You might also like
- McMurry Organic Chemistry 8th Edition Solutions ManualDocument1 pageMcMurry Organic Chemistry 8th Edition Solutions ManualNguyen TuyetTrinh Nguyen TuyetTrinhNo ratings yet
- B.Sc Physics Textbooks & eBooksDocument18 pagesB.Sc Physics Textbooks & eBooksDebasis BehuriaNo ratings yet
- Applied SciencesDocument14 pagesApplied Sciencessaurav kumar singhNo ratings yet
- Irjet V4i5779Document6 pagesIrjet V4i5779Anonymous EnW0dyJNo ratings yet
- Conformity Analysis in The Measurement of Machined Metal Surfaces With Optoelectronic ProfilometerDocument9 pagesConformity Analysis in The Measurement of Machined Metal Surfaces With Optoelectronic ProfilometerKhavieya AnandNo ratings yet
- 08 - Chapter 3Document6 pages08 - Chapter 3AashishNo ratings yet
- Materials Today: Proceedings: K. Bintu Sumanth, V. SrinivasanDocument6 pagesMaterials Today: Proceedings: K. Bintu Sumanth, V. SrinivasananshuNo ratings yet
- WeeklyReport QualityofPrintsDocument7 pagesWeeklyReport QualityofPrintsantony1993No ratings yet
- Flank Wear + Surface RoughnessDocument16 pagesFlank Wear + Surface Roughnessfirdauz 97No ratings yet
- ACME-2018-Robust and Automatic Measurement of Grinding-Induced Subsurface Damage in Optical Glass K9 Based On Digital Image ProcessingDocument11 pagesACME-2018-Robust and Automatic Measurement of Grinding-Induced Subsurface Damage in Optical Glass K9 Based On Digital Image Processingshiyu caoNo ratings yet
- Application 3D Reverse ScanningDocument10 pagesApplication 3D Reverse ScanningPanji PanjiNo ratings yet
- Image Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodDocument6 pagesImage Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodCamila SarabiaNo ratings yet
- Wu 2019 IOP Conf. Ser. Mater. Sci. Eng. 562 012145Document7 pagesWu 2019 IOP Conf. Ser. Mater. Sci. Eng. 562 012145mjeremic88No ratings yet
- Fracture Toughness of ABS AdditivelDocument10 pagesFracture Toughness of ABS AdditivelsvfNo ratings yet
- machines-09-00192-v2Document16 pagesmachines-09-00192-v2Mateusz RojewskiNo ratings yet
- Applsci 11 03259 v2Document20 pagesApplsci 11 03259 v2AntonioNo ratings yet
- Manufacturing Technologies Toward Extreme PrecisionDocument23 pagesManufacturing Technologies Toward Extreme PrecisionVladimirAgeevNo ratings yet
- Effect of Die Radius on Deep Drawing Process SimulationDocument6 pagesEffect of Die Radius on Deep Drawing Process SimulationSac ChoNo ratings yet
- Non Contact Surface Roughness Measurement InstrumeDocument10 pagesNon Contact Surface Roughness Measurement InstrumeStefan NikolićNo ratings yet
- 33 Fabrication of Pin On Disc Wear Testing Rig PDFDocument4 pages33 Fabrication of Pin On Disc Wear Testing Rig PDFEditor IJTSRDNo ratings yet
- IOP180: Identifying Spot Weld Quality Using UTDocument9 pagesIOP180: Identifying Spot Weld Quality Using UTPepe MotaNo ratings yet
- Filtering Denoising GrindingDocument15 pagesFiltering Denoising GrindingBilelennourNo ratings yet
- Experimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsDocument10 pagesExperimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsIJRASETPublicationsNo ratings yet
- Huang 2020Document11 pagesHuang 2020dietersimaNo ratings yet
- Stepien KfullpaperDocument5 pagesStepien KfullpaperRahul ChavanNo ratings yet
- (13385267 - Acta Technologica Agriculturae) Using Acoustic Emission For Measuring Surface RoughnessDocument5 pages(13385267 - Acta Technologica Agriculturae) Using Acoustic Emission For Measuring Surface RoughnessDavid DobrockyNo ratings yet
- A Review On Recent Trends in Non Destructive Testing ApplicationsDocument4 pagesA Review On Recent Trends in Non Destructive Testing ApplicationsVIVA-TECH IJRINo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Materials and DesignDocument13 pagesMaterials and DesignbobNo ratings yet
- JM Wells - Quantitative XCT Evaluation of Porosity in An Alum Alloy Casting TMS Feb 2007 A-LibreDocument8 pagesJM Wells - Quantitative XCT Evaluation of Porosity in An Alum Alloy Casting TMS Feb 2007 A-LibreJoe WellsNo ratings yet
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNo ratings yet
- Measurement: Ashvin J. Makadia, J.I. NanavatiDocument9 pagesMeasurement: Ashvin J. Makadia, J.I. Nanavatiamalendu_biswas_1No ratings yet
