You might also like
- Table of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3Document7 pagesTable of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3Nicholas FeatherstonNo ratings yet
- Installation of Duct WorkDocument26 pagesInstallation of Duct WorkNguyễn Đoàn100% (1)
- ManufacturerDocument6 pagesManufacturerVipul ChourasiyaNo ratings yet
- E-100 Tubesheet LayoutDocument1 pageE-100 Tubesheet Layoutuse for school google drive storageNo ratings yet
- Job Information: Engineer Checked ApprovedDocument16 pagesJob Information: Engineer Checked ApprovedAsep MulyadiNo ratings yet
- Staytite NutsDocument3 pagesStaytite NutsLiam MorrisNo ratings yet
- DesignReport 1.1.1.1.1Document7 pagesDesignReport 1.1.1.1.1Anbarasan SubbaiyanNo ratings yet
- Sismic Isolation Product P4Document10 pagesSismic Isolation Product P4Ivan QuispeNo ratings yet
- Especificaciones Kwik BoltDocument12 pagesEspecificaciones Kwik BoltjaimepwpsNo ratings yet
- 1 Project Data: Project: Project No: AuthorDocument10 pages1 Project Data: Project: Project No: AuthorKandizNo ratings yet
- 1. THUYẾT MINH TÍNH TOÁN BÁT TẠMDocument21 pages1. THUYẾT MINH TÍNH TOÁN BÁT TẠMAnh KyNo ratings yet
- Sismic Isolation Product P5Document10 pagesSismic Isolation Product P5Ivan QuispeNo ratings yet
- Lab 3Document4 pagesLab 3Aeyrul KhairulNo ratings yet
- Tfaxl We 981Document185 pagesTfaxl We 981NathawatNo ratings yet
- DesignReport 1.1.1.3.1Document7 pagesDesignReport 1.1.1.3.1Anbarasan SubbaiyanNo ratings yet
- Type of Calculation Date Customer Name Ref: Roller Chain Drives 29/08/2012 07:50:08 ModelDocument6 pagesType of Calculation Date Customer Name Ref: Roller Chain Drives 29/08/2012 07:50:08 Modelgrupa2904No ratings yet
- E-200 Tubesheet LayoutDocument1 pageE-200 Tubesheet Layoutuse for school google drive storageNo ratings yet
- Project Item CON1: DesignDocument2 pagesProject Item CON1: Designطه حلمىNo ratings yet
- Demands Description V1 N M2 M1 Nftop Nfbottom Nftop Nfbottom VuDocument3 pagesDemands Description V1 N M2 M1 Nftop Nfbottom Nftop Nfbottom VuandibolNo ratings yet
- ETABS 2016 Concrete Frame Design: ACI 318-14 Column Section DesignDocument1 pageETABS 2016 Concrete Frame Design: ACI 318-14 Column Section DesignAnonymous XgC7tQfzjNo ratings yet
- Brida Socket WeldDocument1 pageBrida Socket Weldjuan ormacheaNo ratings yet
- Design of Baseplate and Anchor Bolt - InstrumentationDocument6 pagesDesign of Baseplate and Anchor Bolt - InstrumentationParchuri PraveenNo ratings yet
- Mass Calculator: Sheet & PlateDocument4 pagesMass Calculator: Sheet & PlateShaikh Mohd QaisarNo ratings yet
- Beam To BeamDocument6 pagesBeam To BeamShaikh ImranNo ratings yet
- Radial N-Type Connectors GuideDocument1 pageRadial N-Type Connectors GuideRoyan.A ParnianNo ratings yet
- Wrench ClearancesDocument2 pagesWrench ClearancesRowan JoguilonNo ratings yet
- Connection 1Document22 pagesConnection 1Anonymous sfkedkymNo ratings yet
- Drilling FormulasDocument3 pagesDrilling FormulasMuhammad HamzaNo ratings yet
- Bolt Design Update 27augDocument16 pagesBolt Design Update 27augpipposegalaNo ratings yet
- Canadian Structural Design Guide: Alu - Concealed Beam HangerDocument10 pagesCanadian Structural Design Guide: Alu - Concealed Beam HangerRaul AntonieNo ratings yet
- 2023-04-25 - GussetDocument33 pages2023-04-25 - GussetkiranNo ratings yet
- Section Properties of Padeye Computation of Major Axis Section ModulusDocument2 pagesSection Properties of Padeye Computation of Major Axis Section ModulusramNo ratings yet
- Seismic Isolation Product Line-UpDocument9 pagesSeismic Isolation Product Line-UpSyafrul MubaraqNo ratings yet
