You might also like
- ADSD Lab (BECL305) - 2022 Scheme 1st Cycle Experiments RSMDocument44 pagesADSD Lab (BECL305) - 2022 Scheme 1st Cycle Experiments RSMm1947asha100% (5)
- GC Presentation - BasicDocument59 pagesGC Presentation - BasicBalaji SabanayagamNo ratings yet
- Chapter 2Document21 pagesChapter 2Robi MaulanaNo ratings yet
- Workbook For Chemical Reactor Relief System Sizing PDFDocument256 pagesWorkbook For Chemical Reactor Relief System Sizing PDFTran Van HaiNo ratings yet
- Analyzer Performance Monitoring: by M.S.Mani N.A.Baxi H.Madhvani J.F.D'Souza V.R.PatelDocument35 pagesAnalyzer Performance Monitoring: by M.S.Mani N.A.Baxi H.Madhvani J.F.D'Souza V.R.PatelTariqMalikNo ratings yet
- Types of Process AnalyzersDocument50 pagesTypes of Process AnalyzersHARIS AHAMMED0% (1)
- Magnetic Level Gauge PrincipleDocument1 pageMagnetic Level Gauge PrincipleChidiebere Samuel OkogwuNo ratings yet
- Parker Substrate 4250-InTRAFLOW Dec 2003Document12 pagesParker Substrate 4250-InTRAFLOW Dec 2003Laurence MalanumNo ratings yet
- Wake Freequency CalculationDocument5 pagesWake Freequency CalculationManoranjan Kumar ChoudharyNo ratings yet
- Webinair On ISA100Document24 pagesWebinair On ISA100SUBHASH CHNo ratings yet
- Dissolved Oxygen Analyzer Working Principle Instrumentation ToolsDocument3 pagesDissolved Oxygen Analyzer Working Principle Instrumentation ToolsAbarajithan RajendranNo ratings yet
- Unit 1 Problem Sheet 1 I. Units and DimensionsDocument9 pagesUnit 1 Problem Sheet 1 I. Units and DimensionsRadha KrishnanNo ratings yet
- Swas ManualDocument26 pagesSwas ManualBIBHAS MANDALNo ratings yet
- Is 5182 11 2006 PDFDocument24 pagesIs 5182 11 2006 PDFNaimesh PatelNo ratings yet
- Tutorial 4Document40 pagesTutorial 4LEDNo ratings yet
- Basics of Sample System DesigningDocument14 pagesBasics of Sample System DesigningJAY PARIKHNo ratings yet
- Cems, Eqms & Caaqms 10082021 FinalDocument107 pagesCems, Eqms & Caaqms 10082021 FinalAakanksha GahlautNo ratings yet
- White Paper On Liquid Hydrocarbon Drop Out in Natural Gas InfrastructureDocument30 pagesWhite Paper On Liquid Hydrocarbon Drop Out in Natural Gas InfrastructureHans MuellerNo ratings yet
- Control Valve Specification Sheet: Customer Application End User Tag No End DestinationDocument3 pagesControl Valve Specification Sheet: Customer Application End User Tag No End DestinationAnonymous oVRvsdWzfBNo ratings yet
- Instrucalc ViDocument25 pagesInstrucalc ViNorberto Soto100% (1)
- Comparison Method Calibration For HydrometerDocument12 pagesComparison Method Calibration For HydrometerHi Tech Calibration ServicesNo ratings yet
- Instrument Power Cable Sizing Part 1Document2 pagesInstrument Power Cable Sizing Part 1Art G. EnziNo ratings yet
- LCV 105Document1 pageLCV 105Juan Krloz CastañedaNo ratings yet
- DM Specs For Surge Vessel PDFDocument6 pagesDM Specs For Surge Vessel PDFatadanleventNo ratings yet
- Astm D5127-2013 (2018)Document2 pagesAstm D5127-2013 (2018)Atul Sharma0% (1)
- CEMS - Spare Component PDFDocument7 pagesCEMS - Spare Component PDFĐêm Vắng100% (1)
- User Manual Thermox WDG-1200/1210/Insitu AMETEKDocument100 pagesUser Manual Thermox WDG-1200/1210/Insitu AMETEKkotrex3No ratings yet
- Analyzer Sample Cond Basic MT I atDocument3 pagesAnalyzer Sample Cond Basic MT I atAnonymous dPUUgoNo ratings yet
- RP - 76.0.01 Analyzer System Inspection and AceptanceDocument24 pagesRP - 76.0.01 Analyzer System Inspection and AceptancemilecsaNo ratings yet
- Analyzer Best Practices SRU TGTUDocument25 pagesAnalyzer Best Practices SRU TGTUoujda1977No ratings yet
- Hydrocarbon Dewpoint Control and Liquid Recovery and FractionationDocument68 pagesHydrocarbon Dewpoint Control and Liquid Recovery and Fractionationlili aboudNo ratings yet
