You might also like
- Impressed Current SystemDocument71 pagesImpressed Current SystemSergei KurpishNo ratings yet
- EN - Operation and Service Manual UC3 - 10 - V3.0Document74 pagesEN - Operation and Service Manual UC3 - 10 - V3.0Camilo Martinez100% (1)
- Leybold PheoniXL 300 Operating InstructionsDocument107 pagesLeybold PheoniXL 300 Operating InstructionsIQBAL SYAHFIINo ratings yet
- 850 Professional IC: Anion - MCS - 2.850.2030Document122 pages850 Professional IC: Anion - MCS - 2.850.2030csmaues1No ratings yet
- 850 Professional IC: Anion - 2.850.2010Document115 pages850 Professional IC: Anion - 2.850.2010Kim Uyên VõNo ratings yet
- ETD2plus Service 2011Document71 pagesETD2plus Service 2011DanieleNo ratings yet
- Ud7000 Parte 1 V19Document56 pagesUd7000 Parte 1 V19LaurentEuniceNo ratings yet
- Compressed Air Dryer ManualDocument139 pagesCompressed Air Dryer ManualDiana ZarNo ratings yet
- JUMO DICON Touch PDFDocument192 pagesJUMO DICON Touch PDFJevgenij ChupinNo ratings yet
- Techno Ice Teknofreeze 400 600 800Document68 pagesTechno Ice Teknofreeze 400 600 800Tecnico MantenimientoNo ratings yet
- OCTO-DC-Net Standards and Practices For Comms Environments v1.4Document87 pagesOCTO-DC-Net Standards and Practices For Comms Environments v1.4satheeskrsnaNo ratings yet
- A25 SVC Manual PDFDocument142 pagesA25 SVC Manual PDFJoshua Narvaez100% (1)
- Ud7000 Parte 2 V19Document134 pagesUd7000 Parte 2 V19LaurentEuniceNo ratings yet
- Umfluxus F401v2-2enDocument160 pagesUmfluxus F401v2-2enmuhammad adibNo ratings yet
- JOLLY Plus DR Series Technical ManualDocument124 pagesJOLLY Plus DR Series Technical Manualgildardo ruiz100% (1)
- Operating Manual: Control For Hammer Mills DFZC, DFZP and DFZKDocument138 pagesOperating Manual: Control For Hammer Mills DFZC, DFZP and DFZKEngr Saeed KhanNo ratings yet
- MCH 13 16 ManualDocument120 pagesMCH 13 16 ManualsmelloigorNo ratings yet
- C 50Document60 pagesC 50Zsombor DálnokiNo ratings yet
- Liebert Nfinity Power System: User Manual - 208 / 240V 60HzDocument48 pagesLiebert Nfinity Power System: User Manual - 208 / 240V 60HzGaleano Castrillonz AndresNo ratings yet
- Ceilometer CT25K User's GuideDocument139 pagesCeilometer CT25K User's GuideMahmoud Hatem IbrahemNo ratings yet
- SG3125 - 3400HV MV 30 SEN Ver10 202008Document134 pagesSG3125 - 3400HV MV 30 SEN Ver10 202008alvicgi_97No ratings yet
- 713164299.1 en Operation SmartROC D65 Tier 3 PDFDocument196 pages713164299.1 en Operation SmartROC D65 Tier 3 PDFMitchelle Gonouya100% (4)
- 离子色谱仪 883 英说明书Document118 pages离子色谱仪 883 英说明书scribd birdNo ratings yet
- Eaton Fire Ul Addressable Panel Ulcf3000 Manual pr209 171 505 13 PDFDocument61 pagesEaton Fire Ul Addressable Panel Ulcf3000 Manual pr209 171 505 13 PDFNasim HasanNo ratings yet
- Kohler RXT Transfer Switch Operation/Installation ManualDocument60 pagesKohler RXT Transfer Switch Operation/Installation ManualJamesNo ratings yet
- Omniscan MX and Mx2: User'S ManualDocument228 pagesOmniscan MX and Mx2: User'S Manualgancho2010No ratings yet
- 88838001EN Manual 883 Basic IC PlusDocument107 pages88838001EN Manual 883 Basic IC Plus마마무내삶의전부No ratings yet
- 30 41 t5xx Series Manaul en Us UslDocument250 pages30 41 t5xx Series Manaul en Us UslHeryanto MarioNo ratings yet
- Matrix SM MX 0321Document98 pagesMatrix SM MX 0321Edgar E. GonzalezNo ratings yet
- Digitaler Servoverstärker AX2500: Assembly, Installation, SetupDocument81 pagesDigitaler Servoverstärker AX2500: Assembly, Installation, Setupalejandro garciaNo ratings yet
