You might also like
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesFrom EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesRating: 4.5 out of 5 stars4.5/5 (5)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- The Lazy Students Guide To Writing A Dissertation by Ben RobinsonDocument72 pagesThe Lazy Students Guide To Writing A Dissertation by Ben RobinsonnhanscribdNo ratings yet
- 82SSJ SSJ Pulling/Running Tool Operation Manual: Design OverviewDocument3 pages82SSJ SSJ Pulling/Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- Insulation Co-ordination in High-voltage Electric Power SystemsFrom EverandInsulation Co-ordination in High-voltage Electric Power SystemsRating: 4.5 out of 5 stars4.5/5 (5)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Fatigue Design: International Series on the Strength and Fracture of Materials and StructuresFrom EverandFatigue Design: International Series on the Strength and Fracture of Materials and StructuresNo ratings yet
- Electronics—From Theory Into Practice: Pergamon International Library of Science, Technology, Engineering and Social StudiesFrom EverandElectronics—From Theory Into Practice: Pergamon International Library of Science, Technology, Engineering and Social StudiesRating: 5 out of 5 stars5/5 (2)
- Electronics – From Theory Into Practice: Applied Electricity and Electronics DivisionFrom EverandElectronics – From Theory Into Practice: Applied Electricity and Electronics DivisionRating: 5 out of 5 stars5/5 (1)
- Subsea Pipeline Design, Analysis, and InstallationFrom EverandSubsea Pipeline Design, Analysis, and InstallationRating: 3 out of 5 stars3/5 (1)
- Compact BurnerDocument2 pagesCompact Burnersong LiNo ratings yet
- 82SXN 'SXN' Running Tool Operation Manual: Design OverviewDocument7 pages82SXN 'SXN' Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- Understanding Your Boats Systems and Choices.From EverandUnderstanding Your Boats Systems and Choices.Rating: 3 out of 5 stars3/5 (1)
- Reservoir Geochemistry - Reservoir Engineering Perspective, ENGLAND W.ADocument11 pagesReservoir Geochemistry - Reservoir Engineering Perspective, ENGLAND W.Asong LiNo ratings yet
- Inforgrafia RCPDocument2 pagesInforgrafia RCPLUCIA MURRIETANo ratings yet
- Centrifugal PumpDocument2 pagesCentrifugal Pumpsong LiNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Selective Shifting Tool Operation Manual: DescriptionDocument3 pagesSelective Shifting Tool Operation Manual: Descriptionsong LiNo ratings yet
- International Symposium On Safety Instrumentation in Oil & Gas IndustryDocument4 pagesInternational Symposium On Safety Instrumentation in Oil & Gas Industrysong LiNo ratings yet
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingFrom EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydNo ratings yet
- The IEE Wiring Regulations Explained and IllustratedFrom EverandThe IEE Wiring Regulations Explained and IllustratedRating: 4 out of 5 stars4/5 (14)
- Ultimate Busy BookDocument141 pagesUltimate Busy Bookmia azhariNo ratings yet
- 82CT Communication Tool For 3 1/2-In. Rod-Piston TRSV Operation ManualDocument10 pages82CT Communication Tool For 3 1/2-In. Rod-Piston TRSV Operation Manualsong Li100% (1)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesFrom EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNo ratings yet
- Brazing Procedure Specification (BPS) : JOINTS (QB-408)Document1 pageBrazing Procedure Specification (BPS) : JOINTS (QB-408)Bernard PenuliarNo ratings yet
- Advances in High Voltage Insulation and Arc Interruption in SF6 and VacuumFrom EverandAdvances in High Voltage Insulation and Arc Interruption in SF6 and VacuumNo ratings yet
- Mercedes 230sl. Fuel Injection Linkage Adjustment and Idle Adjustment ProceduresDocument15 pagesMercedes 230sl. Fuel Injection Linkage Adjustment and Idle Adjustment ProceduresLockie Owens0% (1)
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaFrom EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Load-Bearing Fibre Composites: International Series on the Strength and Fracture of Materials and StructuresFrom EverandLoad-Bearing Fibre Composites: International Series on the Strength and Fracture of Materials and StructuresNo ratings yet
- Visco Measure - Water - 30C-3Document53 pagesVisco Measure - Water - 30C-3song LiNo ratings yet
- Redress KitDocument1 pageRedress Kitsong LiNo ratings yet
