You might also like
- Fabian ReportDocument30 pagesFabian Reporttyogabo fabianNo ratings yet
- Polymeric Supports for Enzyme Immobilization: Opportunities and ApplicationsFrom EverandPolymeric Supports for Enzyme Immobilization: Opportunities and ApplicationsNo ratings yet
- My TECHNICAL REPORT-1Document46 pagesMy TECHNICAL REPORT-1Chinaza JaneNo ratings yet
- Lammy Siwes ReportDocument35 pagesLammy Siwes ReportTemidayoNo ratings yet
- Comfort SiwesDocument29 pagesComfort SiwesDedan GideonNo ratings yet
- Adelana SiwesDocument36 pagesAdelana SiwesAdepoju AyodejiNo ratings yet
- Akun SiwesDocument31 pagesAkun SiwesDedan GideonNo ratings yet
- Glorious IT ReportDocument23 pagesGlorious IT ReportZedek PeterNo ratings yet
- TECHNICAL REPOR-WPS OfficeDocument18 pagesTECHNICAL REPOR-WPS Officegcvd6m2mf7No ratings yet
- Bashirat Adedoyin, OladimejiDocument50 pagesBashirat Adedoyin, Oladimejibaoladimeji50% (2)
- It Technical ReportDocument34 pagesIt Technical ReportGideon MmaduabuchiNo ratings yet
- Moyin TECHNICAL REPORTDocument20 pagesMoyin TECHNICAL REPORTmikealsonjuwonNo ratings yet
- Internship ReportDocument47 pagesInternship ReportMaraka MartinNo ratings yet
- Industrial Training ReportDocument26 pagesIndustrial Training ReportHay Pee0% (1)
- 1588711837elekwa's Siwes ReportDocument15 pages1588711837elekwa's Siwes ReportAwajiiroijana Uriah OkpojoNo ratings yet
- Safety in Api of Pharmaceutical Industry: Arulprasaad A M (611219423001)Document39 pagesSafety in Api of Pharmaceutical Industry: Arulprasaad A M (611219423001)Arul PrasaadNo ratings yet
- Standard Operating Procedures For Instruments 2012Document135 pagesStandard Operating Procedures For Instruments 2012Muhamad Bima MuriaNo ratings yet
- SIWES Report in Kogi State Specialist Hospital LokojaDocument29 pagesSIWES Report in Kogi State Specialist Hospital LokojaElias Samuel UnekwuNo ratings yet
- ADEHIDocument24 pagesADEHIDedan GideonNo ratings yet
- Richardsiwesreport 181003002713Document60 pagesRichardsiwesreport 181003002713taiwoabulatan4No ratings yet
- Technical Report On Student Industrial Work Experience SchemeDocument27 pagesTechnical Report On Student Industrial Work Experience SchemeAnas MannirNo ratings yet
- Industrial Training by Mayank SemwalDocument47 pagesIndustrial Training by Mayank SemwalMayank SemwalNo ratings yet
- Student Report on Laboratory Work at Valli Medical ClinicDocument32 pagesStudent Report on Laboratory Work at Valli Medical ClinicDedan GideonNo ratings yet
- Guidance Document Food Laboratory 16-02-2018Document45 pagesGuidance Document Food Laboratory 16-02-2018Thirulogachandar AsokanNo ratings yet
- Industial TrainDocument65 pagesIndustial TrainolanikesalahudeenNo ratings yet
- Training Manual Veterinary Drug Residues 24-04-2018Document82 pagesTraining Manual Veterinary Drug Residues 24-04-2018Dimitra Lambropoulou100% (1)
- Students Industrial Work Experience at Water Treatment PlantDocument44 pagesStudents Industrial Work Experience at Water Treatment PlantTemidayoNo ratings yet
- Vara FINAL DOCUMENTATION NewDocument42 pagesVara FINAL DOCUMENTATION NewSiddhu FFNo ratings yet
- Aisha TuDocument21 pagesAisha TuDedan GideonNo ratings yet
- TR 35 A Proposed Training Model For The Microbiological Function in The Pharmaceutical Industry 2001Document32 pagesTR 35 A Proposed Training Model For The Microbiological Function in The Pharmaceutical Industry 2001Sheetal Agree100% (2)
- IT Report SpringboardDocument40 pagesIT Report Springboarduchechukwu ikebuduNo ratings yet
