You might also like
- Lahrichi 2021Document19 pagesLahrichi 2021Youssef LahrichiNo ratings yet
- Investigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsFrom EverandInvestigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsNo ratings yet
- Assembly Systems and Assembly Line BalancingDocument37 pagesAssembly Systems and Assembly Line BalancingShaukat Ali ShahNo ratings yet
- Lahrichi Et Al 2022Document18 pagesLahrichi Et Al 2022Youssef LahrichiNo ratings yet
- Distributed Shifting Bottleneck Heuristic for Complex Job ShopsDocument18 pagesDistributed Shifting Bottleneck Heuristic for Complex Job ShopsMarcelo SandovalNo ratings yet
- An Assembly Line Is A Sequence of Workstations Linked To Each Other by A Conveyor or Moving BeltDocument6 pagesAn Assembly Line Is A Sequence of Workstations Linked To Each Other by A Conveyor or Moving BeltNGỌC MAI BẢONo ratings yet
- Hemisfic Methods For Flexible Flow Ime Scheduling: Sandeep Koehher, Harvard University, Cambridge, MassachusettsDocument16 pagesHemisfic Methods For Flexible Flow Ime Scheduling: Sandeep Koehher, Harvard University, Cambridge, MassachusettsDimitri CayardNo ratings yet
- A Framework For Capacity Planning and Machine Configuration in Flexible Assembly SystemsDocument30 pagesA Framework For Capacity Planning and Machine Configuration in Flexible Assembly SystemsYan1203100% (1)
- Assembly Systems and Assembly Line BalancingDocument37 pagesAssembly Systems and Assembly Line BalancingTafesse100% (1)
- Minimizing mean completion time in hybrid flowshopsDocument12 pagesMinimizing mean completion time in hybrid flowshopsOlivia brianneNo ratings yet
- Simulation Based Dispatching in A Production SystemDocument7 pagesSimulation Based Dispatching in A Production SystemJohn TimNo ratings yet
- Local search metaheuristic for hybrid flow shop schedulingDocument17 pagesLocal search metaheuristic for hybrid flow shop schedulingRumah WayangNo ratings yet
- Applied Mathematical Modelling: Parviz Fattahi, Fariborz Jolai, Jamal ArkatDocument12 pagesApplied Mathematical Modelling: Parviz Fattahi, Fariborz Jolai, Jamal ArkatThenarasumohanveluNo ratings yet
- Reconfigurable Manufacturing SystemsDocument9 pagesReconfigurable Manufacturing SystemsBogdan CurtaNo ratings yet
- Layout Drharun 010714 D MidDocument21 pagesLayout Drharun 010714 D MidPantho Panho100% (1)
- Informs: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Operations ResearchDocument19 pagesInforms: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Operations Researchadissa2103No ratings yet
- Kim2001 PDFDocument11 pagesKim2001 PDFKailash BhosaleNo ratings yet
- Scheduling in Flexible Manufacturing Systems: Dpto. de Admon. de Empresas y Contabilidad, University of Oviedo, SpainDocument4 pagesScheduling in Flexible Manufacturing Systems: Dpto. de Admon. de Empresas y Contabilidad, University of Oviedo, SpainkcvaraNo ratings yet
- A Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemDocument27 pagesA Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemAmrik SinghNo ratings yet
- Assembly LinesDocument34 pagesAssembly LineshabtamuNo ratings yet
- An Improved Simulated Annealing For Facility Layout Problems in Cellular Manufacturing SystemsDocument11 pagesAn Improved Simulated Annealing For Facility Layout Problems in Cellular Manufacturing SystemsAnonymous PsEz5kGVaeNo ratings yet
