Professional Documents
Culture Documents
High-Performance Thermoelectrics and Challenges For Practical Devices
Uploaded by
sirmaj.20Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
High-Performance Thermoelectrics and Challenges For Practical Devices
Uploaded by
sirmaj.20Copyright:
Available Formats
Review Article
https://doi.org/10.1038/s41563-021-01109-w
High-performance thermoelectrics and challenges
for practical devices
Qingyu Yan 1
and Mercouri G. Kanatzidis 2 ✉
Thermoelectric materials can be potentially employed in solid-state devices that harvest waste heat and convert it to electri-
cal power, thereby improving the efficiency of fuel utilization. The spectacular increases in the efficiencies of these materials
achieved over the past decade have raised expectations regarding the use of thermoelectric generators in various energy saving
and energy management applications, especially at mid to high temperature (400–900 °C). However, several important issues
that prevent successful thermoelectric generator commercialization remain unresolved, in good part because of the lack of a
research roadmap.
T
he efficiency of a thermoelectric (TE) material is defined activity caused by the frustration over unsuccessful attempts to
by the dimensionless figure of merit ZT = S2σT/κ, where S further enhance performance, TE materials have again attracted
is the Seebeck coefficient, σ is the electrical conductivity, T serious attention from researchers during the past two decades.
is the operational temperature and κ is the thermal conductivity, As a result, tremendous progress has been made in increasing
composed of the electronic contribution (κel) and lattice contribu- the figure of merit. The field has bloomed with an outburst of
tion (κlat). However, the power conversion efficiency (PCE) of a TE new concepts and ideas that were subsequently implemented to
device (η) depends not on the ZT maximum at a given tempera- break the four-decade-old ZT records established in the 1950s
ture, but on the average ZT (ZTave) over a wide temperature range as and 1960s. The result was a new generation of materials devel-
well as the temperature difference between the hot (Th) and the cold oped since the early 2000s that significantly exceeded expecta-
source (Tc) as follows: tions (the timeline of these advances is shown in Box 1). We note
√ that there is considerable progress on development of organic
T − Tc 1 + ZT − 1 and hybrid organic–inorganic materials and devices relevant to
η= h .
Tc room-temperature energy harvesting2–4, which will not be dis-
√
1 + ZT + Tc /Th
cussed here because their ZT values are not yet on a comparable
Because these material properties (S, σ and κ) are interconnected level to the inorganic counterparts at higher temperatures. The
through both the carrier concentration and electronic structure, new figures of merit achieved by the new materials exceeded the
the optimization of any particular property is generally performed old values by more than a factor of two and are widely considered
at the expense of another property, which makes the achievement to be adequate for their implementation in modern TE devices
of high ZT values very challenging1. Effective routes to increasing with efficiencies greater than those of the state-of-the-art devices
ZT include electronic structure modifications such as electronic by more than 100%. However, the development of correspond-
band structure engineering and the generation of extrinsic defects ing TE devices and modules that can transform heat to electricity
through alloying and nanostructuring to lower the lattice thermal using high-temperature sources operated between 400 and 900 °C
conductivity. has proceeded very slowly5. The question is why.
A small but important commercial area where first-generation
TE devices and modules have already been successfully employed Key developments in TE materials over past 15 years
was the long-term space exploration conducted by NASA (US The first-generation materials employed in TE devices decades ago
National Aeronautics and Space Administration) and the Soviet had PCEs of 3–6% in the temperature range of 300–1,000 °C. The
Union. Similar to the original Voyager 1 and Voyager 2 missions, new materials could easily achieve PCEs of between 12% and 15%,
the recent Mars 2011 (rover Curiosity, November 2011) and 2020 which would be a remarkable breakthrough in the conversion of
missions (rover Perseverance, July 2020) are equipped with a low-quality energy (heat) to high-quality energy (electricity). It is
radioisotope TE power system, and future Mars missions will also reasonable to expect that such large PCEs would be commercially
rely on the same system of electrical power generation. Using heat viable for a variety of applications. Practical TEGs can be divided
from the radioactive decay of plutonium oxide, this system pro- into stationary and mobile ones. In the stationary generators, the
duces dependable electricity that charges the rover’s two primary hot-side temperatures tend to be stable, and some parameters that
batteries, and its TE modules are composed of the first-generation may affect the device performance (such the overall weight and sen-
PbTe/tellurium–antimony–germanium–silver (TAGS) materi- sitivity to vibration) are typically relaxed. However, in mobile appli-
als manufactured by Teledyne. The long-term reliability possible cations (such as those harvesting exhaust waste heat in vehicles),
with TE generators (TEGs) was proven by these and other NASA additional challenges include temperature fluctuations of the hot
missions, where none have ever failed because of failure in the TE source and mechanical vibrations negatively affecting the device
power generation system. After a long dormant period in research integrity and stability.
School of Materials Science and Engineering, Nanyang Technological University, Singapore, Singapore. 2Northwestern University, Evanston, IL, USA.
1
✉e-mail: m-kanatzidis@northwestern.edu
Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials 503
Review Article Nature Materials
Box 1 | Timeline of progress in TEs and some methods of improving TE properties
Multiband convergence is when the electronic conduction band the nucleation and growth, the interface created between the host
(CB) or valence band (VB) extrema in the electronic structure matrix and the precipitates should be as coherent as possible,
of a TE material occur multiple times and fall within a small which is referred to as endotaxy. Electronic band alignment
energy range. For example, when an electronic structure has between the two phases is necessary to easily transmit charge
only one extremum, it generally is considered to be inferior from carriers, especially in an endotaxial interface. This arrangement
the TE performance point of view to a corresponding structure can effectively scatter phonons and at the same time allow charge
that has multiple extrema. The presence of many such band carriers to pass through with ease, but the strategy requires the
extrema can enable the achievement of very high power factors. creation of specially spatially heterogeneous materials with
When electron or hole pockets are created through doping in electronic bands in the different phases that have suitably aligned
each individual band extremum of the CB or VB, each pocket energy levels for good carrier transmission (referred to as electronic
contributes to the power factor in roughly an additive manner band alignment). When the heterogeneity scale extends beyond
(see ref. 11 for a more extensive discussion). the nanosize regime (for example, 5–50 nm) and into what we
In situ inclusion of nanostructures is of great importance call the mesoscale (50–1,000 nm), then additional heat-carrying
for improving TE performance. Nanoprecipitates of a second phonons can be scattered whose mean free paths are comparable
phase are caused to grow in the TE material, which acts as the to the scale. In that case, we have an all-scale architecture that can
host matrix. These dispersed nanosized objects act as efficient scatter a broad spectrum of phonons. The all-scale architecture is
phonon scattering centres, strongly impeding heat flow. During the most effective composite structure for many TE systems.
Pb(Se, Te) Cu2(Se, S) CB
3 AgPbmSbTe2 + m SnSe
Multiband convergence
Bi2Te3 SnTe
Half-Heusler VB
SiGe
BiCuSeO
CoSb3
GeTe
2 Mg3Sb2
CB Minimal valence
ZTmax
band offset
Eg E′g
VB ΔE
Matrix
Second
phases
1 Band alignment
Vacancy
ate
Dislocation
cipit
Interstitial Pre
0
1960 1980 2000 2020
Substitution
Year
Nanostructuring
Decadal timeline and progress in raising the efficiency of TE materials through successive innovations since around 2000. The red line is drawn as
a guide to the eye. On the right-hand side, some of the key innovations in materials design concepts that have enabled these advances are shown
schematically. The bottom right inset shows the nature of nanostructuring in an advanced thermoelectric material composed of two elements (the blue
and yellow spheres). It contains atomic-scale defects (all shown in the magnified section) such as vacancies (marked with a red square), foreign atom
substitutions (marked with a purple sphere), interstitials (marked with the red sphere), and dislocations caused by excess atoms of an element, as well
as nanoscale precipitates (marked by the brown ellipse throughout the image) and mesoscale grains (with grain boundaries shown as white lines),
all of which scatter heat-carrying phonons, resulting in very low thermal conductivity.
Various economic factors, such as the long-term uncertainty Stationary applications of TEGs can involve large units
in the price of fossil fuels, are also stifling the development of TE installed in industrial facilities7 that are utilized for various manu-
devices on a commercial scale. For example, to recover waste heat facturing processes emitting large amounts of waste heat. To date,
in automobiles, the accrued energy savings can be used as electrical the number of commercially available TEGs is very small and
power to extend the vehicle mileage6. These savings must be sub- affects only very few niche applications. These generators still use
stantial and significantly exceed the TEG cost. Over the past decade, first-generation materials, specifically bismuth telluride alloys
crude-oil price fluctuations have resembled a rollercoaster, and and lead telluride.
their long-term average values have exhibited a decreasing trend. Vehicles that can be considered viable candidates for the imple-
Although it is difficult to accurately predict the price of crude oil, mentation of TEGs include articulated lorries, which run more than
its value should sustainably be well above current prices to stimu- 100,000 miles per year at a fuel economy of approximately 6 miles
late utilization of TEGs in automobiles. Because taxation strongly per gallon. Therefore, even at the 5% minimum energy savings
affects the fuel price, certain countries with high petrol taxes may achieved by TEG utilization, approximately US$6,000 yr−1 can be
reach this level sooner than others. saved, which translates into US$90,000 over the vehicle lifetime of
504 Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials
Nature Materials Review Article
10–15 yr. For personal vehicles, the savings would be considerably (a key feature for the actual electronic devices), skutterudites
smaller. and HH alloys are the most promising materials, followed by tel-
What is holding back the development of high-efficiency TEGs lurides. In addition to these concepts, there were discoveries of
containing the new high-performance materials? The key technical compounds with unprecedented ZT performance, such as SnSe,
obstacles are related to the thermal stability of the electrical contacts MgAgSb, Mg3Sb2, Yb14MnSb11 and La3−xTe4.
attached to the hot generator side: the mechanical stability and the This Review is organized as follows. First, it discusses recent
long-term chemical stability of TE materials, which must be main- advances in the development of high-performance TE materials,
tained for at least ten years, under the hot side. especially those with high stability, low manufacturing costs and
It is interesting to compare the current development stage of TE high scalability. Second, it describes the demand for novel TE
technology, and the little progress made in creating commercially device fabrication technologies based on these materials and the
viable energy converters, with the robust advances in the photo- current state. Third, it considers the key challenges and possible
voltaics field. In the latter, the past two or three decades have also strategies for transitioning to high-efficiency devices and mod-
been transformational in the development of photovoltaic semi- ules that will open the path to broader use and commercializa-
conductors with increased efficiency. This process has resulted in a tion. Fourth, it concludes that the main reasons for the absence
flourishing and rapidly growing solar photovoltaic technology with of available TE devices and modules based on the materials are
falling costs and an industry with a market size of billions of dol- knowledge gaps in how to develop stable high-temperature elec-
lars. What is particularly striking is the speed at which the recent trical and thermal interfaces.
emergence of perovskite halides as materials for solar cells has led The most important breakthroughs in new TE materials
to a budding industry currently on the cusp of commercializa- occurred in the mid-temperature range from 300 °C to approxi-
tion. The field of TEs has analogous advances in new materials but mately 650 °C, which matches the majority of heat sources suitable
there is a striking lag to the development of devices, as mentioned for energy harvesting, and thus is where TE devices will produce
above, and very few researchers have the capability to fabricate TE the strongest impact. Above 650 °C, their implementation is con-
power-generating devices. siderably more challenging because the stability requirements
Owing to the advances and breakthroughs in TE materials, this become even more severe, not only for the TE materials, but also
Review discusses their potential for implementation in devices and for many other components of the devices and modules, includ-
modules with a focus on TE power generation. After classifying ing heat exchangers. Therefore, the prospects for harvesting the
the materials in terms of operating temperature, those most likely energy of high-temperature heat sources via solid-state TE technol-
to be used in future devices are briefly discussed. We also discuss ogy are more remote than for mid-temperature sources. Leading
the key challenges and possible future strategies that can promote materials systems for applications above 650 °C include the HH
the further development of TE power generation technology; how- alloys Nb1−xTixFeSb and Nb1−xHfxFeSb with a ZT of ~1.5 at 1,200 K
ever, more extensive and comprehensive reviews can be found else- (refs. 16,17) and a promising ZTave of ~1 (500–1,200 K) (ref. 16), La3−xTe4
where5,6,8–10. This perspective does not discuss TE cooling devices, as with a ZT of ~1.2 at 1,200 K (ref. 18) and Yb14MnSb11 with a ZT of 1.3
they have existed for decades, and no corresponding enhancements at 1,223 K through suitable doping19.
in material performance have been achieved.