- Solomon IT ReportDocument34 pagesSolomon IT ReportErhueh Kester AghoghoNo ratings yet
- Technical Report On Student Industrial Work Experience Schem1 Fatima KamalDocument67 pagesTechnical Report On Student Industrial Work Experience Schem1 Fatima KamalAnas MannirNo ratings yet
- Siwes ReportDocument43 pagesSiwes Reportsanni lateefNo ratings yet
- SLT Laboratory Siwes ReportDocument25 pagesSLT Laboratory Siwes ReportAdebisi Emmanel100% (1)
- Report Siwes 400levelDocument30 pagesReport Siwes 400leveliwegbuebubechukwu9No ratings yet
- Biomadical Equipment Management & Maintenance Programe PDFDocument49 pagesBiomadical Equipment Management & Maintenance Programe PDFJaga Veera PandiyanNo ratings yet
- BeginnDocument11 pagesBeginnAbraham wisdomNo ratings yet
- Geetee IT ReportDocument37 pagesGeetee IT Reportsharonkathleen28No ratings yet
- Limvita Juice AbaDocument34 pagesLimvita Juice AbaEzeifegbu Chetachukwu100% (1)
- Technical Siwes ReportDocument83 pagesTechnical Siwes ReportAdebayo OmojuwaNo ratings yet
- A Technical Report On Student IndustrialDocument74 pagesA Technical Report On Student IndustrialOLUWAGBOTEMI SANUSI100% (1)
- Medical Laboratory SIWES ReportDocument27 pagesMedical Laboratory SIWES ReportElias Samuel UnekwuNo ratings yet
- Aide-Memoire Inspection IndDocument10 pagesAide-Memoire Inspection Indmorcos mikhailNo ratings yet
- STABILITY GUIDELINES BIOLOGICALS June 2020Document14 pagesSTABILITY GUIDELINES BIOLOGICALS June 2020Anne-Marie CiobanuNo ratings yet
- Analyzing Food and Water SamplesDocument43 pagesAnalyzing Food and Water SamplesFayomi JosephNo ratings yet
- It ReportDocument61 pagesIt ReportPrince NwobodoNo ratings yet
- P12967 (26%)Document30 pagesP12967 (26%)sandeep chaurasiaNo ratings yet
- IT Report by Farida Yakubu UsmanDocument36 pagesIT Report by Farida Yakubu Usmanmamudu francisNo ratings yet
- Siwes Report FinalDocument47 pagesSiwes Report Finalmuazzam adam100% (10)
- Alok ReportDocument23 pagesAlok Reportdev saraiyaNo ratings yet
- It Report J.udeagbala Nig LTDDocument51 pagesIt Report J.udeagbala Nig LTDFavour Michael100% (2)
- Stephens IT ReportDocument53 pagesStephens IT ReportMiracle innocentNo ratings yet
- Industrial Training Report at NACGRAB by ChristianaDocument129 pagesIndustrial Training Report at NACGRAB by Christianabambemayowa53No ratings yet
- Moi University: ISO 9001:2015 Certified InstitutionDocument33 pagesMoi University: ISO 9001:2015 Certified InstitutionANTONY MUNENENo ratings yet
- Industrial Training ReportDocument36 pagesIndustrial Training ReportMaryqueen KasiemobiNo ratings yet
- Siwes ReportDocument23 pagesSiwes ReportIbrahim BadmusNo ratings yet
- Blessing Okokon's It ReportDocument22 pagesBlessing Okokon's It ReportMeme BocajNo ratings yet
- Student Industrial Work Experience at Veterinary Research LabDocument40 pagesStudent Industrial Work Experience at Veterinary Research LabAdam AbubakarNo ratings yet
- Diane Derzis Motion To Dismiss Complaint by The Alabama State Board of Health To Stop Her From Operating An Abortion Clinic Closed by The State.Document8 pagesDiane Derzis Motion To Dismiss Complaint by The Alabama State Board of Health To Stop Her From Operating An Abortion Clinic Closed by The State.Tom CiesielkaNo ratings yet
- Supra 644, 744, 844 Beginning With Serial# Hfy90593608 - Sunbelt ...Document68 pagesSupra 644, 744, 844 Beginning With Serial# Hfy90593608 - Sunbelt ...Glacial100% (1)
