You might also like
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Pump Repair and Restoration GuidelinesDocument3 pagesPump Repair and Restoration GuidelinescuprotecNo ratings yet
- Bearing Clearance - CheckDocument3 pagesBearing Clearance - ChecksenNo ratings yet
- Daewo Matiz2Document54 pagesDaewo Matiz2hipo84575% (4)
- Sleeve Bearing Specification For MotorDocument45 pagesSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- 84460006air Hydraulic ActuatorsDocument20 pages84460006air Hydraulic ActuatorsteruretefuNo ratings yet
- Engine Bearing Failure Analysis GuideDocument32 pagesEngine Bearing Failure Analysis Guidetiredforever100% (1)
- Maximum Bearing Clearances Service BulletinDocument1 pageMaximum Bearing Clearances Service BulletinmarcoNo ratings yet
- 49715-VERTEX PISTONS - Installation InstructionsDocument3 pages49715-VERTEX PISTONS - Installation Instructionsmahmoud yarahmadiNo ratings yet
- Ops & Parts ManualDocument21 pagesOps & Parts ManualNattakorn sangmark0% (1)
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFDocument3 pages216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFubaldo caraballoNo ratings yet
- Piston Instrc4032Document2 pagesPiston Instrc4032RickracerNo ratings yet
- 2014 YES Complete 112114 LinkedDocument1,164 pages2014 YES Complete 112114 LinkedAGNALDOJULIONo ratings yet
- Agitator SelectionDocument20 pagesAgitator SelectionRamakrishna Koushik100% (2)
- Cylinder Line Projection - SMCS - 1216 - 040Document5 pagesCylinder Line Projection - SMCS - 1216 - 040ToispuoliNo ratings yet
- Swivel Joint 229-244Document16 pagesSwivel Joint 229-244Gregory StewartNo ratings yet
- Piston Kit InstructionsDocument2 pagesPiston Kit InstructionsMoto ExpertNo ratings yet
- Cylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenDocument4 pagesCylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Bibby CouplingsDocument36 pagesBibby Couplingsmarklamb1hotmailcouk100% (1)
- PumpsDocument19 pagesPumpsIon_Riswan100% (1)
- ENP-652 Cylinder Boss Wear and RepairDocument7 pagesENP-652 Cylinder Boss Wear and RepaireparodiesNo ratings yet
- Hs-100 User ManualDocument20 pagesHs-100 User ManualSiva SubramaniNo ratings yet
- R5000 IomDocument26 pagesR5000 Iomfuminori0% (1)
- Radial Gate Cylinder Technology: First Selection Civil Engineering First Selection Civil EngineeringDocument16 pagesRadial Gate Cylinder Technology: First Selection Civil Engineering First Selection Civil Engineerings_waqarNo ratings yet
- Operating Instructions: Rota - DiscDocument53 pagesOperating Instructions: Rota - DiscArmorNo ratings yet
- DDocument18 pagesDMahmoud El-abdNo ratings yet
- Blackhawk Pump Manual 2018Document75 pagesBlackhawk Pump Manual 2018Ivan MaltsevNo ratings yet
- TB 505-20-20RA Page 1 of 8 Approved For Public ReleaseDocument8 pagesTB 505-20-20RA Page 1 of 8 Approved For Public ReleaseLuis Antonio HermozaNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- Melling 2018 Cylinder Sleeve Catalog PDFDocument49 pagesMelling 2018 Cylinder Sleeve Catalog PDFfishhunter18100% (1)
- Workshop Manual, 9-16L Ind. (Group 30), EMS2Document208 pagesWorkshop Manual, 9-16L Ind. (Group 30), EMS2manuel93% (15)
- Valve Seat Installation InstructionsDocument10 pagesValve Seat Installation InstructionscpaolinodNo ratings yet
- Installmanual Cotta ArregladoDocument20 pagesInstallmanual Cotta ArregladoguillermoNo ratings yet
- 0 PDFDocument26 pages0 PDFMuayaed KanbarNo ratings yet
- Service Instructions PDFDocument13 pagesService Instructions PDFBrett GottliebNo ratings yet
- Mico Disc BrakeDocument23 pagesMico Disc Brakestrangebird08No ratings yet
- SEBF8155 цил.головка 3500Document30 pagesSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- Service Information Letter: Contains Useful Information Pertaining To Your Aircraft EngineDocument4 pagesService Information Letter: Contains Useful Information Pertaining To Your Aircraft EngineknnanNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- Valveworld Article Mar11Document2 pagesValveworld Article Mar11Derick GrayNo ratings yet
- ENGIMAX Komatsu Liner KitDocument24 pagesENGIMAX Komatsu Liner KitahmedalgaloNo ratings yet
- Resm 002Document17 pagesResm 002Jose HerreraNo ratings yet
- SI1290F Crankcase Thru-Stud Locations, Repair of Oil LeakageDocument7 pagesSI1290F Crankcase Thru-Stud Locations, Repair of Oil Leakagedavid100% (1)
- Basics of Gearbox Selection: Common Aspects of Sizing ApplicationsDocument3 pagesBasics of Gearbox Selection: Common Aspects of Sizing ApplicationsSamik MukherjeeNo ratings yet
- Couplings: Coupling Types and StylesDocument5 pagesCouplings: Coupling Types and StylesAnonymous NwnJNONo ratings yet