The powerful general design concepts devised more than a TE modules from high-performance materials
decade ago that have remarkably enhanced the performance of General requirements for practical modules. To fabricate reli-
bulk TE materials are the following11: endotaxial nanostructur- able TE power generation modules, it is important to realize very
ing involving the nucleation, growth and spinodal decomposition stable low-resistance electrical contacts (especially on the hot gen-
processes that reduce the thermal conductivity of a material; elec- erator side) between the connecting electrodes and TE materials. A
tronic band alignment, electronic band convergence, resonance TE module is exposed to high temperatures, which can result in a
states and electronic structure modification that enhance the chemical reaction and/or atomic diffusion at the electrode–material
power factor (S2σ); and panoscopic all-scale architecturing that interface, leading to its instability and degradation. This extreme
combines all beneficial effects into a single material system. In environment sets in motion several complex phenomena that pro-
particular, proper band alignment is very important for achieving mote the development of detrimental secondary phases, which
high power factors for two-phase nanostructured composites12,13. reduce module conversion efficiency. Therefore, efficient and very
In this case, a designed composition contains two separate phases stable diffusion barriers between the connecting electrodes and TE
with energy-aligned conduction or valence bands to facilitate materials are required to prevent the chemical reactions and/or
carrier transport while actively scattering heat-carrying phonons. atomic diffusion. This is a non-trivial challenge because such barri-
Electronic band convergence has been critical for tuning the elec- ers must also have low electrical contact resistance (of the order of a
tronic structure to achieve the maximum power factor. It involves few μΩ cm2) and be tailored to the specific TE materials. It requires
the modification of separate electronic bands of the same car- a clearer fundamental understanding of these parasitic processes
rier type aiming to converge their energies and so substantially and more basic research on this subject. The coefficients of thermal
increase their contributions to carrier transport13,14. Because each expansion of TE materials, electrodes and barrier materials should
band makes its own contribution to the Seebeck coefficient on a match well to reduce thermomechanical stresses, which degrade
weighted basis, strong enhancement can be achieved while main- stability. One reason for the sparse basic research conducted in this
taining high electrical conductivity. Some of the performance area has been the broad perception that this essentially is an easily
optimization process in first-generation ternary TE materials, tractable device engineering problem that can be solved empirically.
(Bi0.2Sb0.8)2Te3 for example, is related to the band convergence, but TE materials with good mechanical properties are critical for device
has not been referred to specifically as such15. The Pb-based chal- modules with long service lifetimes. Vickers hardness and fracture
cogenides (PbTe, PbSe and PbS), filled skutterudites (REM4Sb12: toughness are often used to gauge the mechanical performance of
RE = rare earth, M = Fe, Co or Ni) and half-Heusler (HH) alloys TE materials. Some published works on TE devices, TE materials
are the key systems in which the above concepts led to superior and module efficiency tests have reported Vickers hardness >1 GPa
performance characteristics. In terms of their ZTmax and ZTave val- and fracture toughness >1 MPa m1/2, which can serve as a rough
ues achieved during operation in the mid-temperature range, lead guide for the required mechanical properties for practical device
tellurides are the most promising materials, followed by complex applications; however, these may vary for different applications
filled skutterudites. However, in terms of mechanical strength (for example, stationary, mobile and so on).
Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials 505
Review Article Nature Materials
a b c
2.5
873
Ge 800 2.0
Na 6
873 K
700
4 1.5
P (W)
T (K)
600
2 773 K
500 0 1.0
Ge 15 673 K
Na 400
10 15 0.5 573 K
Te
303 10
5 z
5 y 0.0
x 0 1 2 3 4 5
00
I (A)
d 10 e f
12 Th = 12
873 K 673 K
8 773 K 573 K 10
873 K 10
6 ηmax (%) 8 8
η (%)
η (%)
773 K 6 6
4
673 K 4
4
2 573 K
2 2
Tc = 283 K
0 0
0 1 2 3 4 5 0
0 4 8 12 16 20 24 0.0 0.5 1.0 1.5 2.0 2.5 3.0
I (A) Time (h) I (A)
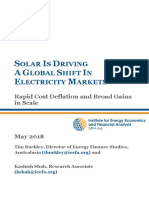
Fig. 1 | The power and conversion efficiency of PbTe-based modules. a, Schematic diagram shows the nanoprecipitates and disk-like nanostructures in
Pb0.953Na0.040Ge0.007Te. b, Typical results of numerical simulations for the nanostructured PbTe-based module (PbTe–2% MgTe doped with 4% Na (p type)
and PbTe doped with 0.2% PbI2 (n type)) for the hot side at 873 K, the cold side at 303 K and a load conductivity of 4.5 × 102 S cm−1. Dimensions of the
module are in millimetres. c,d, Electrical power output (P) (c) and η (d) of the nanostructured PbTe-based module as functions of I. Th was changed from
873 K to 573 K, while Tc was maintained at 283 K. e, ηmax as a function of time for 24 h testing of a nanostructured PbTe-based module with Th = 873, 773,
673 and 573 K and Tc = 283 K. f, η as a function of I of the nanostructured Pb0.953Na0.040Ge0.007Te module cascaded with a Bi2Te3 module (inset). Th and Tc
were at 873 K and 283 K, respectively. The measurements were performed at various currents (2.0−4.0 A) (refs. 22,23). Reproduced from ref. 23, Cell Press
(a,e); adapted from ref. 23, Cell Press (c,d,f); reproduced from ref. 22, The Royal Society of Chemistry (b).
PbTe-based modules. The so-called legacy (first-generation) (Fig. 1c–f). In addition, the n-type (PbSn0.05Te)0.92(PbS)0.08 TE mate-
PbTe-based modules developed in the 1960s and 1970s exhibited rial (ZT ≈ 1.5) was used to build a unicoupled module24 by cou-
a PCE of 5.1% at Th = 783 K and Tc = 366 K (refs. 20,21). The efficien- pling with p-type Ge0.87Pb0.13Te (ZT ≈ 2.2). A high PCE of 12% was
cies of the second-generation modules containing nanostructured achieved at Th = 773 K, and Tc = 323 K with maximum power output
PbTe-based materials (Fig. 1a) exceeded these by more than 100%. Pmax = 0.145 W, close to the theoretically predicted PCE of 13.6% and
A low contact resistivity of below 10 mΩ cm was important for the Pmax = 0.16 W.
minimization of thermal losses. For example, modules constructed Tellurium is a rare metal with an abundance of ~0.001 ppm in
from p-type PbTe–MgTe (second-generation, ZT ≈ 1.9) and n-type the Earth’s crust, and is mainly obtained as a by-product of the
PbTe (first-generation) materials demonstrated PCE ≈ 8.5% at electrolytic refining of Cu25. The annual production of Te is diffi-
Th = 873 K and Tc = 283 K (refs. 22,23). On the basis of a simulated cult to assess but is estimated to be ~1,000 t, which could become
temperature distribution, a subsequent segmented module was a scale-up bottleneck for TE devices using PbTe. Thus, the use
designed utilizing legacy Bi2 −xSbxTe3−ySey alloys on the cold side of of PbSe or PbS instead of PbTe in TE devices has been consid-
the TE legs to increase the PCE at lower temperatures to 12% (Fig. ered by researchers26–29. Not only would the implementation
1b). The key to this successful demonstration was the fabrication of Pb(S, Se) materials lower the costs, but also because of their
process, which employed the pressure-assisted sintering of TE mate- higher melting points they could increase the operational tem-
rials with diffusion barriers such as Fe and 80% Co–20% Fe-based perature for higher efficiency and higher Vickers hardness than
alloys23. The theoretically predicted efficiency for this cascaded PbTe. A recent report described a demonstration in a TE device
module was 15.6%, which included 23% losses experienced by an with ZTmax in the range 1.5–1.9 at around 700–900 K (ref. 30)
early experimental module due to the high resistance of electrode using a heavily alloyed composition Pb0.99−ySb0.012SnySe1−2xTexSx
contacts. These losses pointed to the necessity of design improve- segmented with n-type Se-doped Bi2Te3 as the n-type leg and cou-
ments and were ultimately minimized to approximately 5–10% pled with a typical p Na-doped PbTe segmented with Bi2−xSbxTe3
of the theoretical efficiency. Thermal cycling stability is another as the p-type leg. An eight-couple module produced 3.1 W of
critical aspect of commercial applications. Generally, PbTe-based power, corresponding to a maximum conversion efficiency of
TE modules demonstrate good thermal stability at T < 793 K. 12.3% with ΔT = 507 K and current I = 3.7 A. The simulated high-
In the PbTe–MgTe-based module, a slight decrease in PCE was est conversion efficiency of the segmented module was 13.9% at a
observed during operation at Th = 873 K for 24 h, while no appar- temperature difference ΔT = 513 K. The slightly lower efficiency
ent changes were detected at Th ≤ 773 K (ref. 23). The correspond- compared with the theoretical value was attributed to subopti-
ing module comprising the nanostructured Pb0.953Na0.040Ge0.007Te mal electrical contact resistance. Here too, Te may be problematic
p-type leg (Fig. 1a) with Th and Tc maintained at 873 K and 283 K, for broad-basedapplications of Bi–Sb–Te compounds as the most
respectively, produced 2 W with promising stability and ~12% PCE used segmented modules for low temperature. Thus, alternative
506 Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials
Nature Materials Review Article
a b Module no. 1 c
10
Percentage of ideal Voc at 450 °C
Th = 200 °C 100
Tc = 50 °C Th = 300 °C 90
8
Th = 400 °C 80
Th = 500 °C 70
6
Th = 600 °C
η (%)
60
Th = 650 °C
4 50
40 P-1
2 P-4
30 P-6
20 N-3
0
0 10 20 30 0 20 40 60 80 100 120
I (A) Cycle no.
