You might also like
- CFD Analysis of Flow Through Integral Orifice Plate Assemblies Under Diverse Working ConditionsDocument15 pagesCFD Analysis of Flow Through Integral Orifice Plate Assemblies Under Diverse Working ConditionssompornNo ratings yet
- Analysis of Compressible Effect in The Flow Metering by Orifice Plate Using CFDDocument11 pagesAnalysis of Compressible Effect in The Flow Metering by Orifice Plate Using CFDSid SharmaNo ratings yet
- Design and Modeling of Ball Valve FinalVersionDocument27 pagesDesign and Modeling of Ball Valve FinalVersionJayaramNo ratings yet
- Mathematical Modeling of Fluid Flow Through Multiple Orifice and Its Use For Fluid Flow MeasurementDocument9 pagesMathematical Modeling of Fluid Flow Through Multiple Orifice and Its Use For Fluid Flow MeasurementRodrigo LimaNo ratings yet
- Lab Manual 2012 Fluid MechanicsDocument23 pagesLab Manual 2012 Fluid MechanicsUsman HaiderNo ratings yet
- Analysis of Performance of V-Cone Meter - Experimental & CFDDocument7 pagesAnalysis of Performance of V-Cone Meter - Experimental & CFDpratheesh91No ratings yet
- An in Depth Comparison of Four Gas Measurement Technologies Orifice Turbine Ultrasonic and Coriolisl PDFDocument37 pagesAn in Depth Comparison of Four Gas Measurement Technologies Orifice Turbine Ultrasonic and Coriolisl PDFKazuto KawakitaNo ratings yet
- Modeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersDocument7 pagesModeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersLucas BomfimNo ratings yet
- Fluid Friction Measurement Experiment Jan20Document5 pagesFluid Friction Measurement Experiment Jan20Ammar AzfarNo ratings yet
- Corse ProjectDocument21 pagesCorse ProjectsydbwlanNo ratings yet
- Beltranparedes 2010Document12 pagesBeltranparedes 2010Abdillah MuharramNo ratings yet
- Numerical Analysis of The Performance Characteristics of Conical Entrance Orifice MeterDocument9 pagesNumerical Analysis of The Performance Characteristics of Conical Entrance Orifice MeterFILIPRNo ratings yet
- Measurment of Fluid FlowDocument6 pagesMeasurment of Fluid FlowRajivparaj 李瑞杰No ratings yet
- Designand Modelingof Ball Valve Final VersionDocument27 pagesDesignand Modelingof Ball Valve Final VersionBreno PenaNo ratings yet
- IJETR032191Document6 pagesIJETR032191erpublicationNo ratings yet
- Ijfmr30 2003Document18 pagesIjfmr30 2003Santosa Edy WibowoNo ratings yet
- CFD Analysis of CompressibleDocument8 pagesCFD Analysis of CompressibleGanesh ValtuleNo ratings yet
- Comparative AnalysisDocument17 pagesComparative AnalysisrebolledojfNo ratings yet
- Orifice, Nozzle and Venturi Flow Rate Meters: Water & Air FlowmetersDocument4 pagesOrifice, Nozzle and Venturi Flow Rate Meters: Water & Air Flowmeterssiva_nagesh_2No ratings yet
- Spe 167443Document10 pagesSpe 167443lishushijieyouyituiNo ratings yet
- Venturi Orifice Rota MeterDocument15 pagesVenturi Orifice Rota MeterRajuKumarNo ratings yet
- Impact of Pitot Tube Calibration On The UncertaintDocument11 pagesImpact of Pitot Tube Calibration On The UncertaintWilson SantosNo ratings yet
- Paper 39 Lawrence (Flow Measurement)Document15 pagesPaper 39 Lawrence (Flow Measurement)Philip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- Venturi CD at Laminar FlowDocument6 pagesVenturi CD at Laminar FlowFatih Fırat100% (1)
- CFD Analysis On Discharge Co-Efficient During Non - Newtonian Flows Through Orifice MeterDocument14 pagesCFD Analysis On Discharge Co-Efficient During Non - Newtonian Flows Through Orifice MeterMehmet YağcıNo ratings yet
- Theoretical Uncertainty of Orifice Flow Measurement TechWpaperDocument8 pagesTheoretical Uncertainty of Orifice Flow Measurement TechWpaperFikri AchdanNo ratings yet
- 1 s2.0 S0142727X99000405 MainDocument7 pages1 s2.0 S0142727X99000405 MainMarcos Noboru ArimaNo ratings yet
- L-07 (SS) (Ia&c) ( (Ee) Nptel)Document15 pagesL-07 (SS) (Ia&c) ( (Ee) Nptel)Marvin BayanayNo ratings yet