- Instructions For Installation of Oversize Hydraulic Cylinder SealsDocument2 pagesInstructions For Installation of Oversize Hydraulic Cylinder Sealsbenjir shuvoNo ratings yet
- Prosedure Installation Eui c9Document5 pagesProsedure Installation Eui c9Un'galluNo ratings yet
- 11126-574002-EAT342 Hydraulically Powered Block Lifter INT MODERATED PDFDocument8 pages11126-574002-EAT342 Hydraulically Powered Block Lifter INT MODERATED PDFsaqibNo ratings yet
- C-16 Connecting RodDocument3 pagesC-16 Connecting RodDzung HoangNo ratings yet
- 305 Con Rod 2Document3 pages305 Con Rod 2qwuLzNo ratings yet
- Project Standard Specification: Sewage Pumps 15445 - Page 1/12Document12 pagesProject Standard Specification: Sewage Pumps 15445 - Page 1/12adel rihanaNo ratings yet
- 80 - 15540 - HVAC Pumps and SpecialtiesDocument5 pages80 - 15540 - HVAC Pumps and Specialtiesnestor159357No ratings yet
- Aa1406064 IomDocument9 pagesAa1406064 IomCeledonio HerreraNo ratings yet
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualRating: 3.5 out of 5 stars3.5/5 (2)
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualNo ratings yet
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Major Process Equipment Maintenance and RepairFrom EverandMajor Process Equipment Maintenance and RepairRating: 4 out of 5 stars4/5 (4)
- Installation AND User Manual: Your PumpDocument36 pagesInstallation AND User Manual: Your PumpDavid LynxNo ratings yet
- New Holland l160 l170 (Early) Skid SteerDocument744 pagesNew Holland l160 l170 (Early) Skid SteerDavid80% (5)
- Ua PumpsDocument16 pagesUa PumpsbracioNo ratings yet
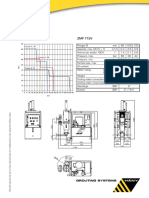
- Data Sheet: ZMP 712VDocument2 pagesData Sheet: ZMP 712VJulian FraileNo ratings yet
- Air Compressed PlantDocument22 pagesAir Compressed PlantMicgale StephenNo ratings yet
- Bobst Heater Chiller - 24-80kW - IOM - r2 - 02mar13Document967 pagesBobst Heater Chiller - 24-80kW - IOM - r2 - 02mar13OSAMANo ratings yet
- Cea-Ca CEA (N) - CA (N) Series Made of AISI 316Document40 pagesCea-Ca CEA (N) - CA (N) Series Made of AISI 316tonyzielonyNo ratings yet
- Trade Sep Excel Tables 2021Document155 pagesTrade Sep Excel Tables 2021rogerNo ratings yet
- Canaline Operators Handbook 70 Only v1 011112Document38 pagesCanaline Operators Handbook 70 Only v1 011112pngchanhNo ratings yet
- Mechanical Engineering SyllabusDocument159 pagesMechanical Engineering SyllabusGnanaprakash Muthusamy100% (1)
- Oilfield Equipment Supplier - Zhengzhou Sapwells Petroleum Machinery Manufacturing Co., LTD PDFDocument7 pagesOilfield Equipment Supplier - Zhengzhou Sapwells Petroleum Machinery Manufacturing Co., LTD PDFfrank_228101394No ratings yet
- P2 Metal - Engineering, Operation & MaintenanceDocument23 pagesP2 Metal - Engineering, Operation & MaintenancepedpixNo ratings yet
- Air Conditioning Principles and Systems by Edward G. PitaDocument543 pagesAir Conditioning Principles and Systems by Edward G. PitaPhuNguyenHoang100% (3)
- pg20 21Document2 pagespg20 21Mota Guine InformaçõesNo ratings yet
- Articoli API 610 9 EditDocument26 pagesArticoli API 610 9 EditmariasofiarossiNo ratings yet
- Manual Desarmado y Armado - Bomba Cat 3406Document39 pagesManual Desarmado y Armado - Bomba Cat 3406Gallego Carlos100% (1)
- Specsheet - HH220 432 PR - Au NZ AfrDocument3 pagesSpecsheet - HH220 432 PR - Au NZ AfrSteven FryeNo ratings yet
- Turbine Driven BFP Presentation - ShawDocument32 pagesTurbine Driven BFP Presentation - ShawzoveisiNo ratings yet
- Ace Hydraulic Systems For Sugar MillsDocument1 pageAce Hydraulic Systems For Sugar MillsVineet TanejaNo ratings yet
- Sd-1-Parts-Book Manual Propietario SpreaderDocument30 pagesSd-1-Parts-Book Manual Propietario Spreadergabriel sanchezNo ratings yet
- ZORO 6 in - TSBDocument36 pagesZORO 6 in - TSBRashida MajeedNo ratings yet
- Boiler InterlockDocument25 pagesBoiler InterlockapsNo ratings yet
- 1915 Anthracite Annual Report PDF From Univ of Scranton PDFDocument608 pages1915 Anthracite Annual Report PDF From Univ of Scranton PDFTavi GrigNo ratings yet
- Ebara TMP Ebt2400f Manual PDFDocument24 pagesEbara TMP Ebt2400f Manual PDFAjinkyaNo ratings yet
- Inline Pump CDL Instruction ManualDocument22 pagesInline Pump CDL Instruction Manualdhika aNo ratings yet
- RL Ts0035uk03Document24 pagesRL Ts0035uk03JenniferValleNo ratings yet
- Series 90 42cc Pump - PM - 520L0838 - Rev BB - April 2008Document68 pagesSeries 90 42cc Pump - PM - 520L0838 - Rev BB - April 2008Jose Manuel Barroso PantojaNo ratings yet
- Compressors - Working and CharacteristicsDocument7 pagesCompressors - Working and CharacteristicsibnuharyNo ratings yet
- Rope Gripper AdjustmentsDocument12 pagesRope Gripper AdjustmentsFERNSNo ratings yet
- Section 5: Hydraulic SystemsDocument14 pagesSection 5: Hydraulic SystemsrobbertmdNo ratings yet