You might also like
- Punch and DieDocument16 pagesPunch and DieNani DatrikaNo ratings yet
- Sheet Metal Stamping Dies & ProcessesDocument5 pagesSheet Metal Stamping Dies & ProcessesValentin CraciunNo ratings yet
- Press WorkDocument42 pagesPress WorkanilNo ratings yet
- Press Brake BendingDocument12 pagesPress Brake BendingGopu Pushpangadhan100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- DV11PUB9 Study Guide PDFDocument5 pagesDV11PUB9 Study Guide PDFEnriqueGDNo ratings yet
- DV11PUB9 Study GuideDocument5 pagesDV11PUB9 Study Guider_saniosNo ratings yet
- Estampagem Quebra RugasDocument15 pagesEstampagem Quebra RugassergiorlimeiraNo ratings yet
- Sheet Metal OperationDocument2 pagesSheet Metal OperationNageswar ReddyNo ratings yet
- Analysis of Springback in Flanging ProcessDocument8 pagesAnalysis of Springback in Flanging ProcessNhan LeNo ratings yet
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachDocument30 pagesSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFNo ratings yet
- Analysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingDocument5 pagesAnalysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingAlifBintangPratamaNo ratings yet
- WrinklingDocument2 pagesWrinklinga c s reddyNo ratings yet
- 10 1 1 377 8221 PDFDocument21 pages10 1 1 377 8221 PDFsingh1984_09No ratings yet
- Solder Paste PrintingDocument5 pagesSolder Paste Printingputut margandonoNo ratings yet
- Reducing Negative Tonnage - Art HedrickDocument4 pagesReducing Negative Tonnage - Art Hedrickwulfgang66No ratings yet
- Lab 6Document7 pagesLab 6Syaiful Akmal AzizNo ratings yet
- Tool Design and Process Flow: Integrierte Produktion Hannover DFGDocument6 pagesTool Design and Process Flow: Integrierte Produktion Hannover DFGAzfarFaizNo ratings yet
- ,!7IA8H2 Gdeeia!Document473 pages,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Research Paper On Surface GrindingDocument4 pagesResearch Paper On Surface Grindingqyptsxvkg100% (1)
- Effect of Clamping Pressure On Parts Inaccuracy in Turning: Tehnicki Vjesnik September 2012Document5 pagesEffect of Clamping Pressure On Parts Inaccuracy in Turning: Tehnicki Vjesnik September 2012Mohammed EndrisNo ratings yet
- O-Ring Design - Best PracticeDocument7 pagesO-Ring Design - Best PracticeJnanesh K SNo ratings yet
- Examining Edge Cracking in Hole Flanging of AHSS: Part III: The Effects of Punch Speed, Material, and Tool WearDocument2 pagesExamining Edge Cracking in Hole Flanging of AHSS: Part III: The Effects of Punch Speed, Material, and Tool WearEldori1988No ratings yet
- Choosing A StencilDocument7 pagesChoosing A Stencilsuresh2711991No ratings yet
- A Review of Methods and Precautions Against Slug Pulling: Nternational Ournal of Ure and Pplied Ciences and EchnologyDocument9 pagesA Review of Methods and Precautions Against Slug Pulling: Nternational Ournal of Ure and Pplied Ciences and EchnologySIMONENo ratings yet
- Die Design For Flat Parts - The FabricatorDocument9 pagesDie Design For Flat Parts - The FabricatorSIMONENo ratings yet
- Mitec1 03 2005Document21 pagesMitec1 03 2005Sunilkumar ReddyNo ratings yet
- 133 Eng103Document12 pages133 Eng103Adarsh KumarNo ratings yet
- Sheet Metal BendingDocument23 pagesSheet Metal BendingTuyenNo ratings yet
- 2013 Experimental Determination of The Aluminium Thin Sheets Diameter To ADocument6 pages2013 Experimental Determination of The Aluminium Thin Sheets Diameter To AL ZhangNo ratings yet
- Clamping Characteristics Study On Different Types of Clamping UnitDocument6 pagesClamping Characteristics Study On Different Types of Clamping UnitcyqnusNo ratings yet
- Deep DrawingDocument2 pagesDeep Drawingalexmonse2014No ratings yet
- Analysis of Archimedes Screw Design ParametersDocument5 pagesAnalysis of Archimedes Screw Design ParametersChương Đoàn HồngNo ratings yet
- Factors Affecting On Springback in Sheet Metal Bending: A ReviewDocument5 pagesFactors Affecting On Springback in Sheet Metal Bending: A Reviewkhudhayer1970No ratings yet
- FinalVivaPPT ME07B066Document30 pagesFinalVivaPPT ME07B066Sujit MuleNo ratings yet