- Acu Operating Instructions Vec521r4Document292 pagesAcu Operating Instructions Vec521r4Mohamed NaeimNo ratings yet
- FTKC QVMDocument111 pagesFTKC QVMElizabeth S. V.No ratings yet
- Automatic Transfer Switch Installation and Operation GuideDocument40 pagesAutomatic Transfer Switch Installation and Operation GuideDavid HuntNo ratings yet
- Nortel S8000/S12000 CEATS InstallDocument57 pagesNortel S8000/S12000 CEATS Installkcchiefs00No ratings yet
- Mettler Toledo 30705172 B UserManual Easy UV Easy VIS enDocument56 pagesMettler Toledo 30705172 B UserManual Easy UV Easy VIS enpippo franzNo ratings yet
- 860 KF Thermoprep: ManualDocument59 pages860 KF Thermoprep: ManualKarla CalderónNo ratings yet
- Installation_Requirements_enDocument65 pagesInstallation_Requirements_engbernierNo ratings yet
- ATC71 ISO30 ManualDocument42 pagesATC71 ISO30 ManualJesusForeroNo ratings yet
- STT 3000 Series Temperature Transmitter Setup GuideDocument40 pagesSTT 3000 Series Temperature Transmitter Setup Guidejhon padronNo ratings yet
- Bu0630 6076302 en 0322 Desk 2Document72 pagesBu0630 6076302 en 0322 Desk 2olivier.bigouretNo ratings yet
- SL9800-SL9900_ IFU305EN00_00_06_2020Document78 pagesSL9800-SL9900_ IFU305EN00_00_06_2020Eslam ElsayedNo ratings yet
- Haier 75uf5550bDocument53 pagesHaier 75uf5550bhfweixiu100% (2)
- 26.0 en-US 2016-03 IOM.3202Document72 pages26.0 en-US 2016-03 IOM.3202Paulo manabatNo ratings yet
- 15 Mettler Toledo Mp70 User ManualDocument48 pages15 Mettler Toledo Mp70 User ManualJessica LeiteNo ratings yet
- Triad TNT Field Service Kit: Operators ManualDocument80 pagesTriad TNT Field Service Kit: Operators ManualRko OrtonNo ratings yet
- Terra 94-124-184 - InstallationManualDocument54 pagesTerra 94-124-184 - InstallationManualjuandelacruzcanulmedinaNo ratings yet
- Epsilon 1 User GuideDocument51 pagesEpsilon 1 User GuideJuan Cachaya100% (2)
- Biglia Smart Turn S User's Manual (T140-00325 - 0) PDFDocument140 pagesBiglia Smart Turn S User's Manual (T140-00325 - 0) PDFcmganklNo ratings yet
- 9852 2953 01i Operation FlexiROC D50 D55 D60 D65 Tier 3Document216 pages9852 2953 01i Operation FlexiROC D50 D55 D60 D65 Tier 3teknik ryan syah100% (1)
- Lecp6 EspecificoP6 - En-ADocument72 pagesLecp6 EspecificoP6 - En-ACesar ChaconNo ratings yet
- MB-61368 NOVASX550InstructionBook EN Rev00Document368 pagesMB-61368 NOVASX550InstructionBook EN Rev00subsale.npicoNo ratings yet
- Manual: Movi C Controller Standard Uhx25A With Ethernet/Ip™ Fieldbus InterfaceDocument72 pagesManual: Movi C Controller Standard Uhx25A With Ethernet/Ip™ Fieldbus InterfaceJulian David Rocha OsorioNo ratings yet
- 78899_BA_Minitron_Rel2.1_EN_V.04.00_18Jan2024_WebDocument148 pages78899_BA_Minitron_Rel2.1_EN_V.04.00_18Jan2024_WebIgor de OliveiraNo ratings yet
- 1730 EkDocument57 pages1730 EkDaymar GarciaNo ratings yet
- Clamp Multimeter: User's ManualDocument51 pagesClamp Multimeter: User's ManualMamadou Ténéma TRAORENo ratings yet
- Measuring Current with the F205 Clamp MultimeterDocument51 pagesMeasuring Current with the F205 Clamp MultimeterVecherko GeorgiyNo ratings yet
- Coltri SubDocument92 pagesColtri SubZoran PetrovNo ratings yet
- 88828012EN Manual 882 Compact IC Plus AnionDocument118 pages88828012EN Manual 882 Compact IC Plus AniongohcheekeongNo ratings yet
- Bilgmon 488Document38 pagesBilgmon 488vuhoan84No ratings yet
- SMAC - Social, Mobile, Analytics, CloudDocument12 pagesSMAC - Social, Mobile, Analytics, CloudtechnetNo ratings yet
- Capital Modular XC Functional 251109Document73 pagesCapital Modular XC Functional 251109Olimpiu Stoicuta100% (3)
