You might also like
- Emd645 Mi1750 PDFDocument4 pagesEmd645 Mi1750 PDFAmin AminiNo ratings yet
- Lube Oil Maintenance BasicsDocument13 pagesLube Oil Maintenance BasicsMaintenance Circle100% (2)
- Pipes. Wall Thickness Calculation According ASME B31.3Document86 pagesPipes. Wall Thickness Calculation According ASME B31.3Jeannie Tatiana Pérez Sánchez100% (4)
- Tribocare Cylinder Oil Drain AnalysisDocument10 pagesTribocare Cylinder Oil Drain AnalysisSwaminathan KbNo ratings yet
- Updated Quality of Fuel Oil: ImmediatelyDocument12 pagesUpdated Quality of Fuel Oil: ImmediatelyEvreinov D.No ratings yet
- Sabp G 022Document8 pagesSabp G 022Hassan MokhtarNo ratings yet
- Assembly Procedure For The Dual Slope Body For The 777F and 777G Off-Highway TruckDocument87 pagesAssembly Procedure For The Dual Slope Body For The 777F and 777G Off-Highway TruckKeron Trotz100% (2)
- Millipore TestDocument13 pagesMillipore TestRajaSekarsajjaNo ratings yet
- Steam Turbine Oil Eyeopening ArticleDocument15 pagesSteam Turbine Oil Eyeopening ArticleRajeswaran NatarajanNo ratings yet
- MI - 1752 Rev MDocument16 pagesMI - 1752 Rev MSudarshan Dhumal100% (2)
- Tos Science 7 1st Quater ExamDocument2 pagesTos Science 7 1st Quater Examlaydee claveria0% (1)
- Gas lubricating oil and coolant specifications for W220 enginesDocument12 pagesGas lubricating oil and coolant specifications for W220 enginesshahin gholamiNo ratings yet
- TT Developing Turbine OilsDocument2 pagesTT Developing Turbine Oilssatya_chagantiNo ratings yet
- Fuel Safety FilterDocument15 pagesFuel Safety FilterArun SNo ratings yet
- 6.product Tech Slide PresentationDocument158 pages6.product Tech Slide PresentationHadi MuchlisNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- GEK32568f Lubricating Oil For Gas Turbines Bearing Temp Over 500FDocument14 pagesGEK32568f Lubricating Oil For Gas Turbines Bearing Temp Over 500Fvarman12No ratings yet
- Welding Lecture1 2Document34 pagesWelding Lecture1 2Dr Abhijeet GangulyNo ratings yet
- Use of Waste Tyres in Road ConstructionDocument11 pagesUse of Waste Tyres in Road Constructionvotetorecieve 1100% (1)
- Lubrex Guide BookDocument209 pagesLubrex Guide BookPawel PawelNo ratings yet
- 26 Samss 088Document8 pages26 Samss 088Fayez Al-ahmadiNo ratings yet
- Water Cement Ratio (Gate60 Short Notes)Document4 pagesWater Cement Ratio (Gate60 Short Notes)akash rathodNo ratings yet
- Norma D4378-03 Monitoreo AceitesDocument11 pagesNorma D4378-03 Monitoreo AceitesSebastian DimianNo ratings yet
- Iso Dewaxing PDFDocument32 pagesIso Dewaxing PDFMohamed Adel100% (2)
- Ficha Técnica Cat DEO - 15W40 & 10W30Document2 pagesFicha Técnica Cat DEO - 15W40 & 10W30RhuanNo ratings yet
- Maintaining EMD Engines with the Proper Lubricating OilDocument6 pagesMaintaining EMD Engines with the Proper Lubricating OilFabricio DelgadoNo ratings yet
- Remaining Service Life (RSL) Assessment of Engine Oil in Rock ExcavatorsDocument10 pagesRemaining Service Life (RSL) Assessment of Engine Oil in Rock ExcavatorsAjay MahawerNo ratings yet
- Mineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesDocument8 pagesMineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesJicheng PiaoNo ratings yet
- Technical Topic - Developing Turbine Oils Beyond RPVOTDocument3 pagesTechnical Topic - Developing Turbine Oils Beyond RPVOTdhavit wijayantoNo ratings yet
- Global DHD 1Document15 pagesGlobal DHD 1sanbao72No ratings yet
- Lubricating Oil Specification: Section 504Document72 pagesLubricating Oil Specification: Section 504Mahmut YILMAZNo ratings yet
- Astm D4378-22Document19 pagesAstm D4378-22Hani YilmazNo ratings yet
- Study On Durability of Engine & Engine Oil in Presence of ContaminantsDocument14 pagesStudy On Durability of Engine & Engine Oil in Presence of ContaminantsAnandNo ratings yet
- Exxon Aviation Oil EEDocument2 pagesExxon Aviation Oil EEJeefNo ratings yet
- Evaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition EngineDocument48 pagesEvaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition Engineasma hamzaNo ratings yet
- Mitsubishi Diesel Engine Technical Information: Management Standard For Engine Lubricating OilsDocument4 pagesMitsubishi Diesel Engine Technical Information: Management Standard For Engine Lubricating OilsMoniru islamNo ratings yet
- Fuel Specs For 4000 SereisDocument3 pagesFuel Specs For 4000 SereismohamedNo ratings yet
- 2019-32-0510-Identifying The Limitations of The Hot Tube Test As A Predictor of Lubricant Performance in Small Engine ApplicationsDocument5 pages2019-32-0510-Identifying The Limitations of The Hot Tube Test As A Predictor of Lubricant Performance in Small Engine ApplicationsJicheng PiaoNo ratings yet
- Product Data Sheet: Thrive™ Diesel High Performance Diesel Engine OilDocument1 pageProduct Data Sheet: Thrive™ Diesel High Performance Diesel Engine Oilmovie hunterNo ratings yet
- A Field Test Method To Quantitatively Determine Oxidation Stability of Gasoline Engine OilDocument8 pagesA Field Test Method To Quantitatively Determine Oxidation Stability of Gasoline Engine OilВалерия КорнееваNo ratings yet
- Guía de Inspección GDY106-85Document7 pagesGuía de Inspección GDY106-85Adolfo DonairesNo ratings yet
- In-Service Monitoring of Mineral Turbine Oils For Steam, Gas, and Combined Cycle TurbinesDocument19 pagesIn-Service Monitoring of Mineral Turbine Oils For Steam, Gas, and Combined Cycle TurbinesEhsan ZiaeiNo ratings yet
- Measuring The Merit of Dispersancy of In-Service Engine Oils With Blotter Spot MethodDocument7 pagesMeasuring The Merit of Dispersancy of In-Service Engine Oils With Blotter Spot MethodasmaNo ratings yet
- controlling_wearDocument2 pagescontrolling_wearJavier NarváezNo ratings yet
- Characterisation of Gasoline Fuels in A DISI EngineDocument16 pagesCharacterisation of Gasoline Fuels in A DISI EngineVictor ZhicayNo ratings yet
- Servo PrimeDocument1 pageServo PrimeRakeshKumarNo ratings yet
- DGpart 3Document10 pagesDGpart 3Sergiy LeonenkoNo ratings yet
- Requirements and Oil Quality: Installation ManualDocument10 pagesRequirements and Oil Quality: Installation ManualABDUL REHMAN PIPRANINo ratings yet
- Giant 5510 15W40Document2 pagesGiant 5510 15W40ibrahim maulanaNo ratings yet
- Aviation Gasolines: Standard Specification ForDocument9 pagesAviation Gasolines: Standard Specification ForJOHN MARTINNo ratings yet
- SINOPEC船用润滑油产品手册 PDFDocument30 pagesSINOPEC船用润滑油产品手册 PDFWilman OngNo ratings yet
- Burnt TOST: Don't Let The TOST Test Burn Your Hydraulic Oil DecisionDocument2 pagesBurnt TOST: Don't Let The TOST Test Burn Your Hydraulic Oil DecisionAnonymous alQXB11EgQNo ratings yet
- Oil spec aceaDocument4 pagesOil spec aceaeoinreynolds94No ratings yet
- Marine Genset Manual AppendixDocument13 pagesMarine Genset Manual Appendixmuhammad arrozikulNo ratings yet
- 23rd International Colloquium TribologyDocument26 pages23rd International Colloquium TribologyPriti Suman MishraNo ratings yet
- S-OIL+7+4T+RIDER+#9+MA2+_TDSDocument1 pageS-OIL+7+4T+RIDER+#9+MA2+_TDSRiyaldo TablacNo ratings yet
- Total Quartz Ineo Long Life 5W-30: Key DataDocument2 pagesTotal Quartz Ineo Long Life 5W-30: Key DataVelibor KaranovicNo ratings yet
- Saes G 116Document8 pagesSaes G 116Yaser AhmadNo ratings yet
- GulfSea Power MDO Engine OilDocument2 pagesGulfSea Power MDO Engine OilObydur RahmanNo ratings yet
- Dana Lubricants Factory L.L.C Dana Lubricants Factory L.L.CDocument2 pagesDana Lubricants Factory L.L.C Dana Lubricants Factory L.L.CChemilomNo ratings yet
- Long-Life Gold Heavy Duty Engine OilDocument3 pagesLong-Life Gold Heavy Duty Engine Oilchongws06No ratings yet
- D6891 - 21 Standard Test Method For Evaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition EngineDocument46 pagesD6891 - 21 Standard Test Method For Evaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition EngineProvocateur SamaraNo ratings yet
