Document9 pagesCorrelation 1Bharat ChaudharyNo ratings yet
- Calig Onan Stat121 Stat122Document85 pagesCalig Onan Stat121 Stat122Jimmy Jr Comahig LapeNo ratings yet
- INF30036 Lecture5Document33 pagesINF30036 Lecture5Yehan AbayasingheNo ratings yet
- Tabel SPSS Tugas Akhir Teknik Sipil-Universitas TrisaktiDocument7 pagesTabel SPSS Tugas Akhir Teknik Sipil-Universitas TrisaktiZulfari NisaNo ratings yet
- Mei 1993 JurnalDocument16 pagesMei 1993 JurnalAR Bonjer 2No ratings yet
- Forecastingch3-1921 FallDocument70 pagesForecastingch3-1921 FallDizzycheese2234No ratings yet
- Summary of Freedman - Pisani - Purves, Statistics - 4e - 2007 - With SolutionsDocument15 pagesSummary of Freedman - Pisani - Purves, Statistics - 4e - 2007 - With SolutionstchungNo ratings yet
- Sta1008-Sample TestDocument6 pagesSta1008-Sample TestAjani McPhersonNo ratings yet
- GLCMDocument24 pagesGLCMMonark MehtaNo ratings yet
- Delvi IJEETDocument4 pagesDelvi IJEETihda0farhatun0nisakNo ratings yet
- Ilustre Chapter-2Document5 pagesIlustre Chapter-2JFl BernsNo ratings yet
- Experience of The AthletesDocument11 pagesExperience of The Athletesmobilelegendsbangbang605No ratings yet
- Scopus (Macroeconomic Effects of Corporate Tax Policy)Document22 pagesScopus (Macroeconomic Effects of Corporate Tax Policy)aldapermatasari021No ratings yet