You might also like
- A330 - A340 ATA 33 Lights L3Document96 pagesA330 - A340 ATA 33 Lights L3Navid Khalili Safa100% (2)
- Flyback Transformers For 25Watt Poe Application: 遠見電子股份有限公司 Providence Electronics CorpDocument2 pagesFlyback Transformers For 25Watt Poe Application: 遠見電子股份有限公司 Providence Electronics Corpwxzcldw163.comNo ratings yet
- Texas Instruments Pth12060waz DC DC Power Supply Through HoleDocument29 pagesTexas Instruments Pth12060waz DC DC Power Supply Through Holeednardo CunhaNo ratings yet
- Motor Datasheet 1500 HP 2300V PDFDocument8 pagesMotor Datasheet 1500 HP 2300V PDFGilberto MejiaNo ratings yet
- Công Ty Cổ Phần Obdvietnam TỔNG ĐÀI HỖ TRỢ: 02871.088.881Document2 pagesCông Ty Cổ Phần Obdvietnam TỔNG ĐÀI HỖ TRỢ: 02871.088.881ANH LÊNo ratings yet
- UENR88640001 EVC600I Automatic Voltage Regulator (UENR8864-01)Document9 pagesUENR88640001 EVC600I Automatic Voltage Regulator (UENR8864-01)Carlos U. CallirgosNo ratings yet
- Analog Modules, Inc.: Model 762Document5 pagesAnalog Modules, Inc.: Model 762Haiqa AbbasNo ratings yet
- 5326 DP-R6090 R7090 D-R350etcDocument22 pages5326 DP-R6090 R7090 D-R350etcroca9oNo ratings yet
- Speed Control of DC Motor by Armature Resistance ControlDocument1 pageSpeed Control of DC Motor by Armature Resistance ControlSelf BeliefNo ratings yet
- Comparison Between All Four EnginesDocument5 pagesComparison Between All Four EnginesVikramjeet BanerjeeNo ratings yet
- ADA4000-1 ADA4000-2 ADA4000-4: Low Cost, Precision JFET Input Operational AmplifiersDocument16 pagesADA4000-1 ADA4000-2 ADA4000-4: Low Cost, Precision JFET Input Operational AmplifiersmhasansharifiNo ratings yet
- Cópia de Datasheet l4949Document12 pagesCópia de Datasheet l4949ErikOliveiraNo ratings yet
- CA3450Document8 pagesCA3450MUHAMMAD SISWANTORONo ratings yet
- RS-540RH/SH: Output: 5.0W 90W (Approx)Document1 pageRS-540RH/SH: Output: 5.0W 90W (Approx)Onur GençoğluNo ratings yet
- Compressed Air Manual Tcm44-1249312Document8 pagesCompressed Air Manual Tcm44-1249312Osama Kamel ElghitanyNo ratings yet
- Str-Y6700 SeriesDocument2 pagesStr-Y6700 SeriesDaniel MestresNo ratings yet
- Diagrama de EPB Hyundai Azera 2012Document2 pagesDiagrama de EPB Hyundai Azera 2012Jairo GodoyNo ratings yet
- Datasheet PDFDocument6 pagesDatasheet PDFfelix BarbozaNo ratings yet
- VIPer100 NewDocument20 pagesVIPer100 NewDarvin VargheseNo ratings yet
- Ba3240 PDFDocument11 pagesBa3240 PDFJoe Jairo Huillca HerreraNo ratings yet
- Analog Modules, Inc.: Model 762Document5 pagesAnalog Modules, Inc.: Model 762Haiqa AbbasNo ratings yet
- BUE Brake Unit AnnouncementDocument6 pagesBUE Brake Unit AnnouncementelectrogeniusNo ratings yet
- 750-557, 750-559 / 753-557, 753-559 4-Channel Analog Output Module 10 V/0-10 VDocument1 page750-557, 750-559 / 753-557, 753-559 4-Channel Analog Output Module 10 V/0-10 VOsvaldo MuñozNo ratings yet
- SD969-2 With BCM (ETACS) - Display (2/4) A/V & NavigationDocument1 pageSD969-2 With BCM (ETACS) - Display (2/4) A/V & NavigationDhashana MoorthyNo ratings yet