- Owen Oil Tools: Min. Restriction 1-25/32" 2-3/16" 2-19/32" Pressure Rating Temperature See Table 375° FDocument2 pagesOwen Oil Tools: Min. Restriction 1-25/32" 2-3/16" 2-19/32" Pressure Rating Temperature See Table 375° Fsong LiNo ratings yet
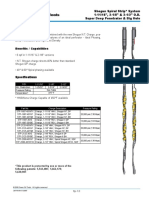
- Owen Oil Tools Scalloped Gun System, 1-11/16" O.D. 6 SPF, 60° Spiral BH, DP & SDP - NT3Document2 pagesOwen Oil Tools Scalloped Gun System, 1-11/16" O.D. 6 SPF, 60° Spiral BH, DP & SDP - NT3song LiNo ratings yet
- 82SXO "Ticr" / "Ticx" Running Tool Operation Manual: Design OverviewDocument6 pages82SXO "Ticr" / "Ticx" Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- Chairman's Address 7AGMDocument5 pagesChairman's Address 7AGMsong LiNo ratings yet
- STP 2125 401ntxDocument1 pageSTP 2125 401ntxsong LiNo ratings yet
- Biodiesel: Feedstock & Technology Options: Dr. R. K. MalhotraDocument37 pagesBiodiesel: Feedstock & Technology Options: Dr. R. K. Malhotrasong LiNo ratings yet
- STP 1687 401ntxDocument1 pageSTP 1687 401ntxsong LiNo ratings yet
- SDP 1687 402NT3 - 020phase (1Document1 pageSDP 1687 402NT3 - 020phase (1song LiNo ratings yet
- Present Status of Feedstock Management & Technology Developments in Ethanol SectorDocument22 pagesPresent Status of Feedstock Management & Technology Developments in Ethanol Sectorsong LiNo ratings yet
- Challenges and Technologies in Reservoir ModelingDocument23 pagesChallenges and Technologies in Reservoir Modelingsong LiNo ratings yet
- Tight Gas Sands 2008Document1 pageTight Gas Sands 2008song LiNo ratings yet
- Ethanol: Economics, Pricing & Incentives: International Symposium On Bio-Fuels 25 / 26 Sep 2007Document19 pagesEthanol: Economics, Pricing & Incentives: International Symposium On Bio-Fuels 25 / 26 Sep 2007song LiNo ratings yet
- Flow Head Master ValveDocument1 pageFlow Head Master Valvesong LiNo ratings yet
- Filosofos ClassicosDocument12 pagesFilosofos ClassicosRubens Reis50% (2)
- Hardware Design: Test Project DocumentDocument16 pagesHardware Design: Test Project Document4hw4nn00rNo ratings yet
- 725 ChestertonDocument10 pages725 ChestertonJUANCAMILONo ratings yet
- Accounting TermDocument3 pagesAccounting TermAshley Villegas RuizNo ratings yet
- 9Document4 pages9MariaJose LópezNo ratings yet
- Un Viaje Hacia El OrienteDocument4 pagesUn Viaje Hacia El OrienteJesus Daniel Larez VillarroelNo ratings yet
- Professional Year Workplacement Logbook - Draft V2Document31 pagesProfessional Year Workplacement Logbook - Draft V2Varun JamesNo ratings yet
- Projet de Memoire en Musique Et Musicologie: ThemeDocument5 pagesProjet de Memoire en Musique Et Musicologie: ThemeJeremie Keyfan IcalNo ratings yet
- A Simple and Effective Table Detection System From Document ImagesDocument11 pagesA Simple and Effective Table Detection System From Document ImagesAnukriti BansalNo ratings yet
- Reporte de Mecanica de Suelos Pruebas Triaxiales Uu y QuDocument5 pagesReporte de Mecanica de Suelos Pruebas Triaxiales Uu y Qurodrigosxe10No ratings yet
- Amoris Laetitia SummaryDocument13 pagesAmoris Laetitia SummaryMermaidmanNo ratings yet
- Jogos Políticos em RPGDocument16 pagesJogos Políticos em RPGgiovaniNo ratings yet
- Ouchterlony Double ImmunodiffusionDocument5 pagesOuchterlony Double ImmunodiffusionKool CherryNo ratings yet
- S14 - Modelo de Apreciación DescriptivoDocument2 pagesS14 - Modelo de Apreciación DescriptivoJUAN MANUEL ARBOLEDA IMAN86% (7)
- 03 Dalf B3Document69 pages03 Dalf B3alelyon100% (1)
- Lec 1 - SuperelevationDocument24 pagesLec 1 - SuperelevationMohamedNo ratings yet
- PELLES SUR CHENILLES JCB JS160 180 190 T4i 57412 032014 PDFDocument32 pagesPELLES SUR CHENILLES JCB JS160 180 190 T4i 57412 032014 PDFRached Douahchua100% (1)
- 第二课 祖孙情 生活看板(所有词语)Document23 pages第二课 祖孙情 生活看板(所有词语)Dedy Hong ZhanxiangNo ratings yet
- INFORME Nº7 Peso UnitarioDocument30 pagesINFORME Nº7 Peso UnitarioBriss Ninoska Mamani T0% (1)
- 1 Du 1S Classe Tle ADocument2 pages1 Du 1S Classe Tle ACEG1 DASSA-ZOUMENo ratings yet
- ALSA - Hacemos Tu Viaje Más FácilDocument8 pagesALSA - Hacemos Tu Viaje Más FácilAgus CooltierrezNo ratings yet
- FEBO ConsultoresDocument47 pagesFEBO ConsultoresAny AristeoNo ratings yet
- Composicion MusicalDocument4 pagesComposicion MusicalOmaira Gamboa100% (1)
- Model Exam 1Document25 pagesModel Exam 1rahelsewunet0r37203510No ratings yet
- Madam SubjectDocument3 pagesMadam Subjectkasi FNo ratings yet