You might also like
- Municipal Wastewater In AgricultureFrom EverandMunicipal Wastewater In AgricultureFrank D'itriNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectMostafa OmarNo ratings yet
- Artículo 2Document5 pagesArtículo 2Sebastian PaipaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument4 pagesSciencedirect Sciencedirect Sciencedirectazaz 01No ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectlizbethNo ratings yet
- ProcDocument6 pagesProccezarina8afteniNo ratings yet
- 1 s2.0 S2212827119306274 MainDocument6 pages1 s2.0 S2212827119306274 Mainrozi nurNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectManandhanNo ratings yet
- Enabling Condition Based Maintenance in A Precious HI&ANSIDocument6 pagesEnabling Condition Based Maintenance in A Precious HI&ANSIPitipong SunkhongNo ratings yet
- Teaching Eco DesingDocument6 pagesTeaching Eco DesingR JNo ratings yet
- SciencedirectDocument6 pagesSciencedirectShahrzad GhasemiNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectAdeola AshiruNo ratings yet
- 1 s2.0 S2212827121004091 MainDocument6 pages1 s2.0 S2212827121004091 MainZakirUllahNo ratings yet
- Categorizing and Selecting Digitization Technologies For Their I - 2019 - ProcedDocument6 pagesCategorizing and Selecting Digitization Technologies For Their I - 2019 - ProcedocastrohNo ratings yet
- Aeronautical ComponentsDocument6 pagesAeronautical ComponentsMaximilian Miranda RiveraNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectR JNo ratings yet
- A Hybrid Approach Using Machine Learning To PredicDocument6 pagesA Hybrid Approach Using Machine Learning To Predicabhi09321No ratings yet
- 1 s2.0 S2212827121009525 MainDocument6 pages1 s2.0 S2212827121009525 Mainsivaa hzNo ratings yet
- A Performance Measurement System For Integrated Production and Maintenance PlanningDocument6 pagesA Performance Measurement System For Integrated Production and Maintenance PlanningRepositorio MantenimientoNo ratings yet
- 1 s2.0 S2212827119303051 MainDocument6 pages1 s2.0 S2212827119303051 MainHustleSquadNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectLeandro GonzagaNo ratings yet
- Residual Stress in Metal Additive ManufacturingDocument6 pagesResidual Stress in Metal Additive ManufacturingAli NasserNo ratings yet
- Battery Pack ManufacturingDocument6 pagesBattery Pack ManufacturingRaisqi Kun HartadiNo ratings yet
- Wieden Mann 2020Document6 pagesWieden Mann 2020Lakshani AkalankaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectCesar EscalanteNo ratings yet
- Kacaras 2018Document6 pagesKacaras 2018moonstarNo ratings yet
- Ultrasonic Treatment: A Clean Technology That Supports Sustainability in Casting ProcessesDocument8 pagesUltrasonic Treatment: A Clean Technology That Supports Sustainability in Casting ProcessesMostafa OthmanNo ratings yet
- Extended VSM-mainDocument6 pagesExtended VSM-mainTHULASI MANOHARANNo ratings yet
- SciencedirectDocument6 pagesSciencedirectMeelNo ratings yet
- Design of A High-Tech Vending MachineDocument6 pagesDesign of A High-Tech Vending MachineRama NadhanNo ratings yet
- 1 s2.0 S2212827121006673 MainDocument4 pages1 s2.0 S2212827121006673 MainMuslikhudinNo ratings yet
- 1 s2.0 S2212827121001724 MainDocument6 pages1 s2.0 S2212827121001724 MainMukti WidodoNo ratings yet
- 1 s2.0 S2212827119306626 MainDocument6 pages1 s2.0 S2212827119306626 MainUchenna 'Bonex' OgbonnaNo ratings yet
- SciencedirectDocument6 pagesSciencedirectchopin.wlive.cnNo ratings yet
- Preparation of Cutting Edges On Solid Cutting Edge BrushingDocument6 pagesPreparation of Cutting Edges On Solid Cutting Edge BrushingJo marNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument4 pagesSciencedirect Sciencedirect Sciencedirectalagar krishna kumarNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument4 pagesSciencedirect Sciencedirect SciencedirectJose EspinosaNo ratings yet