- ChemCon 17 Tea ReviewDocument3 pagesChemCon 17 Tea ReviewTirthaMukherjeeNo ratings yet
- TR-3326 - SnapMirror Sync and Semi-Sync Overview Design Considerations GuideDocument26 pagesTR-3326 - SnapMirror Sync and Semi-Sync Overview Design Considerations GuideguesthotNo ratings yet
- Online Financial Services3Document1 pageOnline Financial Services3Rebel 8No ratings yet
- Uzin KE 603Document2 pagesUzin KE 603FloorkitNo ratings yet
- Example 1Document13 pagesExample 1LeswNo ratings yet
- Autofrettage in Pressure VesselsDocument28 pagesAutofrettage in Pressure Vesselssran1986No ratings yet
- Rahul Rajak: Laboratory (SIL) Avionics Department, Rotary Wing Research& Design Centre (RWR&DC), HAL Bangalore.)Document2 pagesRahul Rajak: Laboratory (SIL) Avionics Department, Rotary Wing Research& Design Centre (RWR&DC), HAL Bangalore.)rahul rajakNo ratings yet
- Tis 0002 Timber DunnageDocument2 pagesTis 0002 Timber DunnageMustaffa HoodMusNo ratings yet
- On-site high voltage diagnostic tests improve power transformer reliabilityDocument9 pagesOn-site high voltage diagnostic tests improve power transformer reliabilityDante FilhoNo ratings yet
- Allete Oracle Isupplier Portal Training GuideDocument44 pagesAllete Oracle Isupplier Portal Training GuideahosainyNo ratings yet
- AIRBAGS! Technical ManualDocument13 pagesAIRBAGS! Technical Manualhagar18No ratings yet
- Weight Reduction TechnologyDocument6 pagesWeight Reduction Technologyapi-3775258No ratings yet
- All Matrix OperationsDocument4 pagesAll Matrix OperationsCeleste Allysa Cullen Williams100% (1)
- DS58 SMD 2835 1W 9V Gen2 Data Sheet 20170322 Rev CDocument24 pagesDS58 SMD 2835 1W 9V Gen2 Data Sheet 20170322 Rev CZmecleuPeBatzNo ratings yet
- Galvanic Anode System DesignDocument10 pagesGalvanic Anode System DesignKhaldonSulimanNo ratings yet
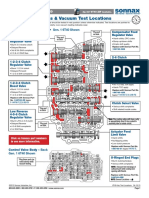
- 6T40-Vac Test LocationsDocument4 pages6T40-Vac Test LocationsMauricio Exequiel ChavezNo ratings yet
- WIFIDocument11 pagesWIFIpounupr@gmail.comNo ratings yet
- ASP - Identifier Handcuffs Chain and HingeDocument2 pagesASP - Identifier Handcuffs Chain and Hingedonald_wilson4741No ratings yet
- Artikel URECOL PDFDocument10 pagesArtikel URECOL PDFCahaya KeduaNo ratings yet
- Design and Development of Treadmill To Generate Electricity by Using Mechanical EnergyDocument5 pagesDesign and Development of Treadmill To Generate Electricity by Using Mechanical EnergyAnonymous kw8Yrp0R5rNo ratings yet
- 32 + 44 B10F-Ball-ValveDocument1 page32 + 44 B10F-Ball-ValveMarwen GataaNo ratings yet
- Donna Gawlik 2 PG Resume 2014Document2 pagesDonna Gawlik 2 PG Resume 2014api-244892096No ratings yet
- Mac Shortcut KeysDocument6 pagesMac Shortcut KeysJ. Peter SiriprakornNo ratings yet
- Important Concepts and Formulas - ProbabilityDocument2 pagesImportant Concepts and Formulas - ProbabilityhareshtankNo ratings yet
- Lecture 2. Working Principles of Microsystems 2.1 MicrosensorsDocument25 pagesLecture 2. Working Principles of Microsystems 2.1 MicrosensorsDossDossNo ratings yet
- Review WeldingDocument15 pagesReview WeldingHasnain TariqNo ratings yet
- Supp CDocument65 pagesSupp CHoNestLiArNo ratings yet
- The Innovators DNADocument5 pagesThe Innovators DNAzia.ulhaq100% (2)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Practical Electronics for Inventors, Fourth EditionFrom EverandPractical Electronics for Inventors, Fourth EditionRating: 4 out of 5 stars4/5 (3)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)