- How To Convert LEL To PPM O..Document2 pagesHow To Convert LEL To PPM O..chetan_7927No ratings yet
- Pressure Measurement: 6 November 2012 PMI Revision 00 1Document29 pagesPressure Measurement: 6 November 2012 PMI Revision 00 1narendra_nucleusNo ratings yet
- Procedure For Calibration and Installation of InstrumentsDocument62 pagesProcedure For Calibration and Installation of InstrumentsAbdul SammadNo ratings yet
- Float Board Level GaugeDocument6 pagesFloat Board Level GaugeanaismariaNo ratings yet
- Flow Meters: Turbine, Coriolis and Ultrasonic: Click To Edit Master Subtitle StyleDocument41 pagesFlow Meters: Turbine, Coriolis and Ultrasonic: Click To Edit Master Subtitle Stylemts1234No ratings yet
- Magnetic Flow MeterDocument3 pagesMagnetic Flow Meterniazakhtar100% (1)
- Temperature Error of 2-Wire, 3-Wire & 4-Wire RTD Instrumentation ToolsDocument3 pagesTemperature Error of 2-Wire, 3-Wire & 4-Wire RTD Instrumentation Toolskali bangonNo ratings yet
- Higher or Lower DensityDocument0 pagesHigher or Lower DensitynasirmuzaffarNo ratings yet
- 6921-000-Job - Spec - Gas Metering System PackageDocument38 pages6921-000-Job - Spec - Gas Metering System PackageKhaled Remchi100% (1)
- Flow Measurement: Industrial InstrumentationDocument141 pagesFlow Measurement: Industrial InstrumentationKrishna VardhanNo ratings yet
- Instrumentation in PipelineDocument11 pagesInstrumentation in Pipelinea1137No ratings yet
- Ultrasonic Flow Measurement TechniqueDocument2 pagesUltrasonic Flow Measurement TechniqueAnish MajumderNo ratings yet
- DPT Smart Pressure TransmitterDocument15 pagesDPT Smart Pressure Transmitterprasanta_bbsrNo ratings yet
- Continuous Emissions Monitoring System II: Gasmet Technologies, April 2010Document27 pagesContinuous Emissions Monitoring System II: Gasmet Technologies, April 2010Andy LuthorNo ratings yet
- Analog and Digital Signals - Electrical Instrumentation SignalsDocument3 pagesAnalog and Digital Signals - Electrical Instrumentation SignalsRoona Thankam VargheseNo ratings yet
- Dokumen - Tips Pipe Insulation THK Calculation 55846188ba816Document9 pagesDokumen - Tips Pipe Insulation THK Calculation 55846188ba816Diksha surekaNo ratings yet
- FS 3200 - FS-Flow SwitchDocument4 pagesFS 3200 - FS-Flow SwitchBinu ManiNo ratings yet
- Biogas Flow Meter Thermal PDFDocument7 pagesBiogas Flow Meter Thermal PDFManufacturer VerifyNo ratings yet
- Vacuum Stations: Vacplus Compact Vacplus VerticalDocument5 pagesVacuum Stations: Vacplus Compact Vacplus VerticalElena GrecuNo ratings yet
- Steam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualDocument13 pagesSteam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualABVSAINo ratings yet
- Calibration and Measurement Capability of Gas AnalysisDocument15 pagesCalibration and Measurement Capability of Gas AnalysisTrịnh Đức HạnhNo ratings yet
- PH Analyser Manual PH-13-SDocument22 pagesPH Analyser Manual PH-13-SSunil Chouhan100% (1)
- Flow Element Orifice SpecDocument14 pagesFlow Element Orifice Specvishal.nithamNo ratings yet
- Analyzer Spare Part List 201216Document3 pagesAnalyzer Spare Part List 201216Jan Richardo GultomNo ratings yet
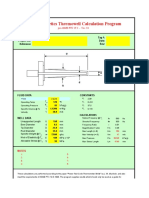
- Thermo-Kinetics Thermowell Calculation Program: Company: Tag #: Project No: Date: RevDocument14 pagesThermo-Kinetics Thermowell Calculation Program: Company: Tag #: Project No: Date: Revvazzoleralex6884No ratings yet
- Ultrasonic Flow Meter-Saudi FalDocument19 pagesUltrasonic Flow Meter-Saudi FalMario R. KallabNo ratings yet
- P & I Design LTD: Emergency Relief System (Ers) Sizing Software Methods & PracticeDocument29 pagesP & I Design LTD: Emergency Relief System (Ers) Sizing Software Methods & PracticeATUL SONAWANENo ratings yet