- CFD Modeling and Simulation of Oil-Water Flows in Oil ReservoirDocument11 pagesCFD Modeling and Simulation of Oil-Water Flows in Oil ReservoirAhmed BedhiefNo ratings yet
- Numerical Simulation of Flow Field Formed in Water Pump-SumpDocument12 pagesNumerical Simulation of Flow Field Formed in Water Pump-SumpAnonymous KSHLSkbiNo ratings yet
- A 5-30 Kg/s Orifice Plate Cooling Water Flow Meter Design: March 2017Document10 pagesA 5-30 Kg/s Orifice Plate Cooling Water Flow Meter Design: March 2017AminNo ratings yet
- Orifice, Nozzle and Venturi Flow Rate MetersDocument9 pagesOrifice, Nozzle and Venturi Flow Rate MetersDian Ahmad HapidinNo ratings yet
- Air Tightness of Sandwich Panel Joints - Calculation of Air Tightness Using CFDDocument7 pagesAir Tightness of Sandwich Panel Joints - Calculation of Air Tightness Using CFDAnkit SrivastavaNo ratings yet
- Flow MeasurementDocument81 pagesFlow MeasurementmohamedNo ratings yet
- International Fluid Flow Conference (CEESI Colorado) 2012 Philip A LawrenceDocument19 pagesInternational Fluid Flow Conference (CEESI Colorado) 2012 Philip A LawrencePhilip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- 10 1016@j Flowmeasinst 2020 101698 (2219)Document8 pages10 1016@j Flowmeasinst 2020 101698 (2219)FRescuderoNo ratings yet
- Theoretical Uncertainty of Orifice Flow Measurement 172KBDocument7 pagesTheoretical Uncertainty of Orifice Flow Measurement 172KBSatya Sai Babu YeletiNo ratings yet
- Line SizingDocument14 pagesLine SizingSaif MujawarNo ratings yet
- Pipe Sizing TechniquesDocument23 pagesPipe Sizing TechniquesmshNo ratings yet
- Experimental Study of Two Phase Flow Structure - 2012 - Experimental Thermal andDocument11 pagesExperimental Study of Two Phase Flow Structure - 2012 - Experimental Thermal andVimal RajNo ratings yet
- DeserDocument6 pagesDeserSecamore Owusu AnyimaduNo ratings yet
- Oriffice Flow Analysis and ParametersDocument12 pagesOriffice Flow Analysis and ParametersBryle Kenneth GonzalesNo ratings yet
- Mi 190348Document15 pagesMi 190348christian.canaleNo ratings yet
- Wendym,+01 Daniel GutierrezDocument26 pagesWendym,+01 Daniel GutierrezBreno PenaNo ratings yet
- FM230-Hydraulics Lab 2 2010 Small Rig ADLDocument12 pagesFM230-Hydraulics Lab 2 2010 Small Rig ADLAlex RepseviciusNo ratings yet
- Double Suction Centrifugal PumpDocument8 pagesDouble Suction Centrifugal PumpBilal WaseemNo ratings yet
- Pipe Attached With NozzleDocument4 pagesPipe Attached With NozzleAny BodyNo ratings yet
- IADC/SPE 87182 Analysis of Tool Joint Effects For Accurate Friction Pressure Loss CalculationsDocument8 pagesIADC/SPE 87182 Analysis of Tool Joint Effects For Accurate Friction Pressure Loss CalculationsmsmsoftNo ratings yet
- An Intelligent Flow Measurement Technique Using Orifice: Santhosh K. V. and B. K. RoyDocument4 pagesAn Intelligent Flow Measurement Technique Using Orifice: Santhosh K. V. and B. K. RoyZulfitrizulkarnain ZulkarnainNo ratings yet
- Ijet V3i6p84Document6 pagesIjet V3i6p84International Journal of Engineering and TechniquesNo ratings yet
- Orifice Discharge UnitDocument8 pagesOrifice Discharge UnitMontazer WorkNo ratings yet
- Thermodynamics An Engineering Approach 5th EditionDocument6 pagesThermodynamics An Engineering Approach 5th EditionIrpan RomadonaNo ratings yet
- A Numerical Analysis of Hydrodynamic and Heat Transfer Effects of Shell-and-Tube Heat Exchanger For Different Baf e Space and CutDocument21 pagesA Numerical Analysis of Hydrodynamic and Heat Transfer Effects of Shell-and-Tube Heat Exchanger For Different Baf e Space and CutememNo ratings yet
- Laboratory Experiment: Flow Through PipesDocument18 pagesLaboratory Experiment: Flow Through PipesSarah HaiderNo ratings yet
- Simulation of Drilling Pressure Profile in DirectiDocument7 pagesSimulation of Drilling Pressure Profile in DirectiSivaramanNo ratings yet
- Physical Chemistry Final ReportsDocument13 pagesPhysical Chemistry Final ReportsRheanneNo ratings yet