- Journal of Statistical Software: Simmer: Discrete-Event Simulation For RDocument30 pagesJournal of Statistical Software: Simmer: Discrete-Event Simulation For RSanaa Ben SaidNo ratings yet
- Optimal Solution of Linear Machine Layout Problem Using Ant Colony SystemDocument11 pagesOptimal Solution of Linear Machine Layout Problem Using Ant Colony SystemCak WadNo ratings yet
- Machine Learning in Hybrid Flow Shop Scheduling With Unrelated MachinesDocument6 pagesMachine Learning in Hybrid Flow Shop Scheduling With Unrelated MachinesLolo Cha9chou9No ratings yet
- Job Shop and Parallel Machine Scheduling Problems: Minimization of MakspanDocument2 pagesJob Shop and Parallel Machine Scheduling Problems: Minimization of MakspanMarya MEeNo ratings yet
- Manufacturing Flow Line Systems: A Review of Models and Analytical ResultsDocument88 pagesManufacturing Flow Line Systems: A Review of Models and Analytical ResultsHairul HanizanNo ratings yet
- Production Control of a Flexible Manufacturing System in a Job Shop EnvironmentDocument21 pagesProduction Control of a Flexible Manufacturing System in a Job Shop Environmentharshgupta2988No ratings yet
- Sequencing Parallel Machining Operations by Genetic AlgorithmsDocument22 pagesSequencing Parallel Machining Operations by Genetic AlgorithmszawadzahinNo ratings yet
- Flexible Flow Shop Sheduling Problem With Machine EligibilityDocument12 pagesFlexible Flow Shop Sheduling Problem With Machine EligibilityRajesh RavindranNo ratings yet
- Resource Management of A Multi-Robot Assembly Cell - Project 2009Document5 pagesResource Management of A Multi-Robot Assembly Cell - Project 2009wanghechen0076174No ratings yet
- 2003kuhn AutomatedFlowLine KluwerDocument27 pages2003kuhn AutomatedFlowLine KluwerAyten EliyevaNo ratings yet
- Quantitative Analysis of FMSDocument13 pagesQuantitative Analysis of FMSAbrarIraziqYatemee100% (1)
- Operations Scheduling For An Advanced Flexible Manufacturing System With Multi-Fixturing PalletsDocument8 pagesOperations Scheduling For An Advanced Flexible Manufacturing System With Multi-Fixturing PalletsEduardo Jiménez ChavesNo ratings yet
- Assembly Line Balancing in A Clothing Company: S. H.Eryuruk, F. Kalaoglu, M. BaskakDocument6 pagesAssembly Line Balancing in A Clothing Company: S. H.Eryuruk, F. Kalaoglu, M. BaskakAbouSalsabilNo ratings yet
- A Novel Imperialist Competitive Algorithm To Solve Flexible Flow Shop Scheduling Problem in Order To Minimize Maximum Completion TimeDocument6 pagesA Novel Imperialist Competitive Algorithm To Solve Flexible Flow Shop Scheduling Problem in Order To Minimize Maximum Completion TimeAhmed HassanNo ratings yet
- Optimization of Cycle Time in An Assembly Line Balancing ProblemDocument8 pagesOptimization of Cycle Time in An Assembly Line Balancing ProblemLinda Ayu Kusuma WardaniNo ratings yet
- TomAnt ColonyOptimization PDFDocument11 pagesTomAnt ColonyOptimization PDFitzgayaNo ratings yet
- Robot Cell DesignDocument18 pagesRobot Cell DesignShione T Mundawarara57% (7)
- Operations Scheduling For Manufacturing Systems With Parallel ComputingDocument6 pagesOperations Scheduling For Manufacturing Systems With Parallel ComputingSakshi SaxenaNo ratings yet
- Unit IiiDocument16 pagesUnit IiiBADINEHALSANDEEPNo ratings yet
- Methods of Line BalancingDocument29 pagesMethods of Line BalancingKandukuri ParthaNo ratings yet