- Evaluation of Essential Powder Properties Through Complementary Particle Size Analysis Methods For Laser Powder Bed Fusion of PolymersDocument7 pagesEvaluation of Essential Powder Properties Through Complementary Particle Size Analysis Methods For Laser Powder Bed Fusion of PolymersXiao BinNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectPrashant JondhaleNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument4 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationghghxNo ratings yet
- Schleich2018-Geometrical Variations Management 4.0 Towards Next Generation Geometry AssuranceDocument8 pagesSchleich2018-Geometrical Variations Management 4.0 Towards Next Generation Geometry AssuranceAmira SouedNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectTony starkNo ratings yet
- Active Learning For Accurate Settlement Prediction Using Numerical Simulations in Mechanized TunnelingDocument7 pagesActive Learning For Accurate Settlement Prediction Using Numerical Simulations in Mechanized TunnelingAida RafrinNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument5 pagesSciencedirect Sciencedirect SciencedirectNgan NguyenNo ratings yet
- Methodology For Design Process of A Snap-Fit JointDocument6 pagesMethodology For Design Process of A Snap-Fit JointGhenal RiveraNo ratings yet
- Product Traceability in Manufacturing A TechnicalDocument6 pagesProduct Traceability in Manufacturing A Technicalsinghnavin91No ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectIustina TudorNo ratings yet
- Design For 4D Printing - Rapidly Exploring The Design Space Around Smart MaterialsDocument6 pagesDesign For 4D Printing - Rapidly Exploring The Design Space Around Smart MaterialsGermain SOSSOUNo ratings yet
- Key Readiness Indicators To Assess The Digital Level of Manufacturing SMEs-1-s2.0-S2212827121001025-mainDocument6 pagesKey Readiness Indicators To Assess The Digital Level of Manufacturing SMEs-1-s2.0-S2212827121001025-maingather movieNo ratings yet
- 1 s2.0 S2212827119300903 MainDocument6 pages1 s2.0 S2212827119300903 MainZulisNo ratings yet
- Towards Predictive Quality in Production by Applying A Flexible Process-Independent Meta-ModelDocument6 pagesTowards Predictive Quality in Production by Applying A Flexible Process-Independent Meta-ModelLarissa MaltaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument11 pagesSciencedirect Sciencedirect SciencedirectRizal AsyhariNo ratings yet
- Measures For A Successful Digital Transformation of SMEs2020Procedia CIRPDocument6 pagesMeasures For A Successful Digital Transformation of SMEs2020Procedia CIRPCarolina JaimesNo ratings yet
- A Digital Twin Reference For Mass Personalization in Industry 4.0Document6 pagesA Digital Twin Reference For Mass Personalization in Industry 4.0Hazim FawziNo ratings yet
- Laser Beam Forming: A Sustainable Manufacturing Process Laser Beam Forming: A Sustainable Manufacturing ProcessDocument8 pagesLaser Beam Forming: A Sustainable Manufacturing Process Laser Beam Forming: A Sustainable Manufacturing ProcessSexy IdolNo ratings yet
- 1 s2.0 S2212827118312332 MainDocument6 pages1 s2.0 S2212827118312332 MainManassés Pinto Silva JuniorNo ratings yet
- Design Approach For Heavy-Duty Soft-Robotic-GrippeDocument5 pagesDesign Approach For Heavy-Duty Soft-Robotic-Grippe5415 Karim Aly HassanNo ratings yet
- Parameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganDocument6 pagesParameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganAchmad Rivai ErzalazNo ratings yet
- A New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationDocument6 pagesA New Methodology To Analyze The Functional and Physical Architecture of Existing Products For An Assembly Oriented Product Family IdentificationASTROS SPACENo ratings yet
- Design of A Control System For A Vending MachineDocument6 pagesDesign of A Control System For A Vending MachineMhkb KolachiNo ratings yet
