You might also like
- Exploring Norwegian GrammarDocument11 pagesExploring Norwegian GrammarDifermoNo ratings yet
- Basketball Court Design Final PresentaionDocument26 pagesBasketball Court Design Final PresentaionEduardo De Castro Cruz Jr.No ratings yet
- Corrugated Panel - Buckling CheckDocument18 pagesCorrugated Panel - Buckling CheckAdarsh D. KarkiNo ratings yet
- 15 StressConcentrationsDocument32 pages15 StressConcentrationsalberthawkingNo ratings yet
- Bearing DesignDocument16 pagesBearing DesignOmar NajmNo ratings yet
- ChockfastDocument11 pagesChockfastIsrael Mojica MNo ratings yet
- Stress Concentration Factors and Notch SensitivityDocument24 pagesStress Concentration Factors and Notch Sensitivityapi-3710585100% (2)
- 8 Stress ConcentrationDocument15 pages8 Stress ConcentrationPRASAD326100% (3)
- DeepC FPSO TutorialDocument34 pagesDeepC FPSO TutorialRini MathewNo ratings yet
- Inclining Experiment 111Document7 pagesInclining Experiment 111Rahul PhadakeNo ratings yet
- Arc Stud WeldingDocument5 pagesArc Stud WeldingKhwanas LuqmanNo ratings yet
- Mirzaei FractureMechanicsLecture PDFDocument61 pagesMirzaei FractureMechanicsLecture PDFkoohestani_afshinNo ratings yet
- 3590 - Marine Piping Systems - VALVES On Shipbuilding ApplicationDocument14 pages3590 - Marine Piping Systems - VALVES On Shipbuilding ApplicationZhafira OspNo ratings yet
- Ultra-Tec Cable RailingDocument28 pagesUltra-Tec Cable RailingAbean100% (1)
- PDF OCW Topic 4 - Design of Steel Structures BS EN 1993 1Document18 pagesPDF OCW Topic 4 - Design of Steel Structures BS EN 1993 1Nasrul TorresNo ratings yet
- Rebar - Wikipedia, The Free EncyclopediaDocument8 pagesRebar - Wikipedia, The Free EncyclopediaadityalhNo ratings yet
- Sewage System Onboard ShipsDocument11 pagesSewage System Onboard ShipsRohit KakadeNo ratings yet
- Offshore Solutions For Wind Turbine Supporting StructuresDocument41 pagesOffshore Solutions For Wind Turbine Supporting StructuresyapicoshinuraNo ratings yet
- Harbour EngineeringDocument24 pagesHarbour EngineeringRashmi SMNo ratings yet
- VNM-IPGN-PPL-SPC-EDG-0000-00022-00-G02 Spec For CP of Subsea PipelinesDocument31 pagesVNM-IPGN-PPL-SPC-EDG-0000-00022-00-G02 Spec For CP of Subsea PipelinesĐiệnBiênNhâmNo ratings yet
- Stress ConcentrationDocument21 pagesStress ConcentrationHimanshu Yadav0% (1)
- MOS Accommodation Catalog Wall Panel B15Document69 pagesMOS Accommodation Catalog Wall Panel B15Yandri YansyahNo ratings yet
- PCs Corbel EN-4-2009 1228 0Document32 pagesPCs Corbel EN-4-2009 1228 0zeme6No ratings yet
- Naval Architect L2 PD MIDDocument3 pagesNaval Architect L2 PD MIDroy thomasNo ratings yet
- Sounding of PipeDocument12 pagesSounding of Pipemyst3rioNo ratings yet
- DNVGL CG 0131 PDFDocument24 pagesDNVGL CG 0131 PDFLuis SousaNo ratings yet
- Lifting Lug CalculationDocument8 pagesLifting Lug CalculationLathesh JanarthananNo ratings yet
- Wire Rope (Trawl Rope) - Galvanized, Bright, Stainless, IWRC, Fillerwire & RDocument6 pagesWire Rope (Trawl Rope) - Galvanized, Bright, Stainless, IWRC, Fillerwire & RralishNo ratings yet
- Container Ship AccommodationDocument4 pagesContainer Ship Accommodationrafael espinosa semperNo ratings yet
- Lecture 15A.12-Connections in Offshore Deck StructuresDocument20 pagesLecture 15A.12-Connections in Offshore Deck StructuresLinh Tran100% (1)
