You might also like
- Equip2, Osciloscopi Marta MariaDocument4 pagesEquip2, Osciloscopi Marta MariaNicole PérezNo ratings yet
- Daniel Quero Procediment Culata UF2 MecanicaDocument7 pagesDaniel Quero Procediment Culata UF2 MecanicaMrKlever99No ratings yet
- Exercicis P4Document6 pagesExercicis P4lcalvo.ev1r23No ratings yet
- Manual Maquina Torn PinachoDocument8 pagesManual Maquina Torn Pinachoeduard_gomez_mtnezNo ratings yet
- MP - Étude D'un Pont À Poutres en Béton Armé - 2023-24 Samar Jdaida (Récupération Automatique)Document83 pagesMP - Étude D'un Pont À Poutres en Béton Armé - 2023-24 Samar Jdaida (Récupération Automatique)Eskander DahriNo ratings yet
- DGM - P3 MecanizadoDocument22 pagesDGM - P3 Mecanizadotagbalt96No ratings yet
- Predimensionado de Columnas (Milenka Borda)Document1 pagePredimensionado de Columnas (Milenka Borda)MILENKA SONIA BORDA CALUSTRONo ratings yet
- Tolerancias Isuzu 6VD1Document23 pagesTolerancias Isuzu 6VD1J Pablo Armijos100% (1)
- Exercicis p8Document14 pagesExercicis p8luismendoza2113No ratings yet
- Copia de Caixa Cremallera - AbuDocument6 pagesCopia de Caixa Cremallera - AbuabubakstiitouNo ratings yet
- Tabel Hal 18Document2 pagesTabel Hal 18Vicka Tri UtamiNo ratings yet
- Actividad Del 20 de Abril Del 2023Document5 pagesActividad Del 20 de Abril Del 2023Edgar VegaNo ratings yet
- Diseño de ColumnaDocument7 pagesDiseño de ColumnaCESAR CHAPOÑAN MILLANNo ratings yet
- Miedes Molina Pràctica 33Document18 pagesMiedes Molina Pràctica 33biel.miedesNo ratings yet
- 1 - Calculos Ahp 2022-2Document20 pages1 - Calculos Ahp 2022-2NicolasNo ratings yet
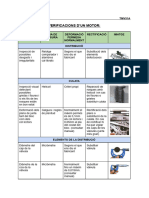
- Verificacions D'un Motor ArnauDocument6 pagesVerificacions D'un Motor ArnauArnau FerrerNo ratings yet
- Pantografo Faiveley 14515465Document73 pagesPantografo Faiveley 14515465Kriss ValenzuelaNo ratings yet
- Grafica PDocument9 pagesGrafica PCristian GustavoNo ratings yet
- UTS (Soal MK)Document3 pagesUTS (Soal MK)Faulo ShopNo ratings yet
- Pràctica 3: Impacte D'Un Doll D'AiguaDocument13 pagesPràctica 3: Impacte D'Un Doll D'AiguaRut Domenech OliveNo ratings yet
- Curva ConcretoDocument4 pagesCurva Concretogio cumbicusNo ratings yet
- Examen ECO1 2017-1-17 FinalDocument5 pagesExamen ECO1 2017-1-17 FinalYihao YuNo ratings yet
- Practica 2 Activitat de Taller Sistemes de Transmissió I Frenada.Document26 pagesPractica 2 Activitat de Taller Sistemes de Transmissió I Frenada.Samuel Triano MorónNo ratings yet
- Aula LRT Informatização de Levantamentos Dedscorpion 2A°Document5 pagesAula LRT Informatização de Levantamentos Dedscorpion 2A°trevis scoteNo ratings yet
- Tita Pipa - Muhammad Rahul Hidayat-1Document32 pagesTita Pipa - Muhammad Rahul Hidayat-1Tri RMANo ratings yet
- Acta MesuraDocument5 pagesActa MesuraHernanNo ratings yet
- Física S4Document15 pagesFísica S4Isaac RegaladoRamirezNo ratings yet
- SBG 70 enDocument22 pagesSBG 70 enJOhnNo ratings yet
- Rigidez de Piso 26 Agosto 2021Document8 pagesRigidez de Piso 26 Agosto 2021angee prietoNo ratings yet