- Sơ Đồ DCT (Dry) - Hyundai ElentraDocument5 pagesSơ Đồ DCT (Dry) - Hyundai Elentranguyendu8315No ratings yet
- G3LA/G4LA: KAPPA 1.0L/1.2L MPI (W/O Button Start)Document1 pageG3LA/G4LA: KAPPA 1.0L/1.2L MPI (W/O Button Start)Nelson TrujilloNo ratings yet
- Atb BRG de 6306zzcnDocument2 pagesAtb BRG de 6306zzcnTeguh JayaNo ratings yet
- Low Cost, High Speed, Rail-to-Rail, Output Op Amps ADA4851-1/ADA4851-2/ADA4851-4Document25 pagesLow Cost, High Speed, Rail-to-Rail, Output Op Amps ADA4851-1/ADA4851-2/ADA4851-4joil alvesNo ratings yet
- FAN7390 High-Current, High & Low-Side, Gate-Drive IC: Features DescriptionDocument14 pagesFAN7390 High-Current, High & Low-Side, Gate-Drive IC: Features DescriptionjoelpalzaNo ratings yet
- Data Sheet Eu2Document7 pagesData Sheet Eu2admin peoNo ratings yet
- PM175 QuickStartDocument13 pagesPM175 QuickStartKasirNo ratings yet
- BCM Tucson 2017Document4 pagesBCM Tucson 2017Jose Reyes Ramos CuevasNo ratings yet
- EVC600i Operation ManualDocument7 pagesEVC600i Operation ManualNatee MongkhonpornNo ratings yet
- Shadin AMS-2000 Altitude Alert System Installation Manual IN8900A Revision MDocument15 pagesShadin AMS-2000 Altitude Alert System Installation Manual IN8900A Revision Mglenn_gibson_10No ratings yet
- PC 2201Document12 pagesPC 2201Irwan SamtaniNo ratings yet
- Datasheet 15 PDFDocument9 pagesDatasheet 15 PDFchumengue snachezNo ratings yet
- Rele 750-760 Ge ExtinvDocument1 pageRele 750-760 Ge ExtinvYOYAXNo ratings yet
- AD828 Video OpampDocument12 pagesAD828 Video OpampPilag SadupratitaheningNo ratings yet
- Programmable Micropower Operational Amplifier OP22: 1.0 ScopeDocument5 pagesProgrammable Micropower Operational Amplifier OP22: 1.0 ScopebiswarupchakrabortyNo ratings yet
- Readme - 7XV5673 - IO-Unit - Mapping-Tool PDFDocument6 pagesReadme - 7XV5673 - IO-Unit - Mapping-Tool PDFErick CostaNo ratings yet
- Critical Conduction Mode PFC Controller: Features DescriptionDocument20 pagesCritical Conduction Mode PFC Controller: Features DescriptiondavidNo ratings yet
- 40LX Ceiling Concealed CCAC InstallationDocument17 pages40LX Ceiling Concealed CCAC Installationjeferson binayNo ratings yet
- FAN7382 Half-Bridge Gate Driver: Features DescriptionDocument14 pagesFAN7382 Half-Bridge Gate Driver: Features DescriptionEriflonaNo ratings yet
- A-60 120 PDFDocument9 pagesA-60 120 PDFautreraNo ratings yet
- PAM8302A DatasheetDocument15 pagesPAM8302A DatasheetMarius NoybNo ratings yet
- A82-00-0109 Datasheets USDocument3 pagesA82-00-0109 Datasheets UScarrei JohnNo ratings yet
- Project U5A OverviewDocument58 pagesProject U5A OverviewADAMO PATRICIO O'BYRNE RIVERANo ratings yet
- Pub059 021 00 - 0715Document51 pagesPub059 021 00 - 0715cayamajonoriana7No ratings yet
- Standard Low Power Inductors: Switch Mode Power Converters & Ripple FiltersDocument1 pageStandard Low Power Inductors: Switch Mode Power Converters & Ripple FiltersПавелNo ratings yet