- IIWCourseNotes NDE 2002Document15 pagesIIWCourseNotes NDE 2002HabanitaConstantineFrancoNo ratings yet
- Fall 2019 IPE 4102 Lab Roughness 5 Sep 2020Document3 pagesFall 2019 IPE 4102 Lab Roughness 5 Sep 2020Abdullah Al NomanNo ratings yet
- The Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessDocument9 pagesThe Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessJohnNo ratings yet
- 1 s2.0 S2214785320394463 MainDocument6 pages1 s2.0 S2214785320394463 MainpjbaggaNo ratings yet
- Karpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Document12 pagesKarpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Chiheb BaNo ratings yet
- Indirect Measurement and Diagnostics of The Tool Wear For Ceramics Micro-Milling OptimisationDocument5 pagesIndirect Measurement and Diagnostics of The Tool Wear For Ceramics Micro-Milling OptimisationRaouf BenabdesselamNo ratings yet
- FEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationDocument6 pagesFEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationpawanrajNo ratings yet
- 1-s2.0-S2212827123003347-mainDocument6 pages1-s2.0-S2212827123003347-mainnetamentenetoNo ratings yet
- 60 - Tool Wear PDFDocument6 pages60 - Tool Wear PDFfshtaNo ratings yet
- 1-S2.0-S1877705817315205-Main (2017)Document6 pages1-S2.0-S1877705817315205-Main (2017)MAV2804No ratings yet
- Engineering Science and Technology, An International JournalDocument6 pagesEngineering Science and Technology, An International JournalDavid ThangaduraiNo ratings yet
- Artículo - IJAMT 2016Document15 pagesArtículo - IJAMT 2016Carlos Andrés Arango H.No ratings yet
- Mechanical Systems and Signal Processing: Kunpeng Zhu, Xiaolong YuDocument12 pagesMechanical Systems and Signal Processing: Kunpeng Zhu, Xiaolong YuRodrigo CabralNo ratings yet
- 1 s2.0 S2212671612001813 MainDocument6 pages1 s2.0 S2212671612001813 MainMarcelo SantanaNo ratings yet
- Inspection MethodsDocument20 pagesInspection MethodsturboconchNo ratings yet
- Ms Tensile Refer ThisDocument10 pagesMs Tensile Refer Thisddsiva402No ratings yet
- A Review Paper On FEA Application For Sheet Metal Forming AnalysisDocument8 pagesA Review Paper On FEA Application For Sheet Metal Forming AnalysisSagar PajankarNo ratings yet
- 826-Article Text-1570-1-10-20210130Document13 pages826-Article Text-1570-1-10-20210130Dr. Pavana KumaraNo ratings yet
- Study of The Stiffness of Modular Fixtures Using The Finite Element MethodDocument10 pagesStudy of The Stiffness of Modular Fixtures Using The Finite Element Methodjames bondNo ratings yet
- Calibration of Simple Vernier Caliper Using Slip Gauge Made by Nano Material IJERTCONV6IS01006Document3 pagesCalibration of Simple Vernier Caliper Using Slip Gauge Made by Nano Material IJERTCONV6IS01006Maya LamichhaneNo ratings yet
- Influence of Machining On The Microstructure Mechanical Properties and Corrosion Behaviour of A Low Carbon Martensitic Stainless SteelDocument5 pagesInfluence of Machining On The Microstructure Mechanical Properties and Corrosion Behaviour of A Low Carbon Martensitic Stainless SteelmulyaniNo ratings yet
- Machining Subsurface Deformation Under Various Rake Angles 2022 Procedia CIRDocument5 pagesMachining Subsurface Deformation Under Various Rake Angles 2022 Procedia CIRlelag96085No ratings yet
- 1 s2.0 S1018364717303336 Main PDFDocument8 pages1 s2.0 S1018364717303336 Main PDFMathias BoldtNo ratings yet
- Ilg 2019 IOP Conf. Ser. Mater. Sci. Eng. 651 012070Document9 pagesIlg 2019 IOP Conf. Ser. Mater. Sci. Eng. 651 012070ansys fluentNo ratings yet
- 1 s2.0 S2214509523000839 MainDocument10 pages1 s2.0 S2214509523000839 MainMak ALNo ratings yet
- Artificial Neural Network Predictive Modeling of Uncoated Carbide Tool Wear When Turning NST 37.2 SteelDocument11 pagesArtificial Neural Network Predictive Modeling of Uncoated Carbide Tool Wear When Turning NST 37.2 SteelAkindolu DadaNo ratings yet
- Surface RoughnessDocument4 pagesSurface RoughnessPablo Valenzuela ArredondoNo ratings yet
- NMCOE4054ijarseDocument5 pagesNMCOE4054ijarseUsman AhmadNo ratings yet
- Mokhatar 2018 IOP Conf. Ser. Mater. Sci. Eng. 431 122013Document7 pagesMokhatar 2018 IOP Conf. Ser. Mater. Sci. Eng. 431 122013gavinteckNo ratings yet