- Joint Stiffnessidentificationofsix-RevoluteindustrialserialrobotsDocument8 pagesJoint Stiffnessidentificationofsix-RevoluteindustrialserialrobotsDark LordNo ratings yet
- AOR 2014 ObeidDauzere PeresYugmaDocument14 pagesAOR 2014 ObeidDauzere PeresYugmaMohamed LaalouNo ratings yet
- Group13 - 13000119059 - Flow Shop SchedulingDocument8 pagesGroup13 - 13000119059 - Flow Shop SchedulingKaustav DeyNo ratings yet
- Lab 2: Quanser Hardware and Proportional Control: I. ObjectiveDocument7 pagesLab 2: Quanser Hardware and Proportional Control: I. ObjectiveAndré LeopoldinoNo ratings yet
- The Use of Simulation and Genetic Algorithm With Different Genetic Operators To Optimize Manufacturing SystemDocument12 pagesThe Use of Simulation and Genetic Algorithm With Different Genetic Operators To Optimize Manufacturing SystemSam ArNo ratings yet
- Manufacturing Management ProjectDocument15 pagesManufacturing Management ProjectHazem ElbannaNo ratings yet
- Pref Ace: 1. Gain Scheduling: in This Method, Typically, The Full OperatingDocument6 pagesPref Ace: 1. Gain Scheduling: in This Method, Typically, The Full OperatingBiplab SatpatiNo ratings yet
- Flexible Manufacturing Systems and Quantitative Anlysis of Flexible Manufacturing SystemsDocument9 pagesFlexible Manufacturing Systems and Quantitative Anlysis of Flexible Manufacturing SystemsBagya GaneshNo ratings yet
- The FMS & Cell GroupingDocument37 pagesThe FMS & Cell GroupingDIPAK VINAYAK SHIRBHATENo ratings yet
- MB0048 (3) - 1 Operation ResearchDocument13 pagesMB0048 (3) - 1 Operation ResearchRaushan RatneshNo ratings yet
- Flow Shop Scheduling Genetic Algorithm in Manufacturing: Biological Database (BIT2002) Slot: G1Document5 pagesFlow Shop Scheduling Genetic Algorithm in Manufacturing: Biological Database (BIT2002) Slot: G1kumarklNo ratings yet
- Line Balancing-P2kDocument55 pagesLine Balancing-P2kFendi PatahNo ratings yet
- Scheduling Elastic Applications in Compositional Real-Time SystemsDocument8 pagesScheduling Elastic Applications in Compositional Real-Time Systemsguezaki6636No ratings yet
- Survey of Machine Interference Problem Research Since 1985Document14 pagesSurvey of Machine Interference Problem Research Since 1985chandra shekharNo ratings yet
- Moanassar,+7693 23839 2 LEDocument11 pagesMoanassar,+7693 23839 2 LEferinaNo ratings yet
- Models and Problems Considered For Study: Scheduling FMS Using Heuristic and Search TechniquesDocument10 pagesModels and Problems Considered For Study: Scheduling FMS Using Heuristic and Search TechniquesitzgayaNo ratings yet
- DVCon Europe 2015 P1 4 PaperDocument16 pagesDVCon Europe 2015 P1 4 PaperJon DCNo ratings yet
- Computers and Operations Research: Chunlong Yu, Quirico Semeraro, Andrea MattaDocument19 pagesComputers and Operations Research: Chunlong Yu, Quirico Semeraro, Andrea MattaOlivia brianneNo ratings yet
- 3 Hours / 70 Marks: Seat NoDocument2 pages3 Hours / 70 Marks: Seat Nopr gamingNo ratings yet
- WCFX-E Guide SpecificationDocument3 pagesWCFX-E Guide SpecificationaftabNo ratings yet
- High-Impact Talent Analytics PDFDocument2 pagesHigh-Impact Talent Analytics PDFvaibhavjssNo ratings yet
- Structure of A C++Document3 pagesStructure of A C++All TvwnzNo ratings yet
- SG110CXPV Grid-Connected Inverter User ManualDocument101 pagesSG110CXPV Grid-Connected Inverter User ManualAizat AlongNo ratings yet
- NMTC 2017 (5th-6th-7th-8th-9th-10th) Answer Keys With Solution - AMANS MATHS BLOGSDocument41 pagesNMTC 2017 (5th-6th-7th-8th-9th-10th) Answer Keys With Solution - AMANS MATHS BLOGSanjuNo ratings yet