d e f 16
10 15
80
Theoretical prediction
70 Ta0.74V0.1Ti0.16FeSb
8 12 ZrCoBi0.65Sb0.15Sn0.2
60
Zr joint @ 873 K Nb0.8Ti0.2FeSb
10
R (µΩ cm2)
50
6
Pmax (W)
η (%)
40
η (%)
8
Zr joint @ 823 K
30
4
20 5
Nb joint @ 873 K 4
10 2
0 Nb joint @ 848 K
Tc = 336 K
Tc: ~287–317 K
0 20 40 60 80 100 0 0 0
600 700 800 900 1,000 400 500 600 700 800 900 1,000
Time (d)
Th (K) Th (K)
Fig. 2 | The conversion efficiency and stability of skutterudite and half-Heusler-based modules. a, An 8 × 8-leg device made from n-type CoSb3 (filled
with Yb, Ca, Al, Ga, ZT ≈ 1.2) and p-type CoSb3 (filled with Pr, Ti, Ga, Ba, Fe, ZT ≈ 0.85). b, Energy conversion efficiency with different Th values. The
cold-side temperature is kept at 50 °C (323 K) (ref. 40). c, Change of Voc of four skutterudite legs upon thermal cycling. The hot sides are cycled between
150 °C (423 K) and 500 °C (773 K), and the cold sides are cycled between 25 °C (298 K) and 50 °C (323 K) (ref. 42). P-1, P-4 and P-6 are three skutterudite
legs of p-type; N-1 is a skutterudite leg of n-type. d, Interfacial resistivity R for skutterudite/Nb and skutterudite/Zr joints after ageing at 823, 848
and 873 K for 100 days. Dots are experimental data, and lines are numerical curve fitting43. e, Pmax and η as a function of Th for a TE device made from
FeNb0.88Hf0.12Sb and ZrNiSn. The dashed line represents the theoretical conversion efficiency assuming no electrical or thermal contact resistances16.
The inset images show consolidated thermoelectric material processed into thermocouple pellets (bottom right) for the fabrication of thermoelectric
modules (bottom left) and a typical thermoelectric module composed of eight n- and p-type thermocouples (top). f, Measured heat-to-electricity PCE
of Ta0.74V0.1Ti0.16FeSb and ZrCoBi0.65Sb0.15Sn0.2 as a function of hot-side temperature48. Reproduced from ref. 40, Science Direct (a,b); reproduced from ref. 42,
Springer Nature Ltd (c); reproduced from ref. 43, Springer Nature Ltd (d); reproduced from ref. 16, Springer Nature Ltd (e); reproduced from ref. 48, Springer
Nature Ltd (f).
Te-free compounds are highly desirable. Recently, high efficien- Skutterudite-based modules. Skutterudite-based TE materi-
cies of 6.5–7.3% have been achieved at low temperatures (<593 K) als have been favourites for TEGs because of attractive mechani-
for devices with Mg–Sb-based compounds (for example, Mg3Sb331 cal properties (corresponding to a Vickers hardness of 4 GPa and
or Mg3(Sb, Bi)232), which is promising for scalable applications. flexural strength up to 180 MPa for Yb-filled CoSb3)37 and suffi-
High mechanical strength is rare in the top-performing TE ciently high ZT values38. A 4 × 4-leg device built using YbyCo4Sb12
materials but is necessary for viable module fabrication. PbTe (ZT ≈ 1.5) as the n-type component and CeyFe3CoSb12 as the p-type
single crystals exhibit a low Vickers hardness of approximately component achieved an η of 8.4% with ΔT = 577 K and Th = 873 K
0.3 GPa, which can be increased to 0.8 GPa through Na doping33. (ref. 39). An 8 × 8-leg device (Fig. 2a) using CoSb3 as both the n-type
Hot-pressed polycrystalline PbTe pellets containing 5–10 mol% PbS (doped with Yb, Ca, Al and Ga; ZT ≈ 1.2) and p-type (doped with
possess higher Vickers hardness values up to 1.2 GPa, which is still Pr, Ti, Ga, Ba and Fe; ZT ≈ 0.85) components has been fabricated
lower than those of skutterudite and HH alloys (3–4 GPa) (ref. 34). as well40. The PCE and Pmax were ~9.1% and ~42 W at a current of
Further enhancements of the material mechanical strength are ~15 A and ΔT of 600 K (Fig. 2b). In segmented TE modules com-
desirable to increase the resistance to mechanical fracture during posed of Bi2Te3/skutterudite41, PCE reached ~12% with ΔT of 540 K.
operation. In this regard, replacing Te with S or Se in PbTe, as in The above-mentioned tests were performed in controlled gas
Pb0.93Sb0.05S0.5Se0.5, which exhibits a Vickers hardness above 2.0 GPa, environments (such as Ar or N2). The results of a durability test con-
is another advantage23. ducted on skutterudite legs during thermal cycling in an open atmo-
A study on PbTe evaporation revealed that for the device sphere revealed that their failure mainly resulted from oxidation and
operated at Th = 793 K and Tc = 333 K, some reduction in the interlayer diffusion processes42. If crack generation occurs typically
cross-sectional area was observed due to material sublimation on the hot side of the TE legs, it increases the internal resistance and
occurring at distances of 0.5 and 1.1 mm from the hot generator side decreases the open circuit voltage (Voc) (Fig. 2c). Mitigation efforts
after 456 h (ref. 35). This suggests that high thermal stability of TE include an interfacial barrier layer and packaging protective against
devices can be achieved if a proper threshold is maintained for the oxidation. A recent study on the screening of barrier layers involv-
high-temperature side. Recent studies on this topic are promising, ing density functional theory modelling revealed that an Nb elec-
such as those on Ga-doped PbTe–GeTe with ZTave = 1.27 between trode could be used to effectively inhibit the interfacial reaction43. A
400 and 773 K (ref. 36). subsequent experimental study on such a skutterudite/Nb junction
Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials 507
Review Article Nature Materials
a b c
p-Cu2 – xSe
5 p-SnSe p-PbTe
300–600 K 3
p-CoSb3
CoSb3
Vickers hardness (GPa)
4 600–900 K n-CoSb3
n-PbTe
900–1,200 K n-ZrNiSn
2
Heat sinks 3 Mg3Sb2
ZT
TE device
p-Bi2Te3
Heater 2 1
Pb(Te,Se,S) MgAgSb n-Mg3Sb2 900
1 Bi2Te3 Cu2Se
Keithley 0
p-MgAgSb 600
10 n-Bi2Te3
SnSe
)
(K
0 20 30 300
Therm
T
0.2 0.8 1.4 2.0 al exp 100
ansio
n (10 –6
Fracture toughness (MPa m1/2) K –1)
Fig. 3 | SnSe-based modules and summaries of mechanical and thermal properties of TE materials. a, Three-dimensional printed SnSe TE power
generator67. b, Plot of Vickers hardness and fracture toughness of bulk polycrystalline CoSb393,94,98,99, Bi2Te3113–116, SnSe65,66, Cu2Se76,110, PbTe33,89,117,118,
Mg3Sb2104,106 and MgAgSb99,119. The error bar in fracture toughness of Bi2Te3-based materials is due to different processing techniques such as zone
melting and mechanical alloying/spark plasma sintering methods. As shown in the legend, the data bars of each material are colour coded according to
the temperature range of their peak ZT values. c, Plot of thermal expansion coefficient data and peak ZT of bulk polycrystalline CoSb393–97, ZrNiSn102,120,
Bi2Te3115,116,121,122, SnSe65,108,109, Cu2Se71,76, PbTe87,88,117,118, Mg3Sb2104,105 and MgAgSb119,123,124. The thermal expansion coefficient is plotted using a logarithmic scale.
Reproduced from ref. 67, Wiley VCH (a).
showed stable hot-side interfacial resistance for up to 100 d at 848 K to HH alloys to form nanocomposites is a promising method for
with PCE of 10.2% and Pmax of 4.1 W at a ΔT of 574 K (Fig. 2d). reducing their thermal conductivity. A unicoupled TE device fabri-
In addition to the above, Sb sublimation losses at T > 873 K caus- cated from (Hf0.6Zr0.4)NiSn0.99Sb0.01/W nanocomposite (n type) and
ing composition changes represent a potential risk that degrades Hf0.5Zr0.5CoSb0.8Sn0.2 (p type) possessed a PCE of 10.7% and area
the performance of CoSb3-based TE devices44. To minimize it, the power density of 13.9 W cm−2 with ΔT = 674 K (ref. 51). This device
skutterudite-based materials can be chemically engineered to shift exhibited no apparent performance degradation after 10 thermal
the ZT peak to lower temperatures. This concept was tested on cycles conducted between 373 and 1,027 K. For successful commer-
two-leg devices45 containing n-type Yb0.25Fe0.25Co3.75Sb12 (ZT ≈ 1.3 cialization of HH-alloy-based TE devices, the manufacturing costs
at 740 K) and p-type La0.7Ti0.1Ga0.1Fe2.7Co1.3Sb12 (ZT ≈ 0.97 at 760 K), must be kept low by avoiding expensive elemental components
which demonstrated an efficiency of 7.2% at a ΔT of only 366 K and developing a synthetic approach with a lower energy input.
(Th = 679 K). Although thermal cycling of HH-alloy-based devices has been per-
formed in the past51,52, these cycles were either too few (only 10 ther-
HH modules. The HH compounds with the XYZ formula (X and Y, mal cycles were conducted for a (Hf0.6Zr0.4)NiSn0.99Sb0.01/W-based
transition or rare earth metals; Z, p-block elements) exhibit robust TE device51) or performed at too low a temperature (up to 873 K
mechanical strength, versatile composition, high thermal stability for a Zr0.5Hf0.5CoSb0.8Sn0.2-based device52). Therefore, longer tests
and reasonably high ZT values. For these reasons, some of these lasting thousands of hours at Th > 1,000 K and post mortem stud-
materials can potentially be used in practical applications. However, ies with a focus on the interfacial region close to the hot side are
their synthesis is a complex procedure due to the very high tem- required to further understand device reliability.