- Class 3 RevisionDocument2 pagesClass 3 Revisionarun.nagarkarNo ratings yet
- Loanvoucher 15022024142445Document1 pageLoanvoucher 15022024142445arun.nagarkarNo ratings yet
- Scooter SpecDocument1 pageScooter Specpugalenthy78425No ratings yet
- LIC Jeevan LabhDocument30 pagesLIC Jeevan LabhBHARATFLOORINGNo ratings yet
- Loanvoucher 15022024142454Document1 pageLoanvoucher 15022024142454arun.nagarkarNo ratings yet
- Loanvoucher 15022024142502Document1 pageLoanvoucher 15022024142502arun.nagarkarNo ratings yet
- P.F. Joint Declaration FormDocument1 pageP.F. Joint Declaration Formarun.nagarkarNo ratings yet
- Loanvoucher 15022024135732Document1 pageLoanvoucher 15022024135732arun.nagarkarNo ratings yet
- ITI Diploma Recruitment in BEMLDocument4 pagesITI Diploma Recruitment in BEMLdeepaksharma9084No ratings yet
- Revised Banquet MenuDocument5 pagesRevised Banquet Menuarun.nagarkarNo ratings yet
- Garve Ather Price List 4th DecDocument1 pageGarve Ather Price List 4th Decarun.nagarkarNo ratings yet
- Automotive Mechatronics PDFDocument549 pagesAutomotive Mechatronics PDFgo8894% (18)
- 1jugs and Mugs - Class IV - KV Bela - Suresh SahooDocument3 pages1jugs and Mugs - Class IV - KV Bela - Suresh Sahooarun.nagarkarNo ratings yet
- Unit I Buliding With BricksDocument3 pagesUnit I Buliding With BricksSaahithi DharavathNo ratings yet
- Optimising The Design of Wire Harness: November 2012Document5 pagesOptimising The Design of Wire Harness: November 2012arun.nagarkarNo ratings yet
- 1 s2.0 S2212827122003250 MainDocument8 pages1 s2.0 S2212827122003250 Mainarun.nagarkarNo ratings yet
- 1 s2.0 S2212827119303725 MainDocument6 pages1 s2.0 S2212827119303725 Mainarun.nagarkarNo ratings yet
- Dittmann OMEGA 01 0420Document17 pagesDittmann OMEGA 01 0420arun.nagarkarNo ratings yet
- En GBDocument10 pagesEn GBarun.nagarkarNo ratings yet
- Ten Ways To Improve Wiring Harness Manufacturing: Siemens Digital Industries SoftwareDocument7 pagesTen Ways To Improve Wiring Harness Manufacturing: Siemens Digital Industries SoftwareNashNo ratings yet
- Electrical Wiring Harness Course ContentDocument2 pagesElectrical Wiring Harness Course Contentarun.nagarkarNo ratings yet
- PROEF Proefschrift Zaoxu ZhuDocument220 pagesPROEF Proefschrift Zaoxu Zhuarun.nagarkarNo ratings yet
- Mastering Automotive Wiring Harness in CATIA V5 Through Illustrative ExamplesDocument101 pagesMastering Automotive Wiring Harness in CATIA V5 Through Illustrative Examplesarun.nagarkarNo ratings yet
- Scooter SpecDocument1 pageScooter Specpugalenthy78425No ratings yet
- Garve Ather Price List 4th DecDocument1 pageGarve Ather Price List 4th Decarun.nagarkarNo ratings yet
- Info Iec60095-2 (Ed5.0) enDocument7 pagesInfo Iec60095-2 (Ed5.0) enarun.nagarkarNo ratings yet
- Arrays and Pointers in C: Alan L. Cox Alc@rice - EduDocument26 pagesArrays and Pointers in C: Alan L. Cox Alc@rice - Edupanchander0% (1)
- Hrvatski Registar Civilnih ZrakoplovaDocument22 pagesHrvatski Registar Civilnih ZrakoplovaIvo JosipNo ratings yet
- Moblization Plan-CDocument7 pagesMoblization Plan-CTanveer IqbalNo ratings yet
- Slides Metal FinishingDocument19 pagesSlides Metal FinishingRaghvan Rajiv100% (1)
- Gas Turbine ManualDocument48 pagesGas Turbine ManualShivam Kumar100% (3)
- 2001 ME Thesis PapersDocument53 pages2001 ME Thesis Papersazd1973No ratings yet
- ASHRAE Presentation:: VRF OverviewDocument41 pagesASHRAE Presentation:: VRF OverviewAnonymous o7Do2G0hTlNo ratings yet
- Electricalenergygenerator PDFDocument7 pagesElectricalenergygenerator PDFAzies RosickyNo ratings yet
- Pds 62-Sin Ds En-MeggerDocument2 pagesPds 62-Sin Ds En-MeggerAdhy PrastyoNo ratings yet
- Installation and Removal of High MastDocument3 pagesInstallation and Removal of High MastMohd Hafiz Muhamed100% (1)
- CIE4160 Textbook February 2019Document371 pagesCIE4160 Textbook February 2019Manank ShahNo ratings yet