- Success Built On Experience: Ongoing Development of Radial Forging TechnologyDocument2 pagesSuccess Built On Experience: Ongoing Development of Radial Forging TechnologyemregnesNo ratings yet
- Sigma Mod Master Clock: Installation and Start-Up InstructionsDocument62 pagesSigma Mod Master Clock: Installation and Start-Up InstructionsFiceaNo ratings yet
- Myon Parent GuideDocument13 pagesMyon Parent Guideapi-527646442No ratings yet
- Lecture3-1 OSSS TreesDocument39 pagesLecture3-1 OSSS Treesahmezo100% (1)
- Centrifugal Compressors in Ethylene PlantsDocument5 pagesCentrifugal Compressors in Ethylene PlantsForcus onNo ratings yet
- Service & Support: Communication Between SIMATIC S5 and Simatic S7 Over ProfibusDocument30 pagesService & Support: Communication Between SIMATIC S5 and Simatic S7 Over ProfibusMhd Samer AlHamwiNo ratings yet
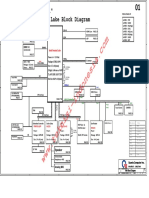
- Intel Gemini Lake Block Diagram EJ-11 ZHE 11"Document37 pagesIntel Gemini Lake Block Diagram EJ-11 ZHE 11"Tomy Aditya PratamaNo ratings yet
- Literature Review of Marketing PlanDocument6 pagesLiterature Review of Marketing Planc5nc3whz100% (1)
- E176 PDFDocument20 pagesE176 PDFAhmad Zubair RasulyNo ratings yet
- Bess-Sm-3q90041-Qams-003 Method of Statement - Cable Termination PDFDocument5 pagesBess-Sm-3q90041-Qams-003 Method of Statement - Cable Termination PDFChristian BulaongNo ratings yet
- SSP G7 Release NotesDocument8 pagesSSP G7 Release Notesalmoez JbeliNo ratings yet
- Lisk Decentralized App Platform GuideDocument7 pagesLisk Decentralized App Platform Guidezagab bryanNo ratings yet
- Materials System SpecificationDocument22 pagesMaterials System SpecificationMudabbir HussainNo ratings yet
- 3 Facts Every Firefighter Should Know About Nozzle ReactionDocument13 pages3 Facts Every Firefighter Should Know About Nozzle ReactionSuriya DasNo ratings yet
- Plantilla Powerpoint QuimicaDocument22 pagesPlantilla Powerpoint QuimicaMayra HernandezNo ratings yet
- Specification For 11/0.433 KV Distribution Transformers, Dry Type (Cast Resin), Ground Mounted For Indoor ApplicationsDocument10 pagesSpecification For 11/0.433 KV Distribution Transformers, Dry Type (Cast Resin), Ground Mounted For Indoor ApplicationsIhab Shawkiه8No ratings yet
- PLC Based Traffic Control System ReportDocument51 pagesPLC Based Traffic Control System ReportAbhijeet Shinde73% (26)
- Computer Graphics: Unit - I O P: P LDocument42 pagesComputer Graphics: Unit - I O P: P LNileshIndulkarNo ratings yet
- Ip Half Yearly Exam 1 - 2022Document7 pagesIp Half Yearly Exam 1 - 2022Ayushmaan MaithaniNo ratings yet
- The in Uence of The Building Shape On The Costs of Its ConstructionDocument14 pagesThe in Uence of The Building Shape On The Costs of Its ConstructionCornelius TapiwaNo ratings yet
- Networks Pre Connection Attacks PDFDocument15 pagesNetworks Pre Connection Attacks PDFaniket kasturiNo ratings yet
- Basic Firefighting LectureDocument88 pagesBasic Firefighting LectureBfp Region Vii SanJoseNo ratings yet
- Action Plan Custodian SY 2018 FinalDocument2 pagesAction Plan Custodian SY 2018 FinalStarLord JedaxNo ratings yet
- Employee Payroll System ProjectDocument21 pagesEmployee Payroll System ProjectZeeshan Hyder BhattiNo ratings yet