- Application of Gear Reducer Oils in Food Processing IndustryDocument4 pagesApplication of Gear Reducer Oils in Food Processing IndustryMitar JocanovicNo ratings yet
- Diesel Turbo THPD 15w40 tcm14-190015Document2 pagesDiesel Turbo THPD 15w40 tcm14-190015Zeta QrsNo ratings yet
- MAN Diesel Lubricating Oil Requirements for Heavy Fuel EnginesDocument5 pagesMAN Diesel Lubricating Oil Requirements for Heavy Fuel EnginesDennis Alexander Oseguera OsegueraNo ratings yet
- Electro-Motive DFVLSTQ?D - : Gemera Motors Corporation L A Gramge, Ltw4Oll, U. $. &, - Aftnjt - L - LR - I - .Document2 pagesElectro-Motive DFVLSTQ?D - : Gemera Motors Corporation L A Gramge, Ltw4Oll, U. $. &, - Aftnjt - L - LR - I - .emmsh71No ratings yet
- Holrl RK C!i Q Umy: Electro-Magnetic Power Contactor - . DescriptionDocument4 pagesHolrl RK C!i Q Umy: Electro-Magnetic Power Contactor - . Descriptionemmsh71No ratings yet
- ', Sec'I'Ioni Wlalntenanceanddlsasse: Arg-D14'Traction GeneratorDocument8 pages', Sec'I'Ioni Wlalntenanceanddlsasse: Arg-D14'Traction Generatoremmsh71No ratings yet
- Repowering of Old LocomotivesDocument9 pagesRepowering of Old Locomotivesemmsh71No ratings yet
- Repowering of Old LocomotivesDocument9 pagesRepowering of Old Locomotivesemmsh71No ratings yet
- LKVF Coarse StrainerDocument2 pagesLKVF Coarse StrainerPeterNo ratings yet
- Bulk Modulus - My DataBookDocument4 pagesBulk Modulus - My DataBookดั๊มพ์ วาสนาทิพย์No ratings yet
- Stress Mechanics WikipediaDocument10 pagesStress Mechanics WikipediahiimrujuNo ratings yet
- Nanotechnology For KidsDocument4 pagesNanotechnology For KidsDek RestyNo ratings yet
- Y. S. Touloukian, J. Koolhaas Gerritsen, W. H. Shafer - Coatings, Systems, and Composites-Springer US (1973)Document262 pagesY. S. Touloukian, J. Koolhaas Gerritsen, W. H. Shafer - Coatings, Systems, and Composites-Springer US (1973)slovvlistNo ratings yet
- CNG MsdsDocument2 pagesCNG MsdssamypalNo ratings yet
- 169 20512 160 PDFDocument10 pages169 20512 160 PDFJJNo ratings yet
- Heat Transfer Through FinDocument29 pagesHeat Transfer Through FinAayushGuptaNo ratings yet
- Kit Insert KolesterolDocument7 pagesKit Insert KolesterolArsita SetyaniNo ratings yet
- Activity Sheet 1Document11 pagesActivity Sheet 1Ayan ShaikhNo ratings yet
- Leaching Spent Batteries Powder Sodium Carbonate CO2Document6 pagesLeaching Spent Batteries Powder Sodium Carbonate CO2Boulos NassarNo ratings yet
- Materials and Design: Jun Li, Chengqing Wu, Hong Hao, Yu SuDocument15 pagesMaterials and Design: Jun Li, Chengqing Wu, Hong Hao, Yu SuAbdulkhaliq AbdulyimahNo ratings yet
- Chapter 4: Heat: 4.1: Thermal EquilibriumDocument19 pagesChapter 4: Heat: 4.1: Thermal EquilibriumsheilakhairiNo ratings yet
- Leary Et Al. 2016 Fruta Del Norte PDFDocument31 pagesLeary Et Al. 2016 Fruta Del Norte PDFesandovalaNo ratings yet
- ZN Phosphate On Galvanized SteelDocument17 pagesZN Phosphate On Galvanized SteelPiyanunNo ratings yet
- Hot Metal DesulphurisationDocument3 pagesHot Metal DesulphurisationPIY777No ratings yet
- Produced WatersDocument87 pagesProduced WatersrakicbgNo ratings yet
- Thermal PCT 2 (PDL) Gold GmoDocument1 pageThermal PCT 2 (PDL) Gold Gmojuan herreraNo ratings yet
- Flute Care and Maintenance: AssemblyDocument2 pagesFlute Care and Maintenance: AssemblyJean VictorNo ratings yet
- Non-Destructive Testing Methods Determine Concrete StrengthDocument9 pagesNon-Destructive Testing Methods Determine Concrete StrengthHaffizul SaidNo ratings yet
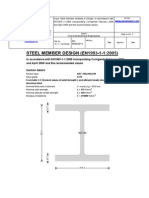
- Sachpazis Steel Member Analysis & Design (EN1993-1!1!2005)Document6 pagesSachpazis Steel Member Analysis & Design (EN1993-1!1!2005)Costas SachpazisNo ratings yet
- 3CP C Section 5MDocument1 page3CP C Section 5MRohan ChunaraNo ratings yet
- Role of Washing-Off Agents in Textile Wet-ProcessingDocument3 pagesRole of Washing-Off Agents in Textile Wet-ProcessingFathi MustafaNo ratings yet