- Structural Design & CalculationDocument43 pagesStructural Design & CalculationDominic DatuinNo ratings yet
- ESAB GlossaryDocument20 pagesESAB GlossaryGoanengineerNo ratings yet
- CCM Calculator 2011Document25 pagesCCM Calculator 2011guhanbadboyNo ratings yet
- Trends in The Analysis and Design of Steel Framed StructuresDocument22 pagesTrends in The Analysis and Design of Steel Framed StructuresJamil BironNo ratings yet
- Lichtgitter GRP ManualDocument68 pagesLichtgitter GRP ManualGeorgi KalchevNo ratings yet
- 06MCL004Document56 pages06MCL004api-19884175No ratings yet
- Schedule of Doors and Windows: SECTION ''A''-''A'' SECTION ''B''-''B'' Roof PlanDocument1 pageSchedule of Doors and Windows: SECTION ''A''-''A'' SECTION ''B''-''B'' Roof PlanAlyssa Juvelle Cusi AlfonsoNo ratings yet
- ANSYS TipsDocument8 pagesANSYS Tipscivilengineer_trNo ratings yet
- Ship Framing SystemDocument10 pagesShip Framing SystemgksahaNo ratings yet
- Docking FacilitiesDocument23 pagesDocking FacilitiesAthulvasnikNo ratings yet
- Heat and Sound InsulationDocument44 pagesHeat and Sound Insulationsatyarchi100% (1)
- Coastal Engineering Manual - Part IIIDocument477 pagesCoastal Engineering Manual - Part IIIAdrian CarreraNo ratings yet
- Catalogue Anglais (Nouveau)Document24 pagesCatalogue Anglais (Nouveau)Lai HuynhNo ratings yet
- STRUCTURAL - Chapter 14 - Explicit Dynamics Analysis (UP19980818)Document26 pagesSTRUCTURAL - Chapter 14 - Explicit Dynamics Analysis (UP19980818)Rory Cristian Cordero RojoNo ratings yet
- Bollards v3 1Document24 pagesBollards v3 1Gustavo LopezNo ratings yet
- Professional Engineering Practice: OntarioDocument30 pagesProfessional Engineering Practice: OntarioraghebomNo ratings yet
- Silo Design Report-1Document17 pagesSilo Design Report-1robertantoreniNo ratings yet
- Padeye Calculator (Shackle Compatibility & Design Capacity) : Home About... Products Terms Contact UsDocument5 pagesPadeye Calculator (Shackle Compatibility & Design Capacity) : Home About... Products Terms Contact UsKarun Das0% (1)
- Piping Design L-002Document20 pagesPiping Design L-002Mohan YNo ratings yet
- Boardwalk DesignDocument9 pagesBoardwalk DesigndosandosanNo ratings yet
- Pipeline Stress Analysis and CAESAR II OverviewDocument18 pagesPipeline Stress Analysis and CAESAR II OverviewFaraj Mohamed100% (3)
- D-9-Stresses and Buckling2016-Final PDFDocument44 pagesD-9-Stresses and Buckling2016-Final PDFRichard YentumiNo ratings yet
- Miet2072 C7Document17 pagesMiet2072 C7vincent02hk_57881301No ratings yet
- Stresses and Deflection: 2.1 Thin-Walled VesselsDocument65 pagesStresses and Deflection: 2.1 Thin-Walled VesselsRaul VigoNo ratings yet
- Plate and Box Girder DesignDocument60 pagesPlate and Box Girder DesignKrishna ChandranNo ratings yet
- CofferdamesDocument8 pagesCofferdamesMinilik Tikur SewNo ratings yet
- Mod 2Document7 pagesMod 2DARYL ANN GABOTNo ratings yet
- Chapter 3 PDFDocument13 pagesChapter 3 PDFAbera Mamo100% (4)
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsFrom EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNo ratings yet
- Gas Dynamics Final Report PDFDocument6 pagesGas Dynamics Final Report PDFمحمد لؤي كاظمNo ratings yet
- 3 Hours / 70 Marks: Seat NoDocument4 pages3 Hours / 70 Marks: Seat Nopr gamingNo ratings yet