- 9 Fan TypeDocument1 page9 Fan TypepotatoNo ratings yet
- r201 000 3Document1 pager201 000 3Anand KumarNo ratings yet
- Acer Al2021 (ET)Document14 pagesAcer Al2021 (ET)grope64No ratings yet
- Diagrama 3d Plc-Layout1Document1 pageDiagrama 3d Plc-Layout1Ronald William Zapana MamaniNo ratings yet
- Low Cost, Low Power Video Op Amp AD818: Differential Gain & Phase ErrorsDocument12 pagesLow Cost, Low Power Video Op Amp AD818: Differential Gain & Phase ErrorsJuan HernándezNo ratings yet
- Amplficador Industrial MVD2510Document4 pagesAmplficador Industrial MVD2510Urielo FrancoNo ratings yet
- Oil in Water Analyzer Wiring DiagramDocument3 pagesOil in Water Analyzer Wiring Diagramtatiana araujoNo ratings yet
- Description Features: Ait Semiconductor IncDocument8 pagesDescription Features: Ait Semiconductor Incteranet tbtNo ratings yet
- AVR China 2346GA2491-6GA2492-V1.2.0.0-Manual-V2.0 - ENDocument20 pagesAVR China 2346GA2491-6GA2492-V1.2.0.0-Manual-V2.0 - ENoscar caceres0% (1)
- SVM 05036 2Document78 pagesSVM 05036 2calvin.bloodaxe4478No ratings yet
- Applications / Markets: 260gf +100/-50gf 350gf +100/-50gfDocument3 pagesApplications / Markets: 260gf +100/-50gf 350gf +100/-50gfArdi PutraNo ratings yet
- Bwle FeederDocument7 pagesBwle Feedermagiva873No ratings yet
- Designing Vibratory Bowl Feeders Using Numerical SimulationDocument5 pagesDesigning Vibratory Bowl Feeders Using Numerical Simulationأحمد عاطف أبوغديرNo ratings yet
- MTTR, MTBF, MTTFDocument8 pagesMTTR, MTBF, MTTFayari med aliNo ratings yet
- 6000-AdvancedDocument3 pages6000-Advancedayari med aliNo ratings yet
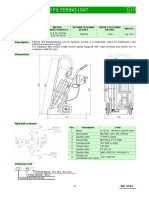
- Oil Filling and Filtering Unit: CharacteristicsDocument1 pageOil Filling and Filtering Unit: Characteristicsayari med aliNo ratings yet
- Pendant Light 1Document2 pagesPendant Light 1ayari med aliNo ratings yet
- Led Fixture ProfileDocument1 pageLed Fixture Profileayari med aliNo ratings yet
- Led Pendant LampDocument1 pageLed Pendant Lampayari med aliNo ratings yet
- Table LampDocument1 pageTable Lampayari med aliNo ratings yet
- Floor LampDocument1 pageFloor Lampayari med aliNo ratings yet
- Hotflex 201901 EN-1Document8 pagesHotflex 201901 EN-1ayari med aliNo ratings yet
- OV (ÅL - JZ: - SL - Pisl (/I/Shyolh (Ly P (Oilukhisl/Uolh (LkavulzDocument4 pagesOV (ÅL - JZ: - SL - Pisl (/I/Shyolh (Ly P (Oilukhisl/Uolh (Lkavulzayari med aliNo ratings yet
- Cr10X Measurement and Control Module Operator'S Manual: REVISION: 9/01Document0 pagesCr10X Measurement and Control Module Operator'S Manual: REVISION: 9/01farhadfzmNo ratings yet
- Report For VFD Failure - Rev - 0Document29 pagesReport For VFD Failure - Rev - 0ajamyuyaNo ratings yet
- Electrical Cabling & UPS InstallationDocument107 pagesElectrical Cabling & UPS InstallationSheikh Waqar AliNo ratings yet
- Electrical Machines1 PDFDocument178 pagesElectrical Machines1 PDFnivashini a0% (1)