perature and activation energy. The recent development of p-type
HH materials with high ZT values considerably increased the effi- Mg2Sn1−xSix-based modules. Mg2Sn1−xSix-based TE devices have
ciencies of the corresponding modules16,46. A 4 × 4-leg TE device16 been widely explored due to several attractive features, includ-
with FeNb0.88Hf0.12Sb (ZT ≈ 1.5 at 1,200 K) as the p-type leg and ing the absence of toxic elements. Encouraging results have been
ZrNiSn (ZT ≈ 1.0 at 950 K) as the n-type leg exhibits a PCE of 6.2% reported for the Mg2Si TE devices with Ni electrodes prepared using
at ΔT = 655 K with Th = 1,000 K (Fig. 2e). Here, Hf doping of the a plasma-activated sintering technique, which exhibited no perfor-
p-type legs is used to decrease the lattice thermal conductivity; how- mance deterioration after ageing for 1,000 h (ref. 53). Unfortunately,
ever, Hf is expensive, and its use may lead to unfavourable material the effectiveness of the p-type counterpart of Mg2(Si,Sn) is very low
costs. To avoid Hf, Bi-doped ZrCoSn47 and Ti-doped TaFeSb48 have (ZT ≈ 0.7 at 750 K)54. The volatile nature of magnesium at moder-
been proposed for p-type HH materials with ZT values of 1.4–1.5 ately high temperatures results in phase instability, compositional
at 973 K. The single-leg modules based on these HH alloys dem- changes and degradation of the TE properties. Despite enormous
onstrate PCEs of 9.0–11.4% with Th = 823–973 K and Tc = 300 K efforts, these drawbacks have seriously limited commercial appli-
(Fig. 2f). cations53,55–60. A single leg (3.6 mm × 3.6 mm × 4.35 mm) of poly-
The optimization of geometrical parameters is useful for mini- crystalline n-type Mg3Sb2-based material, in which In52Sn48 and
mizing heat and electrical losses and predicting increases in η and Ag56Cu22Zn17Sn5 were used as brazes for the cold and hot sides,
Pmax. This was done using finite-element analysis for a 4 × 4-leg respectively, demonstrated a PCE of 10.6% at a temperature gra-
device consisting of n-type Hf0.5Zr0.5NiSn0.98Sb0.02 (ZT ≈ 1.03) dient of 400 K (Th = 773 K). This is among the highest efficiencies
and p-type (Nb0.8Ta0.2)0.8Ti0.2FeSb (ZT ≈ 1.12) (refs. 49,50). At close obtained for this temperature difference61. However, the large-scale
ZT values of the p-type and n-type legs in this example16, a PCE application of Mg3Sb2-based generators is currently impeded by
of 8.3% and Pmax of 8.5 W were reported for the single-stage TE challenges related to the material and device fabrication procedures.
device50. Segmented modules were prepared with n-type Zr0.5Hf0.5
NiSn0.985Sb0.015 and p-type Zr0.5Hf0.5CoSb0.8Sn0.2 HH compounds on Nascent SnSe modules. The recent discovery of SnSe single crystals
the hot side and Bi2Te3 on the cold side49. The obtained 4 × 4-leg with ZT values above 2.6 in the temperature range of 600–700 °C
device exhibited a record high PCE of 12.4% with a maximum area and their availability in both p-type and n-type forms have raised
power density of 1.5 W cm−2. Adding nanoparticles as inclusions expectations for SnSe-based TE devices in the near future62–65. This
508 Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials
Nature Materials Review Article
Table 1 | Summary of properties and device conversion efficiency of discussed materials
Material Peak ZT Linear thermal expansion Vickers Fracture PCE (%) Melting/ Operation
(×10−6 K−1) hardness toughness decomposition temperature
(GPa) (MPa m1/2) point (K) range (K)
PbTe based 1.4 (n)24 α373−773 K = 19–20 0.3 0.59 (ref. 33,89) 14.0 (n)24 1,190–1,210 500–900
2.2 (p)24 (n & p)a87,88 (ref. 33,89) (Tc = 323 K,
Th = 773 K)
PbSe based 1.8 (n)30 α300 K = 19.4 (n & p)a91 0.18 (ref. 92) 0.67 (ref. 89) 12.3 (n)30 1,340–1,350 600–1,000
1.7(p)90 (Tc = 293 K,
Th = 800 K)
Skutterudite based 1.7 (n)93 α473−873 K = 10–12.2b95–97, 4.2 (ref. 98) 1.49 (ref. 99) 9.1 (n)40 1,137–1,147 (ref. 100) 500–900
1.45 (p)94 14.5c95 (Tc = 323 K,
Th = 923 K)
HH based 1.0 (n)101 α200−800 K = 8.6–12.1d50,102, 8.5–14.4 2.1 (ref. 102) 6.2 (p)101 — >900
1.5 (p)101 10.6–12.9e50,102 (ref. 102) (Tc = 336 K,
Th = 991 K)
Mg3Sb2 based 1.7 (n)103 α300−773 K = 22.3 (n & p)a105 1.1 (ref. 106) 1.4 (ref. 106) 10.6 (n)61 1,508–1,528 500–900
1.3 (p)104 (Tc = 373 K, (ref. 107)
Th = 773 K)
SnSe based 2.8 (n)64 α200−800 K = 13–14.9 (n & 0.67 (ref. 66) 0.62 (ref. 66) — 1,120–1,140 >900
2.6 (p)62 p)a108,109
Cu2Se based 2.7 (p)76 α773−1,000 K = 107 (ref. 71) 0.43 (ref. 110) 2 (ref. 110) 9.1 (p)111 1,376–1,396 >900
(Tc = 300 K,
Th = 973 K)
Yb14MnSb11 1.3 (p)78 — >3 (ref. 78) — — >1,200 (ref. 112) >900
a
Chemical composition and thermal expansion coefficient data are very similar for both n- and p-type variations. bFor n-type filled CoSb3-based skutterudites. cFor p-type filled FeSb3-based skutterudites.
d
For n-type (Ti, Zr, Hf)NiSn-based HH alloys. eFor p-type Ti(Fe, Co)Sb-based HH alloys.
is particularly true in the light of new developments suggesting TEG modules. This was deemed to be insurmountable and led to
that polycrystalline compactions can achieve efficiencies close to the termination of decade-long research studies mainly by NASA’s
those of single crystals. Currently, applications of SnSe in devices Jet Propulsion Laboratory73. Recent strategies, however, employing
are limited by the poor mechanical properties of single crystals66. electrically conductive but ion-blocking secondary phases or inter-
However, the mechanical properties of polycrystalline SnSe are bet- faces, show that the long-range Cu ion electromigration can be hin-
ter (Vickers hardness 669 MPa, flexural strength 21 MPa, fracture dered, potentially allowing stable devices to be studied74–76.
toughness 0.62 MPa m1/2). To date, very few SnSe-based TEGs have
been reported. A p-type polycrystalline SnSe-based power genera- Potential Yb14MnSb11 modules. The Yb14MnSb11 compound is a
tor was built using a pseudo-three-dimensional printing method promising material for power generation in the temperature range
with a small peak output power of 20 µW and Th = 772 K (Fig. of 975–1,275 K with a peak ZT of 1.0 at 1,223 K (ref. 77). The ZT value
3a)67. A recent study showed that coupling n-type Sn1–xPbxSe legs can be further increased to 1.3 at 1,223 K through suitable doping19.
(ZT = 2.5) with p-type Bi2Te2.7Se0.3 delivered a conversion efficiency Yb14MnSb11 shows good compatibility with other state-of-the-art
of 4.4% with ΔT = 200 K (ref. 68). This efficiency is much lower than p-type TE materials, which can be used to prepare segmented
the expected value because of suboptimal electrical contact between modules in various temperature ranges. A high PCE of 18.6% was
the electrode and the legs. Therefore, finding effective metallization predicted for a segmented p-type leg composed of Yb14MnSb11/
layers is critical for SnSe-based devices. Initial results have high- CeFe4Sb12/TAGS/(Bi, Sb)2Te3, with ΔT = 975 K (Th = 1,275 K and
lighted how challenging this can be. For example, a single Ag metal- Tc = 300 K)77. Yb14MnSb11 exhibits good mechanical properties
lization layer was unable to inhibit the diffusion of Sn atoms into (Vickers hardness >3 GPa)78 and high thermal stability (no vapour
the Ag layer, resulting in a high contact resistivity of 7.03 mΩ cm2. losses up to 1,395 K with La doping)79, and can be produced by a
Meanwhile, the application of a single Ni metallization layer gener- scalable ball-milling process under Ar atmosphere78. However, no
ated surface cracks because of the different thermal expansion coef- experimental testing of functional modules or single-leg devices
ficients of the various Ni-based compounds, such as Ni17Sn3, Ni3Sn fabricated from Yb14MnSb11 has been reported. The material would
and Ni5.63SnSe269. An Ag/Co/Ti metallization multilayer achieved be almost exclusively used in space applications because of the
a specific contact resistance of 1.53 mΩ cm2, lower than that of a cost-prohibitive nature of its composition.
single Ag layer, but still much higher than the contact resistances of On the basis of the above discussion, a summary of the mate-
commercial bismuth antimony telluride devices70. rials properties and device efficiency is shown in Table 1. For
mid–high-temperature operation, the thermal expansion match-
Cu2Q (Q = S, Se, Te) modules. Cu2Q p-type materials are highly ing is essential for module reliability. Because of the heavy atoms
promising TE materials with ZT = 1.5 at 1,000 K for Cu2Se and present in the top-performing TEs, they tend to have a ‘soft’ lattice
ZT = 1.7 at 1,000 K for Cu2S71,72. These materials show good elec- nature and thus high thermal expansion coefficients. In contrast,
tronic transport properties and intrinsically low lattice thermal the best metal electrodes have much lower values, by a factor of 2
conductivities of the phonon-liquid electron-crystal frameworks. to 4. How can such contacts achieve the very low resistivity that
Unfortunately, the same liquid-like mobility also decreases stability must be maintained and survive the large temperature fluctuations?
due to electromigration of Cu ions in the samples destroying the It is known that doping or adding secondary phases can tune the
Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials 509
Review Article Nature Materials
respective thermal expansion coefficients, and this could be a way rate at the interface is essential for the formation of a strong inter-
to mitigate these issues to a certain extent. It has been demonstrated, face, but a rather rapid or extensive one could lead to the unwanted
by matching the thermal expansion of n- and p-type HH, that the degradation of TE materials. For development of stable metalliza-
interfacial shear stresses can be reduced by 40% and the reliabil- tion at high temperature, high-throughput methods should be a
ity significantly improved80. For segmented modules with Bi2Te3, useful strategy to identify viable electrode systems43. The potential
both thermal expansion and dimension of the segment components for chemical sublimation of TE materials during operation can be
should be consistent between n- and p-type legs. Therefore, con- a problem, and must be mitigated or suppressed by developing
tinued innovations in design are needed to reconcile the thermally low-cost protective media, including various epilayers, as well as
disparate materials. argon or helium gas (more conventional gases such as nitrogen or
carbon dioxide can be also applied for this purpose). Solid insu-
Future research directions lation coatings containing silica, certain types of ceramic, phos-
Despite the tremendous progress in the field of TE materials for phate glasses and lead oxide enamels may decrease the sublimation
power generation, commercialization and practical implementa- rates of TE materials as well; however, the latter would require
tion of TEGs proceed very slowly. Currently, the fabrication of com- proper engineering to prevent failure due to rupture. In view of
mercial Bi2Te3 π-type modules is fully automated at each step and the above-mentioned key challenges for TE devising, a transverse
is capable of mass production. However, module fabrication using TE device83 is worth highlighting. In such devices, the electrical
the newly developed high-ZT materials is not a trivial task and is contacts are made only on the cold sides, which avoids the con-
required for practical TE power generation. There is a long way yet cerns about the instability of the interface and contact of the hot
to go before addressing the critical issues, and before there is a via- sides as in conventional devices. A high device ZT of ~0.7 has been
ble heat-to-electricity conversion industry for widespread TEG use achieved for an Re4Si7 single crystal in a transverse TE device83.