- Obj2 CompressedDocument1 pageObj2 Compressedgustavo.paty.diproarqNo ratings yet
- Todo Safety Break Away CouplingsDocument8 pagesTodo Safety Break Away CouplingsKamalNo ratings yet
- Table of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3Document8 pagesTable of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3balamuruganNo ratings yet
- Setting Information Setting Positions: A) HSL-3-SH, HSL-3-SK and HSL-3-SKR Can Only Be Set in Position 1Document1 pageSetting Information Setting Positions: A) HSL-3-SH, HSL-3-SK and HSL-3-SKR Can Only Be Set in Position 1Praveen Varma VNo ratings yet
- Presentation Coupler SystemDocument21 pagesPresentation Coupler SystemPralhad Kore100% (1)
- Building Anchor BoltsDocument2 pagesBuilding Anchor BoltskumsbamaNo ratings yet
- Structural DesignDocument1 pageStructural DesignSherlock HolmesNo ratings yet
- Tubesheet LayoutDocument1 pageTubesheet LayoutTIPAZONo ratings yet
- Sample Connection ReportDocument14 pagesSample Connection ReportNirajNo ratings yet
- Reinforced Concrete Column DesignDocument1 pageReinforced Concrete Column Designnirmal sutharNo ratings yet
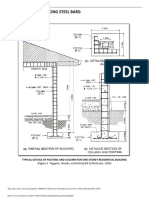
- Estimating Reinforcing Steel Bars PDFDocument2 pagesEstimating Reinforcing Steel Bars PDFGRACE RAGUDOSNo ratings yet
- Details Single Shear Connection SB7a To SB10Document9 pagesDetails Single Shear Connection SB7a To SB10Nguyen Duc CuongNo ratings yet
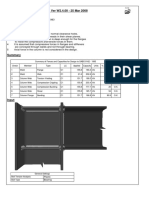
- Beam - Column Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsDocument2 pagesBeam - Column Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsNyu123456No ratings yet
- Design of Tie BarDocument1 pageDesign of Tie Barshivshankar kushwahaNo ratings yet
- Detail 61Document5 pagesDetail 61SantosoNo ratings yet
- WP-8.5.1-04 Procedure For Cutting and HolingDocument2 pagesWP-8.5.1-04 Procedure For Cutting and HolingNitin SharmaNo ratings yet
- ETABS 2015 Concrete Frame Design: ETABS 2015 15.2.2 License # 1YTPN38NXMTW9BADocument2 pagesETABS 2015 Concrete Frame Design: ETABS 2015 15.2.2 License # 1YTPN38NXMTW9BAjuanda sinagaNo ratings yet
- Zagar 7Document13 pagesZagar 7ratnakarNo ratings yet
- Vis de CommandeDocument1 pageVis de CommandeFabien CazesNo ratings yet
- Memory Aid BT3 2018 PDFDocument1 pageMemory Aid BT3 2018 PDFNoble Obeng-AnkamahNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.2.1 License # 1UFVRP4U3LH4CPPDocument2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.2.1 License # 1UFVRP4U3LH4CPPDiego Alejandro GonzalezNo ratings yet
- Project Name Engineer Ref Dwg. No. Approver: ABC Building XX-XX-XX Project ManagerDocument9 pagesProject Name Engineer Ref Dwg. No. Approver: ABC Building XX-XX-XX Project ManagerFritz NatividadNo ratings yet
- Gauge Report - De.enDocument2 pagesGauge Report - De.enYunji GuNo ratings yet
- Column DetailsDocument2 pagesColumn DetailsBevelyn Ginhawa ManaloNo ratings yet
- Cia 1264NDWDocument1 pageCia 1264NDWBau FroschNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- ENIEC60076-11 (2018) e CodifiedDocument11 pagesENIEC60076-11 (2018) e Codifiedabhi6784No ratings yet
- Insulation Coordination - PPTDocument107 pagesInsulation Coordination - PPTabhi6784No ratings yet
- Iec 60445 2021Document28 pagesIec 60445 2021abhi6784No ratings yet
- Is 7451 1 2007Document19 pagesIs 7451 1 2007abhi6784No ratings yet
- Lifetiem of WTGDocument1 pageLifetiem of WTGabhi6784No ratings yet
- ENIEC61800-2 (2021) e CodifiedDocument14 pagesENIEC61800-2 (2021) e Codifiedabhi6784No ratings yet
- INDEX11Document2 pagesINDEX11abhi6784No ratings yet
- 24v 10a Battery ChargerDocument3 pages24v 10a Battery Chargerabhi6784No ratings yet