- Section Four - Medium Voltage Tr-Xlpe Cables: Explanatory Information 2-13Document56 pagesSection Four - Medium Voltage Tr-Xlpe Cables: Explanatory Information 2-13Terex14253No ratings yet
- Electrical ForumalsDocument75 pagesElectrical ForumalsDinesh Raj G80% (10)
- Record Plus Catalogue en Export Ed09-14Document252 pagesRecord Plus Catalogue en Export Ed09-14ohoboho79100% (1)
- High-Output Nexus Sounders & Beacons for Industrial ApplicationsDocument3 pagesHigh-Output Nexus Sounders & Beacons for Industrial Applicationsmathan_aeNo ratings yet
- EMCO Dynatorq Catalog PDFDocument4 pagesEMCO Dynatorq Catalog PDFAnuj GautamNo ratings yet
- Celda de CargaDocument18 pagesCelda de CargaronainteNo ratings yet
- POSTEF - ZXDU68 B301 (V5.0R07M02) Embedded DC Power System PDFDocument4 pagesPOSTEF - ZXDU68 B301 (V5.0R07M02) Embedded DC Power System PDFNguyen Vu Hoang ThachNo ratings yet
- 3 Phase 25-36kW SMT Series Inverters with 98.8% EfficiencyDocument2 pages3 Phase 25-36kW SMT Series Inverters with 98.8% EfficiencyEureka SolarNo ratings yet
- Southeast University: Study On Electricity Distribution, Substation Operation & Maintenance of DescoDocument47 pagesSoutheast University: Study On Electricity Distribution, Substation Operation & Maintenance of DescoSabuj Ahamed SagorNo ratings yet
- Elec Symbols PDFDocument43 pagesElec Symbols PDFMario BonNo ratings yet
- Elr Elrc 1 BrochureDocument2 pagesElr Elrc 1 Brochurerochmad eko suyudiNo ratings yet
- 6EP13363BA00 Datasheet enDocument4 pages6EP13363BA00 Datasheet enBrand MejysNo ratings yet
- ABB Excitation UNITROL 6000 Light Brochure PDFDocument12 pagesABB Excitation UNITROL 6000 Light Brochure PDFGorakhnath DagadeNo ratings yet
- AC Generator Part1Document13 pagesAC Generator Part1KRYSZEL JOY CAPIONo ratings yet
- Programmable Frequency-To-Current Converter: 1 OLED Display 2 Programming Buttons 3 LedsDocument3 pagesProgrammable Frequency-To-Current Converter: 1 OLED Display 2 Programming Buttons 3 LedsAhmad DagamsehNo ratings yet
- Linear actuator Econom 01 guideDocument6 pagesLinear actuator Econom 01 guideDanyini IniNo ratings yet
- A CDocument84 pagesA Cgurdeepsingh1296100% (1)
- Electrical QuestionsDocument220 pagesElectrical QuestionsChristianNo ratings yet
- 9470 MKII Power: 24 Volt, 10 Amp Battery ChargerDocument2 pages9470 MKII Power: 24 Volt, 10 Amp Battery ChargerMallampati RamakrishnaNo ratings yet
- Epson FX-880, FX-880T, FX-1180 Service ManualDocument108 pagesEpson FX-880, FX-880T, FX-1180 Service ManualKinder BlackNo ratings yet
- 22F-A2P5N113 Technical DataDocument10 pages22F-A2P5N113 Technical DataSpartan WarriorNo ratings yet
- Electrical Design Basis - Rev 0Document17 pagesElectrical Design Basis - Rev 0DeepmalaJayeshNo ratings yet
- SEW MC Series Gear UnitsDocument104 pagesSEW MC Series Gear UnitsPaolo100% (1)
- Ipss Handbook PDFDocument45 pagesIpss Handbook PDFSarbendu Paul100% (1)
- Opengear User Manual3.6 - OldDocument261 pagesOpengear User Manual3.6 - OldnaveenvarmainNo ratings yet