is achieved. Beyond sporadic activities, no systematic basic research Such devices may not be applicable to all TE materials because
is being conducted to solve the problems blocking the full develop- they have special requirements for anisotropic transport proper-
ment of modules based on the new TE materials. The basic ongoing ties along different crystal axes for p- and n-type carriers requir-
research focus needs to be expanded beyond only increasing ZT to ing single crystals. The subfield of transverse TEs is undeveloped
tackle all the other issues discussed above. as a result. For TE materials with symmetric crystal structures or
Therefore, future research will need to be aimed at addressing polycrystalline nature, it may be necessary to construct multilayer
simultaneously these key challenges, all of which have to do with heterostructures, where, however, only very low ZT values (~10−2)
mechanical strength and interfaces. The mechanical and fracture have been demonstrated. Although there are additional issues to
strength of most high-performance TE materials is poor, with a overcome, including optimal thermal interfaces to efficiently guide
few exceptions such as the HH alloys and perhaps the skutterudites the heat from the source through the devices and resist detach-
(Fig. 3b). Is it possible to raise the toughness and fracture strength ment, the aforementioned challenges are make-or-break proposi-
of the new high-ZT materials or to mitigate the risk of cracking tions. These are not necessarily just engineering issues. There has
during operation via innovative device design? In general, most to be considerable basic research focus to raise our fundamental
high-performing TE materials tend to have high thermal expan- understanding, as tackling these challenges will define the lifetime
sion coefficients, whereas those of the best metal electrodes are low of the TE modules, which will have to be of the order of a decade
(Fig. 3c). The differences in thermal expansion coefficients across or two. A scientific and technological research roadmap is needed
the interfaces of the materials in any given module will inevitably to highlight necessary steps to transition from real advances in ZT
cause cracking at the interface and electrical discontinuities, and research into a viable TEG technology. The stability, reliability and
will have to be reconciled. The development of metal electrodes efficiency of TE devices and modules need to be measured reliably
matching the thermal expansion coefficients of TE materials will and this is not trivial. The development of TE modules and TEGs is
be required to create stable low-resistance electrical contacts for in a similar state as the materials research was 20–30 years ago, but
high-temperature operation. This can be realized either by alloy- the challenges are more severe. Therefore, such work currently is
ing metals with various thermal expansion coefficients or by clever only being done in very few laboratories with home-built systems.
architecture design such as multiple layers. From Table 1, the ther- Easy-to-use commercial device and module measurement systems
mal expansion coefficient of TE materials (except Cu2Se) is usually need to be available for use by non-specialists to produce reliable
in the range of 10–20 × 10−6 K−1, while metals such as Cu, Ag, Ni, Co data that can be compared across different laboratories. It may also
and Ti have a thermal expansion coefficient between 1 × 10−6 K−1 be useful to establish third-party agencies for standard evaluation
and 20 × 10−6 K−1 (refs. 81,82), which makes the strategy possible. of TE device performance, similar to what currently is done in pho-
Electrodes with low-resistance contacts must be achieved at both tovoltaic device research, for reliable comparison between differ-
the high-temperature and low-temperature ends of the TE leg. ent materials and devices reported by different groups. In addition,
This is more difficult to achieve at the high-temperature end of the several new engineering approaches have been developed to fabri-
device. The understanding of effective diffusion barrier layers to the cate planar and vertical TE devices including laser direct sintering84,
electrode joints on the hot side is crucial. Obviously, there are other tape casting85 and vacuum filtration86, where these methods still use
factors that contribute to overall mechanical strength, such as yield Bi–Te commercial powder in device fabrication. Similar processing
strength and fracture toughness. These are properties that we do not techniques could be adapted for the new TE materials. We are opti-
know much about for most of the high-performance TE materials, mistic that future research focusing on bridging the chasm between
as even small compositional modifications typically made to opti- the materials discovery and development on the one hand and the
mize ZT also change these. device/module engineering communities on the other will achieve
What is the cutting-edge fundamental material science that meaningful advances in broad-based module development.
needs to be done to try to increase the mechanical strength, or at
least learn to live with low strength by ingenious design of devices Received: 10 April 2021; Accepted: 19 August 2021;
that are tolerant to this weakness? The interface stability as a func- Published online: 21 October 2021
tion of temperature, temperature fluctuations and time will need to
be understood at a fundamental level and controlled. Specifically, References
reactions between electrodes and TE materials and creation of new 1. Wood, C. Materials for thermoelectric energy conversion. Rep. Prog. Phys.
detrimental phases are the most worrisome. A moderate diffusion 51, 459–539 (1988).
510 Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials
Nature Materials Review Article
2. Nandihalli, N., Liu, C. J. & Mori, T. Polymer based thermoelectric 33. Gelbstein, Y., Gotesman, G., Lishzinker, Y., Dashevsky, Z. & Dariel, M. P.
nanocomposite materials and devices: fabrication and characteristics. Mechanical properties of PbTe-based thermoelectric semiconductors.
Nano Energy 78, 105186 (2020). Scr. Mater. 58, 251–254 (2008).
3. Petsagkourakis, I. et al. Thermoelectric materials and applications for 34. Ni, J. E. et al. Room temperature Young’s modulus, shear modulus, Poisson’s
energy harvesting power generation. Sci. Technol. Adv. Mater. 19, ratio and hardness of PbTe–PbS thermoelectric materials. J. Mater. Sci. Eng.
836–862 (2018). B 170, 58–66 (2010).
4. Tarancon, A. Powering the IoT revolution with heat. Nat. Electron. 2, 35. Sadia, Y., Ben-Ayoun, D. & Gelbstein, Y. Evaporation–condensation effects
270–271 (2019). on the thermoelectric performance of PbTe-based couples. Phys. Chem.
5. Jaziri, N. et al. A comprehensive review of thermoelectric generators: Chem. Phys. 19, 19326–19333 (2017).
technologies and common applications. Energy Rep. 6, 264–287 (2020). 36. Luo, Z. Z. et al. High figure of merit in gallium-doped nanostructured
6. Kober, M. Holistic development of thermoelectric generators for automotive n-type PbTe–xGeTe with midgap states. J. Am. Chem. Soc. 141,
applications. J. Electron. Mater. 49, 2910–2919 (2020). 16169–16177 (2019).
7. Lan, S., Yang, Z. J., Stobart, R. & Chen, R. Prediction of the fuel economy 37. Zhou, Z. X. et al. Uniform dispersion of SiC in Yb-filled skutterudite
potential for a skutterudite thermoelectric generator in light-duty vehicle nanocomposites with high thermoelectric and mechanical performance.
applications. Appl. Energy 231, 68–79 (2018). Scr. Mater. 162, 166–171 (2019).
8. Zoui, M. A., Bentouba, S., Stocholm, J. G. & Bourouis, M. A review on 38. Li, W. J. et al. Enhanced thermoelectric performance of Yb-single-filled
thermoelectric generators: progress and applications. Energies 13, skutterudite by ultralow thermal conductivity. Chem. Mater. 31,
3606 (2020). 862–872 (2019).
9. He, R., Schierning, G. & Nielsch, K. Thermoelectric devices: a review of 39. Zong, P. A. et al. Skutterudite with graphene-modified grain-boundary
devices, architectures, and contact optimization. Adv. Mater. Technol. 3, complexion enhances zT enabling high-efficiency thermoelectric device.
1700256 (2018). Energy Environ. Sci. 10, 183–191 (2017).
10. Tan, G. J., Ohta, M. & Kanatzidis, M. G. Thermoelectric power generation: 40. Nie, G. et al. High performance thermoelectric module through isotype
from new materials to devices. Phil. Trans. R. Soc. A 377, 20180450 (2019). bulk heterojunction engineering of skutterudite materials. Nano Energy 66,
11. Sootsman, J. R., Chung, D. Y. & Kanatzidis, M. G. New and old concepts in 104193 (2019).
thermoelectric materials. Angew. Chem. Int. Ed. 48, 8616–8639 (2009). 41. Zhang, Q. H. et al. Realizing a thermoelectric conversion efficiency of
12. Tan, G. J., Zhao, L. D. & Kanatzidis, M. G. Rationally designing 12% in bismuth telluride/skutterudite segmented modules through
high-performance bulk thermoelectric materials. Chem. Rev. 116, full-parameter optimization and energy-loss minimized integration. Energy
12123–12149 (2016). Environ. Sci. 10, 956–963 (2017).
13. Pei, Y. Z. et al. Convergence of electronic bands for high performance bulk 42. Skomedal, G., Kristiansen, N. R., Sottong, R. & Middleton, H. Evaluation of
thermoelectrics. Nature 473, 66–69 (2011). thermoelectric performance and durability of functionalized skutterudite
14. Zhao, L. D., Dravid, V. P. & Kanatzidis, M. G. The panoscopic approach to legs. J. Electron. Mater. 46, 2438–2450 (2017).
high performance thermoelectrics. Energy Environ. Sci. 7, 251–268 (2014). 43. Chu, J. et al. Electrode interface optimization advances conversion efficiency
15. Stordeur, M., Stolzer, M., Sobotta, H. & Riede, V. Investigation of the and stability of thermoelectric devices. Nat. Commun. 11, 2723 (2020).
valence band structure of thermoelectric (Bi1-xSbx)2Te3 single crystals. Phys. 44. Daniel, M. V., Friedemann, M., Franke, J. & Albrecht, M. Thermal stability
Status Solidi b 150, 165–176 (1988). of thermoelectric CoSb3 skutterudite thin films. Thin Solid Films 589,
16. Fu, C. et al. Realizing high figure of merit in heavy-band p-type 203–208 (2015).
half-Heusler thermoelectric materials. Nat. Commun. 6, 8144 (2015). 45. Li, W. J. et al. High-efficiency skutterudite modules at a low temperature
17. Zou, M., Li, J.-F. & Kita, T. Thermoelectric properties of fine-grained FeVSb gradient. Energies 12, 4292 (2019).
half-Heusler alloys tuned to p-type by substituting vanadium with titanium. 46. Fu, C. G., Zhu, T. J., Liu, Y. T., Xie, H. H. & Zhao, X. B. Band engineering
J. Solid State Chem. 198, 125–130 (2013). of high performance p-type FeNbSb based half-Heusler thermoelectric
18. May, A. F., Fleurial, J. P. & Snyder, G. J. Thermoelectric performance of materials for figure of merit zT > 1. Energy Environ. Sci. 8, 216–220 (2015).
lanthanum telluride produced via mechanical alloying. Phys. Rev. B 78, 47. Zhu, H. T. et al. Discovery of ZrCoBi based half Heuslers with high
125205 (2008). thermoelectric conversion efficiency. Nat. Commun. 9, 2497 (2018).
19. Toberer, E. S. et al. Traversing the metal-insulator transition in a Zintl 48. Zhu, H. T. et al. Discovery of TaFeSb-based half-Heuslers with high
phase: rational enhancement of thermoelectric efficiency in thermoelectric performance. Nat. Commun. 10, 270 (2019).
Yb14Mn1-xAlxSb11. Adv. Funct. Mater. 18, 2795–2800 (2008). 49. Xing, Y. F. et al. High-efficiency half-Heusler thermoelectric modules
20. LaLonde, A. D., Pei, Y., Wang, H. & Jeffrey Snyder, G. Lead telluride alloy enabled by self-propagating synthesis and topologic structure optimization.
thermoelectrics. Mater. Today 14, 526–532 (2011). Energy Environ. Sci. 12, 3390–3399 (2019).