- 2014 07 22 Ronnie Flaugh Tips 3DQuickPressDocument37 pages2014 07 22 Ronnie Flaugh Tips 3DQuickPressHarisAvdagićNo ratings yet
- DW21 27Document4 pagesDW21 27Mehwish MansoorNo ratings yet
- AUDI MMI 3G ManualDocument2 pagesAUDI MMI 3G ManualIONITA CRISTIANNo ratings yet
- Unit ConversionDocument21 pagesUnit ConversioninsidereaderNo ratings yet
- PG Program in Paint & Coating Technology-April-2013Document10 pagesPG Program in Paint & Coating Technology-April-2013Uday Kumar GantiNo ratings yet
- Smart2020 United States Report AddendumDocument8 pagesSmart2020 United States Report AddendumL'Usine NouvelleNo ratings yet
- GP170101 Firefighting Equipment PDFDocument26 pagesGP170101 Firefighting Equipment PDFegfernandez21No ratings yet
- 3-Cable U-Ftp Cat 6a 4p X 23awg Lszh-3 500mts BARPADocument3 pages3-Cable U-Ftp Cat 6a 4p X 23awg Lszh-3 500mts BARPAMarco Antonio RubinaNo ratings yet
- Mercury RedstoneDocument294 pagesMercury RedstoneMichael Gunzel100% (2)
- Islamic University of Technology (Iut) Organisation of Islamic Cooperation (Oic)Document4 pagesIslamic University of Technology (Iut) Organisation of Islamic Cooperation (Oic)Ashik AhmedNo ratings yet
- 2016 Iridium SourcesV2Document2 pages2016 Iridium SourcesV2josegarza447No ratings yet
- Microsoft PowerPoint - Level 2S New by MLC Rev081921Document107 pagesMicrosoft PowerPoint - Level 2S New by MLC Rev081921mido_20067581No ratings yet
- V1 001 PDFDocument20 pagesV1 001 PDFG100% (2)
- LPG Household Prices in Metro Manila: Date Monitored: October, 2019Document9 pagesLPG Household Prices in Metro Manila: Date Monitored: October, 2019Lemon AdeNo ratings yet
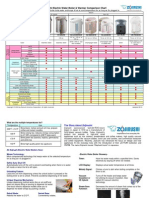
- Zojirushi Electric Water Boiler ChartDocument2 pagesZojirushi Electric Water Boiler ChartthomasdqtNo ratings yet
- Marine Compressor FSD 505L, Water Cooled, 2605 M H, 14 Bar (G), 440 V 3...Document2 pagesMarine Compressor FSD 505L, Water Cooled, 2605 M H, 14 Bar (G), 440 V 3...Mazhar SafdarNo ratings yet
- Removable Storage DevicesDocument10 pagesRemovable Storage DevicesEtty MarlynNo ratings yet
- Valvula Mariposa Con Volante Ranura 250LBS Mech D381X4Document1 pageValvula Mariposa Con Volante Ranura 250LBS Mech D381X4almacen911listoNo ratings yet
- Resume BDK Poli PTSBDocument4 pagesResume BDK Poli PTSBamni_zakirah1689No ratings yet
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesFrom EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesRating: 5 out of 5 stars5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (543)
- Complete Electronics Self-Teaching Guide with ProjectsFrom EverandComplete Electronics Self-Teaching Guide with ProjectsRating: 3 out of 5 stars3/5 (2)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsFrom EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsRating: 3.5 out of 5 stars3.5/5 (2)
- C++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingFrom EverandC++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingRating: 4 out of 5 stars4/5 (1)
- Teach Yourself Electricity and Electronics, 6th EditionFrom EverandTeach Yourself Electricity and Electronics, 6th EditionRating: 3.5 out of 5 stars3.5/5 (15)
- Collection of Raspberry Pi ProjectsFrom EverandCollection of Raspberry Pi ProjectsRating: 5 out of 5 stars5/5 (1)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- ARDUINO CODE: Mastering Arduino Programming for Embedded Systems (2024 Guide)From EverandARDUINO CODE: Mastering Arduino Programming for Embedded Systems (2024 Guide)No ratings yet
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Open Radio Access Network (O-RAN) Systems Architecture and DesignFrom EverandOpen Radio Access Network (O-RAN) Systems Architecture and DesignNo ratings yet
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Electronics for Inventors, Fourth EditionFrom EverandPractical Electronics for Inventors, Fourth EditionRating: 4 out of 5 stars4/5 (3)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)