- CT Calculation - FltcalDocument5 pagesCT Calculation - Fltcalabhi6784No ratings yet
- IS - 7098 - Part - 2 - 1985 - LATESTDocument25 pagesIS - 7098 - Part - 2 - 1985 - LATESTabhi6784No ratings yet
- BOQ 20 - Danish PDFDocument4 pagesBOQ 20 - Danish PDFDanish Nowshari100% (1)
- Valves - PresentationDocument119 pagesValves - Presentationkrahul100% (15)
- Checklist For Tiles FlooringDocument2 pagesChecklist For Tiles FlooringKishoreNo ratings yet
- BS en 12063-1999Document58 pagesBS en 12063-1999vinaysa18gmailcom100% (2)
- Transkrip Mahasiswa PDFDocument2 pagesTranskrip Mahasiswa PDFAditya PrawiraNo ratings yet
- Engineered Wood13 PDFDocument96 pagesEngineered Wood13 PDFartika sembiringNo ratings yet
- Construction Schedule Template 05Document9 pagesConstruction Schedule Template 05Angel Lisette LaoNo ratings yet
- Hexagonal Nuts6330Document1 pageHexagonal Nuts6330Augusto VincensiNo ratings yet
- Railway SleepersDocument22 pagesRailway SleepersPiyush Bhandari0% (1)
- PT Promecam Tools 1801 ENGDocument45 pagesPT Promecam Tools 1801 ENGpressbraketoolsNo ratings yet
- Effect of Reduction Ratio On The Machinability of A Medium Carbon Microalloyed SteelDocument6 pagesEffect of Reduction Ratio On The Machinability of A Medium Carbon Microalloyed SteelmunirajNo ratings yet
- Renovation - WPS OffiDocument4 pagesRenovation - WPS OffiMuibi Sodiq HorlarbissyNo ratings yet
- Materials Testing LabDocument4 pagesMaterials Testing Labapi-279808168No ratings yet
- C1398Document3 pagesC1398Jorge Luis Arevalo Lopez100% (1)
- Section 15240-Chutes: Part 1 - GeneralDocument5 pagesSection 15240-Chutes: Part 1 - GeneralAli OsmanNo ratings yet
- Mil I 24768 - Supplement 1Document3 pagesMil I 24768 - Supplement 1Russell ShacklefordNo ratings yet
- Workshop Simle Present V Present Continuos-Epim - Melvin - RamosDocument4 pagesWorkshop Simle Present V Present Continuos-Epim - Melvin - RamosMel James RMNo ratings yet
- IS 7272.1.1974 - Labour Constants PDFDocument19 pagesIS 7272.1.1974 - Labour Constants PDFVenkatesh KakhandikiNo ratings yet
- Ga 216 07 PDFDocument24 pagesGa 216 07 PDFabudabeejajaNo ratings yet
- TL Welding ConsumablesDocument60 pagesTL Welding ConsumablesDuvall AnggraitaNo ratings yet
- Advanced Building Construction: Front ElevationDocument1 pageAdvanced Building Construction: Front ElevationShanzNo ratings yet
- MIPK Valvula26 Mi Válvula Purikor SuavizacionDocument21 pagesMIPK Valvula26 Mi Válvula Purikor SuavizacionAccel Alejandro ZamarripaNo ratings yet
- Subang PDF New QuotationDocument4 pagesSubang PDF New QuotationIvan TanNo ratings yet
- Cross-Laminated Timber Construction - An Introduction: Engineering BulletinDocument8 pagesCross-Laminated Timber Construction - An Introduction: Engineering BulletinKNo ratings yet
- Knock Down FittingsDocument75 pagesKnock Down FittingsTEP DesignNo ratings yet
- Construction and Building Materials: Guo Li, Lei Dong, Zhu'an Bai, Ming Lei, Jianmin DuDocument7 pagesConstruction and Building Materials: Guo Li, Lei Dong, Zhu'an Bai, Ming Lei, Jianmin DuHaniel FcNo ratings yet
- Product Data Sheet For CP 680-P and CP 680-M Cast-In Firestop Devices Technical Information ASSET DOC LOC 1540966Document1 pageProduct Data Sheet For CP 680-P and CP 680-M Cast-In Firestop Devices Technical Information ASSET DOC LOC 1540966shama093No ratings yet
- Concrete Road Design and Construction - Update (2007-2009)Document48 pagesConcrete Road Design and Construction - Update (2007-2009)William HarrowNo ratings yet
- Woodtech Aquadur Pu ExteriorDocument2 pagesWoodtech Aquadur Pu ExteriorSharon Paul HarrisNo ratings yet