21. Rowe, D. M. Thermoelectrics Handbook: Macro to Nano (CRC, 2005). 50. Yu, J. J. et al. Half-Heusler thermoelectric module with high conversion
22. Hu, X. K. et al. Power generation from nanostructured PbTe-based efficiency and high power density. Adv. Energy Mater. 10, 2000888 (2020).
thermoelectrics: comprehensive development from materials to modules. 51. Kang, H. B. et al. Decoupled phononic–electronic transport in multi-phase
Energy Environ. Sci. 9, 517–529 (2016). n-type half-Heusler nanocomposites enabling efficient high temperature
23. Jood, P., Ohta, M., Yamamoto, A. & Kanatzidis, M. G. Excessively doped power generation. Mater. Today 36, 63–72 (2020).
PbTe with Ge-induced nanostructures enables high-efficiency 52. Bartholome, K. et al. Thermoelectric modules based on half-Heusler
thermoelectric modules. Joule 2, 1339–1355 (2018). materials produced in large quantities. J. Electron. Mater. 43, 1775–1781
24. Hazan, E., Ben-Yehuda, O., Madar, N. & Gelbstein, Y. Functional graded (2014).
germanium–lead chalcogenide-based thermoelectric module for renewable 53. Sakamoto, T. et al. Thermoelectric behavior of Sb- and Al-doped n-type
energy applications. Adv. Energy Mater. 5, 1500272 (2015). Mg2Si device under large temperature differences. J. Electron. Mater. 40,
25. Green, M. A. Rare materials for photovoltaics: recent tellurium price 629–634 (2011).
fluctuations and availability from copper refining. Sol. Energy Mater. Sol. 54. Gao, P., Davis, J. D., Poltavets, V. V. & Hogan, T. P. The p-type
Cells 119, 256–260 (2013). Mg2LixSi0.4Sn0.6 thermoelectric materials synthesized by a B2O3 encapsulation
26. Luo, Z. Z. et al. Soft phonon modes from off-center Ge atoms lead to method using Li2CO3 as the doping agent. J. Mater. Chem. C 4, 929–934
ultralow thermal conductivity and superior thermoelectric performance in (2016).
n-type PbSe–GeSe. Energy Environ. Sci. 11, 3220–3230 (2018). 55. Bux, S. K. et al. Mechanochemical synthesis and thermoelectric properties
27. Luo, Z. Z. et al. Strong valence band convergence to enhance thermoelectric of high quality magnesium silicide. J. Mater. Chem. 21, 12259–12266
performance in PbSe with two chemically independent controls. Angew. (2011).
Chem. Int. Ed. 60, 268–273 (2021). 56. Kato, D., Iwasaki, K., Yoshino, M., Yamada, T. & Nagasaki, T. Control of
28. Lee, Y. et al. Contrasting role of antimony and bismuth dopants on the Mg content and carrier concentration via post annealing under different
thermoelectric performance of lead selenide. Nat. Commun. 5, 3640 (2014). Mg partial pressures for Sb-doped Mg2Si thermoelectric material. J. Solid
29. Hodges, J. M. et al. Chemical insights into PbSe–x%HgSe: high power State Chem. 258, 93–98 (2018).
factor and improved thermoelectric performance by alloying with 57. Inoue, H., Yoneda, S., Kato, M., Ohsugi, I. J. & Kobayashi, T. Examination
discordant atoms. J. Am. Chem. Soc. 140, 18115–18123 (2018). of oxidation resistance of Mg2Si thermoelectric modules at practical
30. Jiang, B. et al. High-entropy-stabilized chalcogenides with high operating temperature. J. Alloys Compd. 735, 828–832 (2018).
thermoelectric performance. Science 371, 830–834 (2021). 58. de Boor, J. et al. Fabrication and characterization of nickel contacts for
31. Zihang, L. et al. Demonstration of ultrahigh thermoelectric efficiency of magnesium silicide based thermoelectric generators. J. Alloys Compd. 632,
∼7.3% in Mg3Sb2/MgAgSb module for low-temperature energy harvesting. 348–353 (2015).
Joule 5, 1196–1208 (2021). 59. Thimont, Y., Lognoné, Q., Goupil, C., Gascoin, F. & Guilmeau, E. Design of
32. Ying, P. J. et al. Towards tellurium-free thermoelectric modules for power apparatus for Ni/Mg2Si and Ni/MnSi1.75 contact resistance determination for
generation from low-grade heat. Nat. Commun. 12, 1121 (2021). thermoelectric legs. J. Electron. Mater. 43, 2023–2028 (2014).
Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials 511
Review Article Nature Materials
60. Park, S. H., Kim, Y. & Yoo, C.-Y. Oxidation suppression characteristics of 90. Tan, G. et al. All-scale hierarchically structured p-type PbSe alloys with
the YSZ coating on Mg2Si thermoelectric legs. Ceram. Int. 42, 10279–10288 high thermoelectric performance enabled by improved band degeneracy.
(2016). J. Am. Chem. Soc. 141, 4480–4486 (2019).
61. Zhu, Q., Song, S., Zhu, H. & Ren, Z. Realizing high conversion efficiency of 91. Springholz, G. & Bauer, G. Substrate materials. In Growth and Structuring
Mg3Sb2-based thermoelectric materials. J. Power Sources 414, 393–400 437–438 (Springer, 2013).
(2019). 92. Wu, C.-F., Wang, H., Yan, Q., Wei, T.-R. & Li, J.-F. Doping of thermoelectric
62. Zhao, L.-D. et al. Ultralow thermal conductivity and high thermoelectric PbSe with chemically inert secondary phase nanoparticles. J. Mater. Chem.
figure of merit in SnSe crystals. Nature 508, 373–377 (2014). C 5, 10881–10887 (2017).
63. Zhao, L.-D. et al. Ultrahigh power factor and thermoelectric performance 93. Shi, X. et al. Multiple-filled skutterudites: high thermoelectric figure of
in hole-doped single-crystal SnSe. Science 351, 141–144 (2016). merit through separately optimizing electrical and thermal transports.
64. Chang, C. et al. 3D charge and 2D phonon transports leading to high J. Am. Chem. Soc. 133, 7837–7846 (2011).
out-of-plane ZT in n-type SnSe crystals. Science 360, 778–783 (2018). 94. Rogl, G. et al. New bulk p-type skutterudites DD0.7Fe2.7Co1.3Sb12-xXx (X =
65. Lee, Y. K., Luo, Z., Cho, S. P., Kanatzidis, M. G. & Chung, I. Surface oxide Ge, Sn) reaching ZT > 1.3. Acta Mater. 91, 227–238 (2015).
removal for polycrystalline SnSe reveals near-single-crystal thermoelectric 95. Ravi, V. et al. Thermal expansion studies of selected high-temperature
performance. Joule 3, 719–731 (2019). thermoelectric materials. J. Electron. Mater. 38, 1433–1442 (2009).
66. Li, J. et al. Substantial enhancement of mechanical properties for SnSe 96. Guo, J. Q. et al. Development of skutterudite thermoelectric materials and
based composites with potassium titanate whiskers. J. Mater. Sci. Mater. modules. J. Electron. Mater. 41, 1036–1042 (2012).
Electron. 30, 8502–8507 (2019). 97. Rogl, G. et al. Thermal expansion of skutterudites. J. Appl. Phys. 107,
67. Burton, M. R. et al. 3D printed SnSe thermoelectric generators with high 043507 (2010).
figure of merit. Adv. Energy Mater. 9, 1900201 (2019). 98. Dahal, T. et al. Thermoelectric and mechanical properties on misch
68. Qin B. et al. Momentum and energy multiband alignment enable power metal filled p-type skutterudites Mm0.9Fe4-xCoxSb12. J. Appl. Phys. 117,
generation and thermoelectric cooling. Science 373, 556–561 (2021). 055101 (2015).
69. Park, S. H., Jin, Y., Ahn, K., Chung, I. & Yoo, C.-Y. Ag/Ni metallization 99. Liu, Z. et al. Mechanical properties of nanostructured thermoelectric
bilayer: a functional layer for highly efficient polycrystalline SnSe materials α-MgAgSb. Scr. Mater. 127, 72–75 (2017).
thermoelectric modules. J. Electron. Mater. 46, 848–855 (2017). 100. Hanninger, G., Ipser, H., Terzieff, P. L. & Komarek, K. The Co–Sb phase
70. Kim, Y., Yoon, G., Cho, B. J. & Park, S. H. Multi-layer metallization diagram and some properties of NiAs-type Co1 ± xSb. J. Less-Common Met.
structure development for highly efficient polycrystalline SnSe 166, 103–114 (1990).
thermoelectric devices. Appl. Sci. 7, 1116 (2017). 101. Fu, C. et al. Realizing high figure of merit in heavy-band p-type
71. Liu, H. et al. Copper ion liquid-like thermoelectrics. Nat. Mater. 11, half-Heusler thermoelectric materials. Nat. Commun. 6, 8144 (2015).
422–425 (2012). 102. Rogl, G. et al. Mechanical properties of half-Heusler alloys. Acta Mater.
72. He, Y. et al. High thermoelectric performance in non-toxic Earth-abundant 107, 178–195 (2016).
copper sulfide. Adv. Mater. 26, 3974–3978 (2014). 103. Mao, J. et al. Manipulation of ionized impurity scattering for achieving high
73. Stapfer, G. & Truscello, V. C. Development of the data base for a thermoelectric performance in n-type Mg3Sb2-based materials. Proc. Natl
degradation model of a selenide RTG. In Proc. 12th Intersociety Energy Acad. Sci. USA 114, 10548 (2017).
Conversion Engineering Conference 1271–1278 (American Nuclear Society, 104. Liu, Z. et al. Understanding and manipulating the intrinsic point defect in
1997). α-MgAgSb for higher thermoelectric performance. J. Mater. Chem. A 4,
74. Olvera, A. A. et al. Partial indium solubility induces chemical stability and 16834–16840 (2016).
colossal thermoelectric figure of merit in Cu2Se. Energy Environ. Sci. 10, 105. Agne, M. T. et al. Heat capacity of Mg3Sb2, Mg3Bi2, and their alloys at high
1668–1676 (2017). temperature. Mater. Today Phys. 6, 83–88 (2018).
75. Tang, H. et al. Graphene network in copper sulfide leading to enhanced 106. Li, J. et al. Point defect engineering and machinability in n-type
thermoelectric properties and thermal stability. Nano Energy 49, 267–273 Mg3Sb2-based materials. Mater. Today Phys. 15, 100269 (2020).
(2018). 107. Martinez-Ripoll, M., Haase, A. & Brauer, G. The crystal structure of
76. Yang, D. et al. Blocking ion migration stabilizes the high thermoelectric α-Mg3Sb2. Acta Crystallogr. B 30, 2006–2009 (1974).
performance in Cu2Se composites. Adv. Mater. 32, 2003730 (2020). 108. Wiedemeier, H. & Csillag, F. J. The thermal expansion and high
77. Brown, S. R., Kauzlarich, S. M., Gascoin, F. & Snyder, G. J. Yb14MnSb11: new temperature transformation of SnS and SnSe. Z. Kristallogr. Cryst. Mater.
high efficiency thermoelectric material for power generation. Chem. Mater. 149, 17 (1979).