- U5 - Prensas Tipo TorretaDocument4 pagesU5 - Prensas Tipo TorretaLilibeth EspinozaNo ratings yet
- BendingDocument11 pagesBendingSujit MuleNo ratings yet
- Boring OperationDocument9 pagesBoring Operation3pherNo ratings yet
- Surface Finish and Surface Integrity (Compatibility Mode)Document23 pagesSurface Finish and Surface Integrity (Compatibility Mode)thakurkalidass100% (1)
- A New Look at Die Clearance - Dayton Lamina CorporationDocument3 pagesA New Look at Die Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- Sheet Metal Working JournalDocument12 pagesSheet Metal Working JournalNazif MisnanNo ratings yet
- Tooling by Design - Understanding Press and Die Shut Height - MetalForming MagazineDocument3 pagesTooling by Design - Understanding Press and Die Shut Height - MetalForming MagazineSIMONENo ratings yet
- A2 RefDocument4 pagesA2 RefAlya WorkerNo ratings yet
- Peening: Intensity Is A Key Parameter of The Shot Peening Process. After Some Development of The ProcessDocument5 pagesPeening: Intensity Is A Key Parameter of The Shot Peening Process. After Some Development of The ProcessSelva KumarNo ratings yet
- Single Indent PDFDocument6 pagesSingle Indent PDFSaptarshee MitraNo ratings yet
- Module 7 Sheet Metal-Forming Lecture 1Document9 pagesModule 7 Sheet Metal-Forming Lecture 1ettypasewangNo ratings yet
- Die Life Optimization by Numerical ModelingDocument9 pagesDie Life Optimization by Numerical ModelingBasavaraju K NNo ratings yet
- A Study On The Ultra Precision Progressive Die Making For Sheet Metal Forming by Computer SimulationDocument4 pagesA Study On The Ultra Precision Progressive Die Making For Sheet Metal Forming by Computer SimulationGerardo ArroyoNo ratings yet
- Shot PeeningDocument5 pagesShot PeeningRam KumarNo ratings yet
- Cutting ForcesDocument17 pagesCutting ForcesSquakx BescilNo ratings yet
- Sheet Metal Forming (2) - 2Document30 pagesSheet Metal Forming (2) - 2Wakahare PtahNo ratings yet
- StampingDocument2 pagesStampingKapiel KatariaNo ratings yet
- Deformation of Flexographic Printing PlatesDocument18 pagesDeformation of Flexographic Printing Platesrafael_faria_4No ratings yet
- 2560 PDFDocument21 pages2560 PDFsachinNo ratings yet
- Optimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesDocument10 pagesOptimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesMatheus William CesarNo ratings yet
- Determination of Leakage Gap and Leakage Mass Flow of Flanged JointsDocument5 pagesDetermination of Leakage Gap and Leakage Mass Flow of Flanged Jointslcm3270% (1)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Profiling Software 2G User Manual 4.3Document138 pagesProfiling Software 2G User Manual 4.3Xuan HoangNo ratings yet
- TechInfo HC 100804e - 120131Document3 pagesTechInfo HC 100804e - 120131Xuan HoangNo ratings yet
- Technomelt Pa 6344 (E) : Technical Data SheetDocument2 pagesTechnomelt Pa 6344 (E) : Technical Data SheetXuan HoangNo ratings yet
- Six Big Losses Infographic EvoconDocument2 pagesSix Big Losses Infographic EvoconXuan HoangNo ratings yet
- Implementation of Lead-Free Wave Soldering ProcessDocument15 pagesImplementation of Lead-Free Wave Soldering ProcessXuan HoangNo ratings yet
- Solder Profile For Wave Soldering Process: We Provide SolutionsDocument1 pageSolder Profile For Wave Soldering Process: We Provide SolutionsXuan HoangNo ratings yet
- Troubleshooting The Stencil Printing Process: Chrys Shea, Shea Engineering ServicesDocument44 pagesTroubleshooting The Stencil Printing Process: Chrys Shea, Shea Engineering ServicesXuan HoangNo ratings yet
- Ipc-Tm-650 Test Methods ManualDocument5 pagesIpc-Tm-650 Test Methods ManualXuan HoangNo ratings yet
- Process Challenges and Solutions For Embedding Chip-on-Board Into Mainstream SMT AssemblyDocument7 pagesProcess Challenges and Solutions For Embedding Chip-on-Board Into Mainstream SMT AssemblyXuan HoangNo ratings yet
- Materials: Fferent Cooling RatesDocument11 pagesMaterials: Fferent Cooling RatesXuan HoangNo ratings yet