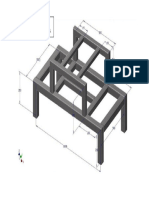
- Latihan Weldment 4Document1 pageLatihan Weldment 407Andhika IqbalNo ratings yet
- PantekDocument1 pagePantek07Andhika IqbalNo ratings yet
- Vibration TesterDocument7 pagesVibration Tester07Andhika IqbalNo ratings yet
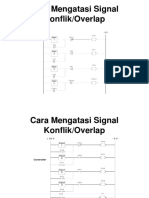
- Cara Mengatasi Signal KonflikDocument3 pagesCara Mengatasi Signal Konflik07Andhika IqbalNo ratings yet
- MJardin AIAA20076822Document24 pagesMJardin AIAA2007682207Andhika IqbalNo ratings yet
- JIF103 PHYSICS 1: Solving Galilean Transformations of PositionDocument11 pagesJIF103 PHYSICS 1: Solving Galilean Transformations of PositionAhmad Haikal Ahmad Mochtar0% (1)
- Foaming Capacity of Soaps: Chemistry Project OnDocument12 pagesFoaming Capacity of Soaps: Chemistry Project OnNilabha Das100% (2)
- Lecture 6-Spectroscopic Methods of Analysis - Part 1Document31 pagesLecture 6-Spectroscopic Methods of Analysis - Part 1Leo PisNo ratings yet
- BK9780851865027 00079Document98 pagesBK9780851865027 00079melikecerenNo ratings yet
- ThermodynamicsDocument2 pagesThermodynamicsbalusharma1212No ratings yet
- Identification of Alcohols and PhenolsDocument15 pagesIdentification of Alcohols and PhenolsSALIFU91% (23)
- Direct Numerical SimulationDocument38 pagesDirect Numerical SimulationddqylxgNo ratings yet
- Wastewater Treatment: An Overview: June 2018Document10 pagesWastewater Treatment: An Overview: June 2018saimaliNo ratings yet
- Chemistry 6th Edition Mcmurry Solutions ManualDocument35 pagesChemistry 6th Edition Mcmurry Solutions Manualthrenodyvoxlkio100% (22)
- G10Phys Chapter 4Document39 pagesG10Phys Chapter 4Kinsley ViscaNo ratings yet
- Review On Comprehensive Recycling of Spent Lithium Ion 2023 Separation andDocument18 pagesReview On Comprehensive Recycling of Spent Lithium Ion 2023 Separation andrinoamisatoNo ratings yet
- Physics: Crash Course For JEE Main 2020Document15 pagesPhysics: Crash Course For JEE Main 2020Ayush SharmaNo ratings yet
- 1 Coulombs Law and Principle of SuperpositionDocument14 pages1 Coulombs Law and Principle of Superpositionpaulkani-ece100% (11)
- Mechanical WorkDocument14 pagesMechanical WorkAdiya YermekovaNo ratings yet
- Fluid Flow Measurement Lab ReportDocument16 pagesFluid Flow Measurement Lab Reportقاسمي عندامNo ratings yet
- Laser Plasma Accelerators For Charged Particles PDFDocument105 pagesLaser Plasma Accelerators For Charged Particles PDFAjit UpadhyayNo ratings yet
- Pitt Safety Manual Guidelines for Combustible MetalsDocument7 pagesPitt Safety Manual Guidelines for Combustible Metalsgh0stj0k3rNo ratings yet
- Safety Data Sheet: Section 1: Identification of The Substance/Mixture and of The Company/UndertakingDocument10 pagesSafety Data Sheet: Section 1: Identification of The Substance/Mixture and of The Company/UndertakingIOCL SHUTDOWNNo ratings yet
- Hydrology: Zone TechDocument30 pagesHydrology: Zone TechKshitiz RawatNo ratings yet
- Cec 207 Groundwater ExplorationDocument44 pagesCec 207 Groundwater ExplorationMariam SalamiNo ratings yet
- Chem 2 Q1 Module 1 Attractive ForcesDocument9 pagesChem 2 Q1 Module 1 Attractive ForcesPrincess Venita BerganteNo ratings yet
- Physics: Chapter 11 - Simple Harmonic Motion Notes: Etc.) Back + Forth Over Same PathDocument3 pagesPhysics: Chapter 11 - Simple Harmonic Motion Notes: Etc.) Back + Forth Over Same PathOlivia RidleyNo ratings yet
- Rolling Bearings ClassificationsDocument94 pagesRolling Bearings ClassificationsMarlon KhanNo ratings yet
- Derivatives and Physics Problems With SolutionsDocument3 pagesDerivatives and Physics Problems With SolutionsMaria AnderlucciNo ratings yet
- Organic Chemistry 8th Edition Brown Test Bank DownloadDocument40 pagesOrganic Chemistry 8th Edition Brown Test Bank DownloadChelsea Mathur100% (23)
- Answer Key Chapter 8Document4 pagesAnswer Key Chapter 8linNo ratings yet
- JPJC H2 Chemistry P3 QPDocument28 pagesJPJC H2 Chemistry P3 QPantesipation ฅ'ω'ฅNo ratings yet
- Sr. No Experiment List For Fluid Mechanics-Ii Lab Experiment NODocument19 pagesSr. No Experiment List For Fluid Mechanics-Ii Lab Experiment NOMohit JangraNo ratings yet