18, 1873–1877 (2006). 109. Liu, G., Zhou, J. & Wang, H. Anisotropic thermal expansion of SnSe from
78. Cerretti, G., Villalpando, O., Fleurial, J. P. & Bux, S. K. Improving electronic first-principles calculations based on Grüneisen’s theory. Phys. Chem. Chem.
properties and mechanical stability of Yb14MnSb11 via W compositing. J. Phys. 19, 15187–15193 (2017).
Appl. Phys. 126, 175102 (2019). 110. Tyagi, K. et al. Crystal structure and mechanical properties of spark plasma
79. Vasilyeva, I. G., Nikolaev, R. E., Abdusaljamova, M. N. & Kauzlarich, S. M. sintered Cu2Se: an efficient photovoltaic and thermoelectric material. Solid
Thermochemistry study and improved thermal stability of Yb14MnSb State Commun. 207, 21–25 (2015).
alloyed by Ln3+ (La–Lu). J. Mater. Chem. C 4, 3342–3348 (2016). 111. Ding, Y. F. et al. High performance n-type Ag2Se film on nylon membrane
80. Black, D. et al. Power generation from nanostructured half-Heusler for flexible thermoelectric power generator. Nat. Commun. 10, 841 (2019).
thermoelectrics for efficient and robust energy harvesting. ACS Appl. Energy 112. Rauscher, J. F. et al. Synthesis, structure, magnetism, and high temperature
Mater. 1, 5986–5992 (2018). thermoelectric properties of Ge doped Yb14MnSb11. Dalton Trans. 39,
81. Macdonald, R. A. & Macdonald, W. M. Thermodynamic properties of fcc 1055–1062 (2010).
metals at high temperatures. Phys. Rev. B 24, 1715–1724 (1981). 113. Zhao, L.-D. et al. Thermoelectric and mechanical properties of
82. Moruzzi, V. L., Janak, J. F. & Schwarz, K. Calculated thermal properties of nano-SiC-dispersed Bi2Te3 fabricated by mechanical alloying and spark
metals. Phys. Rev. B 37, 790–799 (1988). plasma sintering. J. Alloys Compd. 455, 259–264 (2008).
83. Scudder, M. R. et al. Highly efficient transverse thermoelectric devices with 114. Zheng, Y. et al. Mechanically robust BiSbTe alloys with superior
Re4Si7 crystals. Energy Environ. Sci. 14, 4009–4017 (2021). thermoelectric performance: a case study of stable hierarchical
84. Xie, K. & Gupta, M. C. High-temperature thermoelectric energy conversion nanostructured thermoelectric materials. Adv. Energy Mater. 5, 1401391
devices using Si–Ge thick films prepared by laser sintering of nano/micro (2015).
particles. IEEE Trans. Electron Devices 67, 2113–2119 (2020). 115. Kim, S. I. et al. Dense dislocation arrays embedded in grain boundaries
85. Liu, L. C., Cao, Z. P., Chen, M. & Jiang, J. Microstructure and for high-performance bulk thermoelectrics. Science 348, 109–114
thermoelectric properties of (Bi0.48Sb1.52)Te3 thick films prepared with tape (2015).
casting method. Electronics 10, 140 (2021). 116. Zhu, B. et al. Realizing record high performance in n-type Bi2Te3-based
86. Dong, Z. Y. et al. Facile fabrication of paper-based flexible thermoelectric thermoelectric materials. Energy Environ. Sci. 13, 2106–2114 (2020).
generator. npj Flex. Electron. 5, 459 (2021). 117. Fu, L. et al. Large enhancement of thermoelectric properties in n-type PbTe
87. Hikage, Y. et al. Thermal expansion properties of thermoelectric generating via dual-site point defects. Energy Environ. Sci. 10, 2030–2040 (2017).
device component. In 2007 26th International Conference on Thermoelectrics 118. Tan, G. et al. Non-equilibrium processing leads to record high
331–335 (IEEE, 2007). thermoelectric figure of merit in PbTe–SrTe. Nat. Commun. 7, 12167
88. Ferreres, X. R., Aminorroaya Yamini, S., Nancarrow, M. & Zhang, C. (2016).
One-step bonding of Ni electrode to n-type PbTe—a step towards 119. Zhao, H. et al. High thermoelectric performance of MgAgSb-based
fabrication of thermoelectric generators. Mater. Des. 107, 90–97 materials. Nano Energy 7, 97–103 (2014).
(2016). 120. Liu, Y. et al. Demonstration of a phonon-glass electron-crystal strategy in
89. Li, G. et al. Micro- and macromechanical properties of thermoelectric lead (Hf,Zr)NiSn half-Heusler thermoelectric materials by alloying. J. Mater.
chalcogenides. ACS Appl. Mater. Interfaces 9, 40488–40496 (2017). Chem. A 3, 22716–22722 (2015).
512 Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials
Nature Materials Review Article
121. Wang, B. L., Guo, Y. B. & Zhang, C. W. Cracking and thermal shock Author contributions
resistance of a Bi2Te3 based thermoelectric material. Eng. Fract. Mech. 152, The manuscript was written with contributions from both authors. Both authors have
1–9 (2016). approved the final version of the manuscript.
122. Pavlova, L. M., Shtern, Y. I. & Mironov, R. E. Thermal expansion of
bismuth telluride. High Temp. 49, 369–379 (2011).
123. Kirkham, M. J. et al. Ab initio determination of crystal structures of the Competing interests
thermoelectric material MgAgSb. Phys. Rev. B 85, 144120 (2012). The authors declare no competing interests.
124. Wang, J.-F. et al. Structural, elastic, electronic, and thermodynamic
properties of MgAgSb investigated by density functional theory. Chin. Phys. Additional information
B 25, 086302 (2016). Correspondence should be addressed to Mercouri G. Kanatzidis.
Peer review information Nature Materials thanks Joseph P. Heremans, Takao Mori and
Acknowledgements the other, anonymous, reviewer(s) for their contribution to the peer review of this work.
TE materials research at NTU is supported by Singapore MOE AcRF Tier 2 under
grant nos. 2018-T2-1-010, Singapore A*STAR Pharos Program SERC 1527200022 and Reprints and permissions information is available at www.nature.com/reprints.
Singapore A*STAR project A19D9a0096. Basic TE materials research at Northwestern Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in
University is supported by the US Department of Energy, Office of Science and Office of published maps and institutional affiliations.
Basic Energy Sciences, under award no. DE-SC0014520. © Springer Nature Limited 2021
Nature Materials | VOL 21 | May 2022 | 503–513 | www.nature.com/naturematerials 513
You might also like
- Dimensionality Effects in High-Performance Thermoelectric Materials: Computational and Experimental Progress in Energy Harvesting ApplicationsDocument22 pagesDimensionality Effects in High-Performance Thermoelectric Materials: Computational and Experimental Progress in Energy Harvesting ApplicationsrajanadarajanNo ratings yet
- Yang2013 Review PaperDocument17 pagesYang2013 Review PaperRiri MurniatiNo ratings yet
- Aenm 201701797Document97 pagesAenm 201701797rajanadarajanNo ratings yet
- 2004LuanChineseScienceBulletin-RecentdevelopmentsofthermoelectricpowergenerationDocument9 pages2004LuanChineseScienceBulletin-RecentdevelopmentsofthermoelectricpowergenerationEDUMECH SOLUTIONNo ratings yet
- Temperature and Electron Concentration Dependent Thermoelectric Power in Wide Band Gap Semiconductor GaN NanowireDocument6 pagesTemperature and Electron Concentration Dependent Thermoelectric Power in Wide Band Gap Semiconductor GaN NanowireIJRASETPublicationsNo ratings yet
- 436 Thermoelectrics ReviewDocument9 pages436 Thermoelectrics ReviewMichael 'Hardcore' GaultoisNo ratings yet
- Intl J of Energy Research - 2020 - Hasan - Inorganic Thermoelectric Materials a ReviewDocument53 pagesIntl J of Energy Research - 2020 - Hasan - Inorganic Thermoelectric Materials a Reviewsc2208No ratings yet
- ThermocellDocument9 pagesThermocellLivreinatural ArkairisNo ratings yet
- Inorganic Thermoelectric Materials: A ReviewDocument53 pagesInorganic Thermoelectric Materials: A ReviewРоман СультимовNo ratings yet
- Complex Thermoelectric MaterialsDocument11 pagesComplex Thermoelectric MaterialsChamkilaNo ratings yet
- Review of Nanocomposite Dielectric Materials With High Thermal ConductivityDocument34 pagesReview of Nanocomposite Dielectric Materials With High Thermal Conductivityshameem siddiqueNo ratings yet
- Article JPCM Dollfus Revised 2 PDFDocument43 pagesArticle JPCM Dollfus Revised 2 PDFSafaa ArouhNo ratings yet
- Hamid 4Document7 pagesHamid 4mdhamidraza815No ratings yet
- 0001 Final - PHD Proposal - Bhargav PathakDocument7 pages0001 Final - PHD Proposal - Bhargav Pathaknehal pandyaNo ratings yet
- 1 s2.0 S0042207X17300544 MainDocument19 pages1 s2.0 S0042207X17300544 MainAna-Maria DucuNo ratings yet
- 5 0027070Document13 pages5 0027070Alam KhanNo ratings yet
- Piezoelectric Materials For High Temperature Transducers and Actuators PDFDocument12 pagesPiezoelectric Materials For High Temperature Transducers and Actuators PDFMEMONCHAS NEMOZNo ratings yet
- Nano Energy Review Enhances Thermoelectric Figure of MeritDocument23 pagesNano Energy Review Enhances Thermoelectric Figure of MeritKeerati ManeesaiNo ratings yet
- S ZT T: H C H H CDocument3 pagesS ZT T: H C H H CHoàng Thu ThuỷNo ratings yet
- From Dislocation To Nano Precipitation: Evolution To Low Thermal Conductivity and High Thermoelectric Performance in N Type PbteDocument12 pagesFrom Dislocation To Nano Precipitation: Evolution To Low Thermal Conductivity and High Thermoelectric Performance in N Type Pbteprofs formationNo ratings yet
- 1 s2.0 S2211285518303380 MainDocument7 pages1 s2.0 S2211285518303380 Mainndsannn.1No ratings yet
- Karthikeyan 2020Document10 pagesKarthikeyan 2020DeepikaNo ratings yet
- Thermoelectric Generator Literature ReviewDocument4 pagesThermoelectric Generator Literature Reviewaflsigfek100% (1)
- Literature Review of Thermoelectric GeneratorDocument8 pagesLiterature Review of Thermoelectric Generatorafmabzmoniomdc100% (1)
- Energy Environ Materials - 2023 - RahmanDocument11 pagesEnergy Environ Materials - 2023 - RahmanSena KulaksızNo ratings yet
- Thermoelectric Materials: A Review of Promising CandidatesDocument11 pagesThermoelectric Materials: A Review of Promising CandidatesngfngdnngcnNo ratings yet