- 2019 - DatasheetsQuard500 UK LRDocument2 pages2019 - DatasheetsQuard500 UK LRGabriel CamargoNo ratings yet
- Deflection and Cracking ControlDocument8 pagesDeflection and Cracking ControlChanthy RathedNo ratings yet
- ME3100 Solution Tut-2Document8 pagesME3100 Solution Tut-2B V V HANUMA GAYATHRINo ratings yet
- LEC10-E1236 - Control 1Document8 pagesLEC10-E1236 - Control 1MandolinNo ratings yet
- K1794 NecDocument9 pagesK1794 NechabezoneNo ratings yet
- Dynsim 5.3.2 Condensing Networks: SimsciDocument48 pagesDynsim 5.3.2 Condensing Networks: SimsciJorge Luis HernándezNo ratings yet
- PythagoreanTheoremWorksheet 2Document3 pagesPythagoreanTheoremWorksheet 2yetriNo ratings yet
- 2.3A +9V To 60V PWM Solenoid Valve Driver Using Drv101: FeaturesDocument3 pages2.3A +9V To 60V PWM Solenoid Valve Driver Using Drv101: FeaturesРадослав БошковNo ratings yet
- RIFRATTOMETRIADocument14 pagesRIFRATTOMETRIAAlessandro CaiazzoNo ratings yet
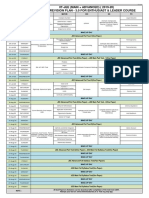
- IIT-JEE (MAIN + ADVANCED) (2019-20) Guided Revision Plan - 3.0 For Enthusiast & Leader CourseDocument1 pageIIT-JEE (MAIN + ADVANCED) (2019-20) Guided Revision Plan - 3.0 For Enthusiast & Leader Coursesup100% (1)
- ScienceSLM G9 Q4 Module-6Document21 pagesScienceSLM G9 Q4 Module-6Juvy ParaguyaNo ratings yet
- Formative Assessment ICP Matter & Acid BaseDocument3 pagesFormative Assessment ICP Matter & Acid BaseDarryl Rafa Vinan HalpitoNo ratings yet
- Solid Geometry: - Area and Perimeter - Solid and VolumeDocument12 pagesSolid Geometry: - Area and Perimeter - Solid and VolumeJames Chua Hong KhengNo ratings yet
- Chapter1 Answers 3rdDocument17 pagesChapter1 Answers 3rdAbd Elrahman RashadNo ratings yet
- A Spur Gear Made of Bronze Drives A Mid Steel Pini...Document3 pagesA Spur Gear Made of Bronze Drives A Mid Steel Pini...Muhammad TaimoorNo ratings yet
- 2021 en Practice LPE ExamDocument15 pages2021 en Practice LPE ExamEdita ZvrkoNo ratings yet
- ASTM D2435 Standard Test Method For One Dimensional Consolidatin Properties of SoilsUsing Incremental LoadingDocument15 pagesASTM D2435 Standard Test Method For One Dimensional Consolidatin Properties of SoilsUsing Incremental Loadingiapsid100% (1)
- MarcelGrossman11C PDFDocument1,047 pagesMarcelGrossman11C PDFDavid PrietoNo ratings yet
- Biaxial Bending of Steel Angle Section PDFDocument3 pagesBiaxial Bending of Steel Angle Section PDFImam NakhrowiNo ratings yet
- 4 FrequencyControlDocument30 pages4 FrequencyControlbenson215No ratings yet
- Trabajo de Invelacion de Segundo Periodo SeptimoDocument5 pagesTrabajo de Invelacion de Segundo Periodo Septimosandra Acosta ZambranoNo ratings yet
- Entrance Test AS PhysicsDocument6 pagesEntrance Test AS PhysicsKarthik SNo ratings yet
- 2) Lecture 02 (Concurrent Coplanar Force System)Document110 pages2) Lecture 02 (Concurrent Coplanar Force System)Flash DriveNo ratings yet
- Dwnload Full Understanding Weather and Climate 6th Edition Aguado Solutions Manual PDFDocument35 pagesDwnload Full Understanding Weather and Climate 6th Edition Aguado Solutions Manual PDFkotelamalbec6100% (9)
- Goyal Brothers Prakashan Physics Solutions Class 9 Chapter 10 Electricity and Magnetism 1Document17 pagesGoyal Brothers Prakashan Physics Solutions Class 9 Chapter 10 Electricity and Magnetism 1Shashwat MishraNo ratings yet
- Final Banana Peduncle Shredder and Bunch Separator 2906202220519amDocument90 pagesFinal Banana Peduncle Shredder and Bunch Separator 2906202220519amalfred gabasNo ratings yet
- User Manual CKP-CMP Simulator Model Venom 4Document14 pagesUser Manual CKP-CMP Simulator Model Venom 4niarsace100% (1)
- METALLIC BONDING (Part I)Document14 pagesMETALLIC BONDING (Part I)Putri AzzahraNo ratings yet
- Characterization of Coatings Using Conformable Eddy Current Sensors Without Coating Reference StandardsDocument9 pagesCharacterization of Coatings Using Conformable Eddy Current Sensors Without Coating Reference StandardsDagi GossayeNo ratings yet
- BSC410S-Basic Science 1 - 1ST Opp-Nov 17Document11 pagesBSC410S-Basic Science 1 - 1ST Opp-Nov 17PetrinaNo ratings yet