You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Social Construction of RealityDocument10 pagesSocial Construction of RealityPreciousNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Identification of Clay Minerals in The Soil Using Atterberg Limit ParametersDocument7 pagesIdentification of Clay Minerals in The Soil Using Atterberg Limit ParametersGerald MaregesiNo ratings yet
- Concrere Made Using Tanzania CementDocument6 pagesConcrere Made Using Tanzania CementGerald MaregesiNo ratings yet
- Computation of Active Clay Content Using Atterberg Limits ParametersDocument8 pagesComputation of Active Clay Content Using Atterberg Limits ParametersGerald MaregesiNo ratings yet
- The Engineering Properties of Coral Limestone Used As Sub Base in Dar-Bagamoyo Road ProjectDocument15 pagesThe Engineering Properties of Coral Limestone Used As Sub Base in Dar-Bagamoyo Road ProjectGerald MaregesiNo ratings yet
- Concrete For Lower Kihansi DamDocument8 pagesConcrete For Lower Kihansi DamGerald MaregesiNo ratings yet
- Validation of Nuclear Gauge Density-Meter Readings Against Sand Replacement MethodDocument6 pagesValidation of Nuclear Gauge Density-Meter Readings Against Sand Replacement MethodGerald MaregesiNo ratings yet
- Mica in ConcreteDocument7 pagesMica in ConcreteGerald MaregesiNo ratings yet
- D5 Jan Blanken Split HullDocument1 pageD5 Jan Blanken Split HulljeedanNo ratings yet
- Designs - Group - Handwashing - Station - Hawl-Wadaag Pry-Sch - BAIDOADocument5 pagesDesigns - Group - Handwashing - Station - Hawl-Wadaag Pry-Sch - BAIDOAAbdirizak MohamedNo ratings yet
- Text Formats: Take Efficiency To New HeightsDocument45 pagesText Formats: Take Efficiency To New HeightsBola KuNo ratings yet
- Cell Filled Concrete-PaperDocument15 pagesCell Filled Concrete-PaperCharan Reddy50% (2)
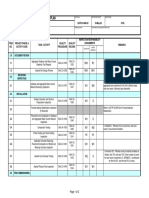
- Footing Inspection ChecklistDocument2 pagesFooting Inspection ChecklistHamidullah TotakhailNo ratings yet
- ASTM A36 Steel Plate - Completely Specifications: What IsDocument3 pagesASTM A36 Steel Plate - Completely Specifications: What IsTaimur WaleedNo ratings yet
- RCD Module 2 NSCP Updates and OthersDocument47 pagesRCD Module 2 NSCP Updates and OthersHannylet OcateNo ratings yet
- Vega Ancestral House: Bato From The MainlandDocument1 pageVega Ancestral House: Bato From The MainlandROBIN BACCAYNo ratings yet
- Lesson 4 ConcreteDocument6 pagesLesson 4 ConcreteJake CanlasNo ratings yet
- Crawler Crane All-Round Program (Student Manual)Document60 pagesCrawler Crane All-Round Program (Student Manual)Daniela Hernandez0% (1)
- Assignment No.1Document5 pagesAssignment No.1Alexis QuinteroNo ratings yet
- Itp For Storage Tank PDFDocument6 pagesItp For Storage Tank PDFShiva KumarNo ratings yet
- 2) Company Profile & Shortlisted GRC & FRPDocument18 pages2) Company Profile & Shortlisted GRC & FRPabu yusufNo ratings yet
- Concrete Corbel DesignDocument2 pagesConcrete Corbel DesignFranklyn P. GenoveNo ratings yet
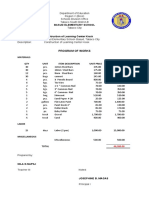
- PROGRAM of WORK Construction of Learning Center Kiosk For PrintingDocument1 pagePROGRAM of WORK Construction of Learning Center Kiosk For PrintingPaul BronNo ratings yet
- Boundary WallDocument1 pageBoundary WallgohilnarendraNo ratings yet
- Tank Construction: Hydrotec Cs GuideDocument100 pagesTank Construction: Hydrotec Cs GuideEvert valencia sebastian100% (2)
- Hex Allign Keys Size and TolerenceDocument7 pagesHex Allign Keys Size and TolerenceLesle GpNo ratings yet
- Chennai Architects ListDocument12 pagesChennai Architects ListMd Afsar100% (3)
- SATIP Q 006 02 Asphalt PavingDocument2 pagesSATIP Q 006 02 Asphalt PavingAbdul HannanNo ratings yet
- Prepare Construction Materials and ToolsDocument10 pagesPrepare Construction Materials and ToolsMa Joan Aguilar Rodriguez100% (1)
- JURNAL PondasiDocument12 pagesJURNAL PondasiHerdy DwiyanaNo ratings yet
- Structural Engineering Writing ServiceDocument30 pagesStructural Engineering Writing ServiceKathleen BelenNo ratings yet
- Cac Vancouver Library SquareDocument11 pagesCac Vancouver Library SquareManayal WaseemNo ratings yet
- Introduction To Structural Design With Computer Applications Part A 2012Document3 pagesIntroduction To Structural Design With Computer Applications Part A 2012Swaminathan VivekananthamNo ratings yet
- ALZ Pricelist 2024Document4 pagesALZ Pricelist 2024alztradingsuppliesNo ratings yet
- Method Statement - Concreting WorkDocument4 pagesMethod Statement - Concreting WorkArnold Roy ManaloNo ratings yet
- Construction Studies CourseworkDocument7 pagesConstruction Studies Courseworkbdg8266a100% (2)
- Resume Ir Stewart HengDocument12 pagesResume Ir Stewart HengNorul Farrah100% (1)