- High Temperature and Pressure DependentDocument17 pagesHigh Temperature and Pressure DependentAlam KhanNo ratings yet
- 1 Polymer Dipoles Relaxation and Potential Energy New Simulation ModelDocument14 pages1 Polymer Dipoles Relaxation and Potential Energy New Simulation Modelhussam1970No ratings yet
- Thermoelectric Power Generation Peltier Element Versus Thermoelectric GeneratorDocument6 pagesThermoelectric Power Generation Peltier Element Versus Thermoelectric GeneratorMoh RhmNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument42 pagesAccepted Manuscript: Applied Thermal EngineeringchikaNo ratings yet
- Wu and Zuo. Self Powered Wireless Through - Wall Data Communication For Nuclear EnvironmentsDocument17 pagesWu and Zuo. Self Powered Wireless Through - Wall Data Communication For Nuclear EnvironmentsYze Shiuan YNo ratings yet
- 1 PBDocument11 pages1 PBapriani ssiNo ratings yet
- A Review On Generation of Electricity Using PeltieDocument5 pagesA Review On Generation of Electricity Using PeltieUsama SherwaniNo ratings yet
- Investigation of Structural and Mechanical PropertiesDocument19 pagesInvestigation of Structural and Mechanical PropertiesAlam KhanNo ratings yet
- Modelling and Control PEMFC Using Fuzzy Neural Networks: Sun Et Al. / J Zhejiang Univ SCI 2005 6A (10) :1084-1089Document6 pagesModelling and Control PEMFC Using Fuzzy Neural Networks: Sun Et Al. / J Zhejiang Univ SCI 2005 6A (10) :1084-1089Peter VallejoNo ratings yet
- Chapter 7: (A) Energy Generation and Its EnhancementsDocument3 pagesChapter 7: (A) Energy Generation and Its EnhancementsamolNo ratings yet
- Chapter 6-Introduction To NanoelectronicsDocument83 pagesChapter 6-Introduction To NanoelectronicsshobiiiscNo ratings yet
- New and Old Concepts in Thermoelectric Materials: ReviewsDocument24 pagesNew and Old Concepts in Thermoelectric Materials: ReviewsJose DoriaNo ratings yet
- Efficiency in Thermoelectric Generators Based On Peltier CellsDocument7 pagesEfficiency in Thermoelectric Generators Based On Peltier CellsmikewenNo ratings yet
- Applied Energy: Andrea Montecucco, Andrew R. KnoxDocument7 pagesApplied Energy: Andrea Montecucco, Andrew R. Knoxyoung SNo ratings yet
- Liu Et Al. - 2017 - Entropy As A Gene-Like Performance Indicator PromoDocument7 pagesLiu Et Al. - 2017 - Entropy As A Gene-Like Performance Indicator PromoAshutosh KumarNo ratings yet
- BT3 Fanaee2021Document11 pagesBT3 Fanaee2021Dzigi StarijiNo ratings yet
- TMP C3 FADocument6 pagesTMP C3 FAFrontiersNo ratings yet
- Triboelectric Nanogenerators As Exible Power Sources: Review ArticleDocument10 pagesTriboelectric Nanogenerators As Exible Power Sources: Review ArticleT Jah NepNo ratings yet
- Generate Renewable Energy Efficiently Using Nanofabricated Silicon (GREEN Silicon)Document1 pageGenerate Renewable Energy Efficiently Using Nanofabricated Silicon (GREEN Silicon)ettypasewangNo ratings yet
- Thermoelectric Cooling The Thomson Effect in HybriDocument25 pagesThermoelectric Cooling The Thomson Effect in HybriKiki Rezki LestariNo ratings yet
- Zhao, H - Engineering-the-Thermoelectric-Transport-in-HalfHeusler-Materials-through-a-BottomUp-Nanostructure-Synthesis - 2017Document11 pagesZhao, H - Engineering-the-Thermoelectric-Transport-in-HalfHeusler-Materials-through-a-BottomUp-Nanostructure-Synthesis - 2017meazamaliNo ratings yet
- Optimum Semiconductors For High-Power Electronics: Loss CausedDocument13 pagesOptimum Semiconductors For High-Power Electronics: Loss Causedvinay thakarNo ratings yet
- Batería HumanaDocument9 pagesBatería HumanaFrancisco Ciaffaroni MNo ratings yet
- High Performance Photovoltaic Thermoelectric Hybrid Power GeneratioDocument11 pagesHigh Performance Photovoltaic Thermoelectric Hybrid Power GeneratioAbdulganiyu IsmaeelNo ratings yet
- Efficient P-N Junction-Based ThermoelectricDocument9 pagesEfficient P-N Junction-Based ThermoelectricKeshav DabralNo ratings yet
- Manuscript Add FigDocument32 pagesManuscript Add FigTzer-En NeeNo ratings yet
- Journal of Materials Science & TechnologyDocument7 pagesJournal of Materials Science & TechnologySajid KhanNo ratings yet
- Optimal Band Gap For Improved Thermoelectric Performance of Two Dimensional Dirac MaterialsDocument11 pagesOptimal Band Gap For Improved Thermoelectric Performance of Two Dimensional Dirac MaterialsRamakrishna NayakNo ratings yet
- Structural, Electronic and Thermoelectric Properties of SrTiO3 Ceramic Doped by Lanthanum Using First Principles - Tham Khao Mo PhongDocument11 pagesStructural, Electronic and Thermoelectric Properties of SrTiO3 Ceramic Doped by Lanthanum Using First Principles - Tham Khao Mo PhongMinh TrầnNo ratings yet
- Heat Transfer in Nanostructures For Solid-State Energy ConversionDocument11 pagesHeat Transfer in Nanostructures For Solid-State Energy ConversionPedroLozanoNo ratings yet
- Articulo 03Document13 pagesArticulo 03Alexis GoicocheaNo ratings yet
- Simon - 2020 - NatureMaterials-Perspectives For Electrochemical Capacitors and and Related DevicesDocument14 pagesSimon - 2020 - NatureMaterials-Perspectives For Electrochemical Capacitors and and Related DevicesvituruchNo ratings yet
- Sorel Et Al ACS NanoDocument25 pagesSorel Et Al ACS NanoLalu SuhaimiNo ratings yet
- Self-Cleaning Technologies For Solar Panels: N-Tech Research PublicationDocument15 pagesSelf-Cleaning Technologies For Solar Panels: N-Tech Research PublicationLogan KrishNo ratings yet
- Gharo Solar - Mott Macdonald - HSE Audit-2Document37 pagesGharo Solar - Mott Macdonald - HSE Audit-2Hassan RasheedNo ratings yet
- Improvement in Optical and Electrical Performance of Hydrophobi - 2021 - OpticalDocument7 pagesImprovement in Optical and Electrical Performance of Hydrophobi - 2021 - OpticalRauta Robert StefanNo ratings yet
- Superior University: 5Mwp Solar Power Plant ProjectDocument3 pagesSuperior University: 5Mwp Solar Power Plant ProjectdaniyalNo ratings yet
- JD - Sunseap - BD Manager (Indonesia-Based)Document2 pagesJD - Sunseap - BD Manager (Indonesia-Based)Indra FatahNo ratings yet
- Renewable and Sustainable Energy Reviews: Hegazy Rezk, Ahmed Fathy, Almoataz Y. AbdelazizDocument10 pagesRenewable and Sustainable Energy Reviews: Hegazy Rezk, Ahmed Fathy, Almoataz Y. AbdelazizDany ApablazaNo ratings yet
- Catalogue Studer en 2018 08.18Document44 pagesCatalogue Studer en 2018 08.18bagastc100% (1)
- K. Sopian, M.Y.OthmanDocument7 pagesK. Sopian, M.Y.OthmanKaoru AmaneNo ratings yet
- 415W Datasheet VertexS DE09R 05Document2 pages415W Datasheet VertexS DE09R 05RazaNo ratings yet
- Power Flow Analysis in Smart Grid Network For EV InfrastructureDocument12 pagesPower Flow Analysis in Smart Grid Network For EV InfrastructureMichael MufambaNo ratings yet
- 20KW Off-Grid Solar SystemDocument1 page20KW Off-Grid Solar SystemRubénNo ratings yet
- Slides PV 03Document46 pagesSlides PV 03salmanqaadirNo ratings yet
- EE367 New and Renewable Energy SystemsDocument2 pagesEE367 New and Renewable Energy SystemsSREEHARI S JNo ratings yet
- Efficient and Economical Renewable Energy Resources (Research Proposal)Document2 pagesEfficient and Economical Renewable Energy Resources (Research Proposal)UmerShahzadQurashiNo ratings yet
- Testing and Performance Assessment of 1KWp Solar Rooftop SystemDocument5 pagesTesting and Performance Assessment of 1KWp Solar Rooftop Systemsoumen sardarNo ratings yet
- Chady Gabra Paper Modified 2Document8 pagesChady Gabra Paper Modified 2Amri YusronNo ratings yet
- Powerengineering201411 1 DLDocument213 pagesPowerengineering201411 1 DLjaguar13No ratings yet
- Crisp GreenDocument5 pagesCrisp Greennester9981No ratings yet
- A Solution To The Optimal Power Flow Problem Considering WT and PV Generation PDFDocument10 pagesA Solution To The Optimal Power Flow Problem Considering WT and PV Generation PDFBimal Kumar DoraNo ratings yet
- 2021-A Multi-Objective Optimization Model For Fast Electric Vehicle ChargingDocument17 pages2021-A Multi-Objective Optimization Model For Fast Electric Vehicle ChargingWasiu SulaimonNo ratings yet
- Solar MonitoringDocument24 pagesSolar MonitoringcoltallbNo ratings yet
- Topic 1 - Distribution System Fundamentals - Online - Spring 2021Document34 pagesTopic 1 - Distribution System Fundamentals - Online - Spring 2021UlisesNo ratings yet
- Homer Case Study KarnatakaDocument6 pagesHomer Case Study KarnatakaVishal KundalNo ratings yet
- Finite element analysis of temperature distribution in PV modulesDocument19 pagesFinite element analysis of temperature distribution in PV modulessssinhaNo ratings yet
- IEEFA Global Solar Report May 2018Document53 pagesIEEFA Global Solar Report May 2018SMNo ratings yet
- 1600 Wall Sys3 - ADocument24 pages1600 Wall Sys3 - ABlack DiscipleNo ratings yet
- Company Aname Stall No Hall Country AreaDocument12 pagesCompany Aname Stall No Hall Country AreaJyotsna PandeyNo ratings yet
- M.tech ThesisDocument59 pagesM.tech ThesisRama Krishna100% (1)
- Energy Efficient Solar-Powered Street Lights Using Sun-Tracking Solar Panel With Traffic Density Monitoring and Wireless Control SystemDocument9 pagesEnergy Efficient Solar-Powered Street Lights Using Sun-Tracking Solar Panel With Traffic Density Monitoring and Wireless Control SystemIJRASETPublicationsNo ratings yet
- Design Sheet BPS UNIVERSITYDocument1 pageDesign Sheet BPS UNIVERSITYSAEL SOLARNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Three Laws of Nature: A Little Book on ThermodynamicsFrom EverandThree Laws of Nature: A Little Book on ThermodynamicsRating: 4.5 out of 5 stars4.5/5 (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Basic Alarm Electronics: Toolbox Guides for Security TechniciansFrom EverandBasic Alarm Electronics: Toolbox Guides for Security TechniciansJohn SangerRating: 4 out of 5 stars4/5 (1)