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- Generative AI: The Insights You Need from Harvard Business ReviewFrom EverandGenerative AI: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (2)
- Make Money with ChatGPT: Your Guide to Making Passive Income Online with Ease using AI: AI Wealth MasteryFrom EverandMake Money with ChatGPT: Your Guide to Making Passive Income Online with Ease using AI: AI Wealth MasteryNo ratings yet
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldFrom EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldRating: 4.5 out of 5 stars4.5/5 (54)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldFrom EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldRating: 4.5 out of 5 stars4.5/5 (107)
- Who's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesFrom EverandWho's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesRating: 4.5 out of 5 stars4.5/5 (13)
- AI and Machine Learning for Coders: A Programmer's Guide to Artificial IntelligenceFrom EverandAI and Machine Learning for Coders: A Programmer's Guide to Artificial IntelligenceRating: 4 out of 5 stars4/5 (2)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Artificial Intelligence: The Insights You Need from Harvard Business ReviewFrom EverandArtificial Intelligence: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (104)
- Mastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)From EverandMastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)No ratings yet
- Artificial Intelligence: A Guide for Thinking HumansFrom EverandArtificial Intelligence: A Guide for Thinking HumansRating: 4.5 out of 5 stars4.5/5 (30)
- Midjourney Mastery - The Ultimate Handbook of PromptsFrom EverandMidjourney Mastery - The Ultimate Handbook of PromptsRating: 4.5 out of 5 stars4.5/5 (2)
- 2084: Artificial Intelligence and the Future of HumanityFrom Everand2084: Artificial Intelligence and the Future of HumanityRating: 4 out of 5 stars4/5 (81)
- Artificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.From EverandArtificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.Rating: 4 out of 5 stars4/5 (15)
- AI Money Machine: Unlock the Secrets to Making Money Online with AIFrom EverandAI Money Machine: Unlock the Secrets to Making Money Online with AINo ratings yet
- 100+ Amazing AI Image Prompts: Expertly Crafted Midjourney AI Art Generation ExamplesFrom Everand100+ Amazing AI Image Prompts: Expertly Crafted Midjourney AI Art Generation ExamplesNo ratings yet
- Artificial Intelligence & Generative AI for Beginners: The Complete GuideFrom EverandArtificial Intelligence & Generative AI for Beginners: The Complete GuideRating: 5 out of 5 stars5/5 (1)
- How to Make Money Online Using ChatGPT Prompts: Secrets Revealed for Unlocking Hidden Opportunities. Earn Full-Time Income Using ChatGPT with the Untold Potential of Conversational AI.From EverandHow to Make Money Online Using ChatGPT Prompts: Secrets Revealed for Unlocking Hidden Opportunities. Earn Full-Time Income Using ChatGPT with the Untold Potential of Conversational AI.No ratings yet
- The AI Advantage: How to Put the Artificial Intelligence Revolution to WorkFrom EverandThe AI Advantage: How to Put the Artificial Intelligence Revolution to WorkRating: 4 out of 5 stars4/5 (7)
- Power and Prediction: The Disruptive Economics of Artificial IntelligenceFrom EverandPower and Prediction: The Disruptive Economics of Artificial IntelligenceRating: 4.5 out of 5 stars4.5/5 (38)