- Pipeline Design for Water EngineersFrom EverandPipeline Design for Water EngineersRating: 5 out of 5 stars5/5 (1)
- Basic Water and Wastewater Treatment: Butterworths Basic SeriesFrom EverandBasic Water and Wastewater Treatment: Butterworths Basic SeriesRating: 4.5 out of 5 stars4.5/5 (8)
- Specification & Guide For Instrumentation Air SystemDocument4 pagesSpecification & Guide For Instrumentation Air Systemcramerps2084100% (1)
- Car Aerodynamics (Lecture) - NewDocument77 pagesCar Aerodynamics (Lecture) - NewKenneth Frank100% (1)
- EIGA - Vacuum Insulated Cryogenic Storage Tank Systems Pressure Protection Devices PDFDocument19 pagesEIGA - Vacuum Insulated Cryogenic Storage Tank Systems Pressure Protection Devices PDFpablopasqualini18No ratings yet
- Fluid Mechanics White 7th SOL Part1 Part7Document5 pagesFluid Mechanics White 7th SOL Part1 Part7Jose EscobarNo ratings yet
- Enersul Article Hyspec Degassing UnitDocument2 pagesEnersul Article Hyspec Degassing UnitHaithem BrebishNo ratings yet
- Tro ch11 Part 2Document8 pagesTro ch11 Part 2Yuppie RajNo ratings yet
- 3233F390 TabelaDocument1 page3233F390 TabelaOFFICE DANACNo ratings yet
- Ammonia Water SystemDocument9 pagesAmmonia Water SystemumnkotNo ratings yet
- Basic Rule For Calculating Pressure DropDocument8 pagesBasic Rule For Calculating Pressure DropAnonymous DJrec2No ratings yet
- Physics Ideal Gas Law NotesDocument5 pagesPhysics Ideal Gas Law NotesSeblewengelNo ratings yet
- 10606.1.401 Guidelines For Hot - Tapping. 99Document13 pages10606.1.401 Guidelines For Hot - Tapping. 99Anonymous ojtevpUs0% (1)
- StoragetechDocument24 pagesStoragetechKaustav PatnaikNo ratings yet
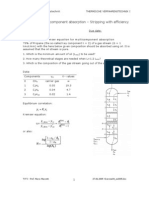
- Exercise 4: Multicomponent Absorption - Stripping With EfficiencyDocument3 pagesExercise 4: Multicomponent Absorption - Stripping With EfficiencyDanial KamranNo ratings yet
- Product Description GA 55-75 AntwerpDocument8 pagesProduct Description GA 55-75 AntwerpramonNo ratings yet
- Control Valve Dx28 Solar III 20287132gDocument58 pagesControl Valve Dx28 Solar III 20287132gAlejandro Mayr100% (1)
- Adiabatic Coefficient of Gases P2320500eDocument5 pagesAdiabatic Coefficient of Gases P2320500eRoosevelt Villalobos DiazNo ratings yet
- Lurgi S FBDB GasificationDocument30 pagesLurgi S FBDB Gasificationrajnish14feb8516100% (1)
- Analytical Methods To Calculate Water Content in Natural GasDocument16 pagesAnalytical Methods To Calculate Water Content in Natural GasEnrico ManfrinatoNo ratings yet
- Pleasanton LEL Calculation For Fume HoodDocument3 pagesPleasanton LEL Calculation For Fume HoodTu Diep0% (1)
- Masterclass Air Conditioning FundamentalsDocument46 pagesMasterclass Air Conditioning FundamentalsSelvaraji MuthuNo ratings yet
- MESB 150.8 - ISSELNORD - FINALE Rev 3Document124 pagesMESB 150.8 - ISSELNORD - FINALE Rev 3FHDNo ratings yet
- Documents - MX DPV Vertical Multistage Pumps 60 HZ Technical Data DP PumpsDocument80 pagesDocuments - MX DPV Vertical Multistage Pumps 60 HZ Technical Data DP PumpsAnonymous ItzBhUGoi100% (1)
- Forced Draught Gas Burners Quemadores de Gas Queimadores A GásDocument22 pagesForced Draught Gas Burners Quemadores de Gas Queimadores A GásvaldonicNo ratings yet
- Lab 3 SimulationDocument9 pagesLab 3 SimulationEmily SwanNo ratings yet
- English Task 4Document2 pagesEnglish Task 4wahyu ghofurNo ratings yet
- NASA Turbulent Flat Plate Validation Benchmark Using TCFDDocument6 pagesNASA Turbulent Flat Plate Validation Benchmark Using TCFDdoğancan uzunNo ratings yet
- Tilak Slides PDFDocument72 pagesTilak Slides PDFDarsh MenonNo ratings yet
- CValveDocument2 pagesCValveMuntaser YousifNo ratings yet
- C15ps2a PDFDocument4 pagesC15ps2a PDFElaine EspirituNo ratings yet
- Handbook No 4 Hydronic Balancing With Differential Pressure ControllersDocument60 pagesHandbook No 4 Hydronic Balancing With Differential Pressure ControllersAndres Ortiz100% (1)