- BodegaDocument3 pagesBodegaLiseth Tatiana NaranjoNo ratings yet
- Tema 11 Volum de Cossos GeometricsDocument7 pagesTema 11 Volum de Cossos GeometricsjsjshsajhNo ratings yet
- Cercha MetálicaDocument51 pagesCercha MetálicaJHON ENMANUEL SALAZAR INOÑANNo ratings yet
- Daniel Quero - Pràctica 3 - Uf2MecanicaDocument11 pagesDaniel Quero - Pràctica 3 - Uf2MecanicaMrKlever99No ratings yet
- Guia HidraulicaDocument122 pagesGuia HidraulicaErick Xavier Rivas Garcia0% (1)
- Exercici Practica 5 M1 PDFDocument4 pagesExercici Practica 5 M1 PDFMarc Garcia CasermeiroNo ratings yet
- Segi 3Document19 pagesSegi 3Jamal JalilNo ratings yet
- Ejercicios de Repaso #1 Nohelis PortilloDocument8 pagesEjercicios de Repaso #1 Nohelis Portilloarmandodamas0001No ratings yet
- Generador de VarillaDocument6 pagesGenerador de VarillaFlavio LaraNo ratings yet
- Pemeliharaan Motor FanDocument13 pagesPemeliharaan Motor FanAnggi EkaNo ratings yet
- Repaso Examen IPDocument9 pagesRepaso Examen IPperdo arjonaNo ratings yet
- Pràctica 3Document21 pagesPràctica 3YoNo ratings yet
- Travaux D'arrêtDocument49 pagesTravaux D'arrêtlahnoukiNo ratings yet
- Pre Dimension Amien ToDocument25 pagesPre Dimension Amien ToStephanny ChBenitesNo ratings yet
- Tema 3 Trigonometria. CruïllesDocument33 pagesTema 3 Trigonometria. CruïllesJosepMencionSeguranyesNo ratings yet
- EST-13.2.Diseño Columnas O2 EntreparquesDocument2,071 pagesEST-13.2.Diseño Columnas O2 EntreparquesSebastián González SáenzNo ratings yet
- Repte 8 Muntatge MotorDocument8 pagesRepte 8 Muntatge MotorMouad LaouniNo ratings yet
- Cortante y Torsion Ejercicio Armado ClaseDocument7 pagesCortante y Torsion Ejercicio Armado Clasecaticacas10No ratings yet
- Torque PernosDocument1 pageTorque Pernosb.sagredo.nNo ratings yet
- Memoria Comfort Grado Medio Electromecanica, Bloque TérmicoDocument11 pagesMemoria Comfort Grado Medio Electromecanica, Bloque TérmicoJulen GarcíaNo ratings yet
- Activitats Extra MEC TRANSMISSIÓ DE MOVIMENTDocument2 pagesActivitats Extra MEC TRANSMISSIÓ DE MOVIMENTEster ENNo ratings yet
- Universidad Privada Antenor Orrego: Tema: Tabla de FrecuenciasDocument3 pagesUniversidad Privada Antenor Orrego: Tema: Tabla de FrecuenciasSantiagoNo ratings yet
- Samuel Triano Morón - Practica 1 Activitat de Taller Sistemes de MotorDocument23 pagesSamuel Triano Morón - Practica 1 Activitat de Taller Sistemes de MotorSamuel Triano MorónNo ratings yet
- PseudoDocument27 pagesPseudoMiriam RodríguezNo ratings yet
- Vol Tangki Horizontal - Tony Roban 2023Document19 pagesVol Tangki Horizontal - Tony Roban 2023RudiIndratnoNo ratings yet
- Funcionament Polímetre Peu de ReiDocument10 pagesFuncionament Polímetre Peu de ReiJudith Pla FranquetNo ratings yet
- Problema 24Document2 pagesProblema 24walter canoNo ratings yet
- PNT PressecDocument3 pagesPNT PressecAdriana Salinas HerreraNo ratings yet
- Clase 17-03-2023Document10 pagesClase 17-03-2023ENRIQUE ANTONIO DEL RIO AYONNo ratings yet
- Cross CDocument16 pagesCross CTrương DuyNo ratings yet