- Modulus of Subgrade Reaction KsDocument1 pageModulus of Subgrade Reaction KsmohamedabdelalNo ratings yet
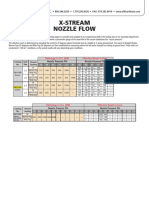
- X-Stream Nozzle Flow: Discharge in U.S. GPM Effective Reach in FeetDocument1 pageX-Stream Nozzle Flow: Discharge in U.S. GPM Effective Reach in FeetSaber ElkassasNo ratings yet
- Chiller Type From ASHRAE 90 1Document2 pagesChiller Type From ASHRAE 90 1Karuna KaranNo ratings yet
- Euroflo EJDocument20 pagesEuroflo EJMEI JUN QUENNo ratings yet
- Fracture MechanicDocument540 pagesFracture Mechaniclightwinterday100% (3)
- Falling Film Problem:: V V VxyztDocument30 pagesFalling Film Problem:: V V VxyztchiragNo ratings yet
- DB-01 01 14 04-Pump-GSF150Document2 pagesDB-01 01 14 04-Pump-GSF150PRAMOD KUMARNo ratings yet
- Composite Wall ExperimentDocument6 pagesComposite Wall ExperimentVillanNo ratings yet
- MCEN3004 Advanced Strength of Materials Assignment (2024) : Problem StatementDocument2 pagesMCEN3004 Advanced Strength of Materials Assignment (2024) : Problem StatementAntonyNo ratings yet
- Fluid IIDocument2 pagesFluid IIJefara 01No ratings yet
- A8 GasLift SolutionsDocument13 pagesA8 GasLift SolutionsVatsal ShahNo ratings yet
- Construction of Binary Phase Diagrams Using G-X CurvesDocument4 pagesConstruction of Binary Phase Diagrams Using G-X CurvesJames WaltersNo ratings yet
- Is 3370 2 2009Document18 pagesIs 3370 2 2009Manish AhujaNo ratings yet
- 10 32 Exam1Document2 pages10 32 Exam1rajany93No ratings yet
- JKSSB JE Oct Papers PDFDocument230 pagesJKSSB JE Oct Papers PDFAnirudh KushwahaNo ratings yet
- Heat Loss From Heating Ducts in A Basement: Example 1-3Document1 pageHeat Loss From Heating Ducts in A Basement: Example 1-3Kwanchai ChoicharoenNo ratings yet
- Bending Test Data Sheet Sec 5Document2 pagesBending Test Data Sheet Sec 5Ahmad AlmasriNo ratings yet
- CE532 Chap 6 - Design of Compression MembersDocument29 pagesCE532 Chap 6 - Design of Compression MembersTheKidNo ratings yet
- Analogy Between The Electromagnetic and Hydrodynamic Equations - Application To TurbulenceDocument60 pagesAnalogy Between The Electromagnetic and Hydrodynamic Equations - Application To Turbulencesunil481No ratings yet
- Basic Thermodynamics Btech 1 Lecture NotesDocument38 pagesBasic Thermodynamics Btech 1 Lecture Notesrichmondteye2001No ratings yet
- Simple VAV Systems: at Full Capacity Fan Speed VariesDocument3 pagesSimple VAV Systems: at Full Capacity Fan Speed VariesiamrabiprakasNo ratings yet
- 8630 Cast SteelDocument17 pages8630 Cast SteelCatweazle999No ratings yet
- Thermo Lectures (Intro, Units & Properties)Document13 pagesThermo Lectures (Intro, Units & Properties)Basil BautistaNo ratings yet
- Spe-10043-MsDocument27 pagesSpe-10043-Msleonelz6aNo ratings yet
- Heat Exchanger Foundation Design (ACI 318-14) - Metric: Geometrical DescriptionDocument16 pagesHeat Exchanger Foundation Design (ACI 318-14) - Metric: Geometrical DescriptionZULFIKAR AZANNo ratings yet
- Statistical Lecture1 2Document28 pagesStatistical Lecture1 2Daniel TemesgenNo ratings yet
- Gaugler, R. S. (1944) - U.S.A. Patent No. 2350348.Document5 pagesGaugler, R. S. (1944) - U.S.A. Patent No. 2350348.pathiNo ratings yet
- CFD Exams SolutionDocument12 pagesCFD Exams SolutionPythonraptorNo ratings yet