- Application Data Calibrating Contacting Conductivity Sensors en 70580Document4 pagesApplication Data Calibrating Contacting Conductivity Sensors en 70580Yesid DiazNo ratings yet
- Conductivity Cells Types of Conductivity Cell 2 Electrode CellDocument5 pagesConductivity Cells Types of Conductivity Cell 2 Electrode CellRosalyn Ilagan SagunNo ratings yet
- Usp 645Document4 pagesUsp 645AnnNo ratings yet
- Tank Inspection: Guide & Manual GM-MS-MIT-101 ENDocument4 pagesTank Inspection: Guide & Manual GM-MS-MIT-101 ENTony Bou GhariosNo ratings yet
- 〈645〉 WATER CONDUCTIVITYDocument4 pages〈645〉 WATER CONDUCTIVITYliêmNo ratings yet
- Cplusplus Mock Test IDocument7 pagesCplusplus Mock Test IJohnNo ratings yet
- Steel - Chapter 3Document62 pagesSteel - Chapter 3Firaol TayeNo ratings yet
- Drager Flame 1300 Instrument SpecificationDocument1 pageDrager Flame 1300 Instrument SpecificationjulioNo ratings yet
- Tugas Bahasa InggrisDocument9 pagesTugas Bahasa InggrisReyhan Diaz SaputraNo ratings yet
- Spectral Graph Theory - WikipediaDocument24 pagesSpectral Graph Theory - WikipediaAnil KumarNo ratings yet
- IPS Grooved CouplingsDocument2 pagesIPS Grooved CouplingsVijayakumar S.P.No ratings yet
- BQ 24297Document57 pagesBQ 24297Chaitu KumarNo ratings yet
- GeneralCatalogue ENGLISH (201105R11)Document28 pagesGeneralCatalogue ENGLISH (201105R11)Stuparu VictorNo ratings yet
- Potentials of Enzyme Enhanced Oil Recovery: A ReviewDocument13 pagesPotentials of Enzyme Enhanced Oil Recovery: A ReviewIbrahim SalahudinNo ratings yet
- Difference Between Malloc and Calloc in CDocument3 pagesDifference Between Malloc and Calloc in CGaganBhayanaNo ratings yet
- Simple Past TenseDocument11 pagesSimple Past TenseSantiniNo ratings yet
- Make Up TorqueDocument1 pageMake Up TorqueNicasio AlonzoNo ratings yet
- Lecture2 - System of EquationsDocument24 pagesLecture2 - System of EquationssifatNo ratings yet
- SMDM - Project Report - LakshmiDocument26 pagesSMDM - Project Report - LakshmiKannan NNo ratings yet
- 2021 1 OS43 중간시험문제 1Document3 pages2021 1 OS43 중간시험문제 1nhjbest22No ratings yet
- Astm A532 PDFDocument4 pagesAstm A532 PDFJuan Leon100% (1)
- Review On Advances in Marine Diesel Engines and Its Impact On Ship DesignsDocument6 pagesReview On Advances in Marine Diesel Engines and Its Impact On Ship DesignsAnastas YangyozovNo ratings yet
- Chapter 6-State ManagementDocument79 pagesChapter 6-State ManagementHeng PhinNo ratings yet
- (Chapter of Draft Book - Discrete Mathematics - ) Tanja Lange - Finite Fields (2011) PDFDocument23 pages(Chapter of Draft Book - Discrete Mathematics - ) Tanja Lange - Finite Fields (2011) PDFgaboelgaNo ratings yet
- Dwnload Full Atmel Avr Microcontroller Mega and Xmega in Assembly and C 1st Edition Han Way Huang Test Bank PDFDocument36 pagesDwnload Full Atmel Avr Microcontroller Mega and Xmega in Assembly and C 1st Edition Han Way Huang Test Bank PDFkeeling.grownzqrhqv100% (16)
- NDTV WorkshopDocument70 pagesNDTV Workshopslash020No ratings yet
- Simatic: S7 and Profibus - DP Configuration GuideDocument28 pagesSimatic: S7 and Profibus - DP Configuration GuideIon AvramNo ratings yet
- Reddy 1984Document8 pagesReddy 1984vishalgoreNo ratings yet
- Fisher R 3582 and 3582i Positioners, 582i Electro Pneumatic Converter, and 3583 Valve Stem Position TransmitterDocument56 pagesFisher R 3582 and 3582i Positioners, 582i Electro Pneumatic Converter, and 3583 Valve Stem Position TransmitterĐàoXuânLiêmNo ratings yet
- Topic 4 - Bigger and Smarter TelescopesDocument5 pagesTopic 4 - Bigger and Smarter Telescopesapi-208538578No ratings yet
- IGCSE Electrochemistry NotesDocument14 pagesIGCSE Electrochemistry Notestettehsackey100% (12)
- Unit - 1 - Bricks PDFDocument105 pagesUnit - 1 - Bricks PDFChandana Chandran100% (1)