- Chapter 8-Mental Health and Well-Being in Middle and LateDocument15 pagesChapter 8-Mental Health and Well-Being in Middle and LateCathleen Beth100% (2)
- ICICI Pru IProtect Smart Illustrated BrochureDocument56 pagesICICI Pru IProtect Smart Illustrated Brochuresoubhadra nagNo ratings yet
- Brooks MT 3018Document16 pagesBrooks MT 3018Martin AndradeNo ratings yet
- Effects of Cutting Classes For Grade 11 TEC Students of AMA Computer College Las PiñasDocument5 pagesEffects of Cutting Classes For Grade 11 TEC Students of AMA Computer College Las PiñasGgssNo ratings yet
- WP Stratasys TopFiveReasonsDocument7 pagesWP Stratasys TopFiveReasonscititorulturmentatNo ratings yet
- Ecosystem Components and InteractionsDocument31 pagesEcosystem Components and InteractionsBirraa TajuNo ratings yet
- Formula 1480 Rub Off Mask PDFDocument1 pageFormula 1480 Rub Off Mask PDFAbdul WasayNo ratings yet
- Chapter III Pharmacokinetics: Durge Raj GhalanDocument64 pagesChapter III Pharmacokinetics: Durge Raj GhalanDurge Raj Ghalan100% (3)
- Online Medicine Industry Competitor AnalysisDocument14 pagesOnline Medicine Industry Competitor Analysispawangadiya1210No ratings yet
- Home ScienceDocument29 pagesHome ScienceAhmad Muneer ChadkutNo ratings yet
- Edc Power Plant FacilitiesDocument32 pagesEdc Power Plant FacilitiesMichael TayactacNo ratings yet
- Dissertation - December 2022Document71 pagesDissertation - December 2022Musasa TinasheNo ratings yet
- Conplast SP430Document2 pagesConplast SP430Tori Small100% (1)
- Ben'S Muffler RepairDocument9 pagesBen'S Muffler RepairDana LantoNo ratings yet
- Wrap Book A4Document27 pagesWrap Book A4doscribe100% (1)
- NFPA 97 - 2003 Standard Glossary of Terms Relating To Chimneys, Vents, and Heat-Producing AppliancesDocument34 pagesNFPA 97 - 2003 Standard Glossary of Terms Relating To Chimneys, Vents, and Heat-Producing Appliancesonepunchman yaoNo ratings yet
- Guidance Note 18 Determination of Product Shelf LifeDocument56 pagesGuidance Note 18 Determination of Product Shelf Lifecherry kristine lavadorNo ratings yet
- Veterinarian Careers Projected Strong GrowthDocument6 pagesVeterinarian Careers Projected Strong Growthnmann7100% (1)
- VR-ForM-F06.10 (Hot Work Permit Request Form)Document1 pageVR-ForM-F06.10 (Hot Work Permit Request Form)imtz2013No ratings yet
- Understanding Immunomodulatory DrugsDocument4 pagesUnderstanding Immunomodulatory DrugsMark Russel Sean LealNo ratings yet
- Vetotop Doc Technical Map en 3573Document4 pagesVetotop Doc Technical Map en 3573Rebel XNo ratings yet
- Lab Report (Experiment 5)Document2 pagesLab Report (Experiment 5)Adrian FlorinNo ratings yet
- Product Overview: NCV71208: Octal Solenoid Current Controller With N-FET PredriversDocument1 pageProduct Overview: NCV71208: Octal Solenoid Current Controller With N-FET PredriversDimitar PetrovNo ratings yet
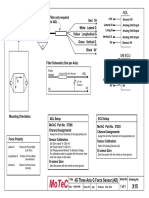
- Filter and wiring schematic for 3-axis ADL G-force sensorDocument1 pageFilter and wiring schematic for 3-axis ADL G-force sensorJuan Ramón Pérez LorenzoNo ratings yet
- Heat Transfer Surfaces Guide PDFDocument8 pagesHeat Transfer Surfaces Guide PDFJohan ConradieNo ratings yet
- Vitality Book (1606456525)Document57 pagesVitality Book (1606456525)Ritu ShewaniNo ratings yet
- Listing of Equipment For Network DesignDocument3 pagesListing of Equipment For Network DesignJake D La MadridNo ratings yet
- Oil Record Book InstructionsDocument6 pagesOil Record Book InstructionsNamal Fernando100% (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet