You might also like
- Cabinetmaking and Millwork Department GRADES 9-12Document21 pagesCabinetmaking and Millwork Department GRADES 9-12Tito Bustamante100% (1)
- SGB - Soldiers & Dual PDFDocument12 pagesSGB - Soldiers & Dual PDFezzularabNo ratings yet
- Pre Immersion+OrientationDocument23 pagesPre Immersion+OrientationFrancine Mae HuyaNo ratings yet
- Smaw - Welding - Learning - Exploratory ModuleDocument135 pagesSmaw - Welding - Learning - Exploratory ModuleDaniel S. SantosNo ratings yet
- HUMSS WORK IMMERSION Part 1Document17 pagesHUMSS WORK IMMERSION Part 1Cin Dy100% (7)
- Work Immersion OrientationDocument30 pagesWork Immersion Orientationvida adviento82% (78)
- TG Dressmaking G10Document96 pagesTG Dressmaking G10MeAnnLarrosa73% (22)
- Session Plan PresentationDocument41 pagesSession Plan PresentationNebuchadnezzar Buggy Andamon Sayson100% (1)
- 08 - ESP EngineersDocument12 pages08 - ESP Engineersfahadali1234100% (1)
- Tubing Convey PerforationDocument50 pagesTubing Convey PerforationRaed fouadNo ratings yet
- Unit 2 Materials Techniques and Processes in Art and DesignDocument16 pagesUnit 2 Materials Techniques and Processes in Art and DesignselinadelamotteNo ratings yet
- On InternshipDocument14 pagesOn InternshipkpchakralaNo ratings yet
- Daniel T. Li: Eccentric Footing Design Based On ACI 318-02Document3 pagesDaniel T. Li: Eccentric Footing Design Based On ACI 318-02Jorge Anderson Valverde CasamayorNo ratings yet
- Instructional Method Used in Advanced Industrial ArtsDocument11 pagesInstructional Method Used in Advanced Industrial ArtsRuel DelgadoNo ratings yet
- Course Objectives The Course Content Enables Students ToDocument9 pagesCourse Objectives The Course Content Enables Students Topoongothai sNo ratings yet
- 1st Year M T W Scheme of WorkDocument10 pages1st Year M T W Scheme of Workapi-273341122No ratings yet
- Unit 93 Small-Scale WorkingDocument14 pagesUnit 93 Small-Scale WorkingselinadelamotteNo ratings yet
- Studuents Instruction - Industrial InternshipDocument41 pagesStuduents Instruction - Industrial InternshipDeven GohelNo ratings yet
- SonuDocument9 pagesSonusangeetaNo ratings yet
- Teaching Practical OnlineDocument30 pagesTeaching Practical OnlinekhaninNo ratings yet
- Arrangement of Contents of ProjectDocument3 pagesArrangement of Contents of ProjectRithesh RajNo ratings yet
- Tpm204 Workshop Practice and Engineering Drawing Updated DR Adejumo Taiye - 0Document229 pagesTpm204 Workshop Practice and Engineering Drawing Updated DR Adejumo Taiye - 0Sagir Musa SaniNo ratings yet
- Gegas ReportDocument4 pagesGegas ReportOmar DonNo ratings yet
- Course Outline Development TemplateDocument7 pagesCourse Outline Development TemplateMaribel Bonite PeneyraNo ratings yet
- Learning OutcomeDocument2 pagesLearning OutcomeVickRam RaViNo ratings yet
- Subject Manual Tle 7-8Document11 pagesSubject Manual Tle 7-8Rhayan Dela Cruz DaquizNo ratings yet
- Assingment No. 3.4Document3 pagesAssingment No. 3.4Training Cell ChhaparaNo ratings yet
- TLE7-8 ICT-Mechanical Drafting W3-4Document23 pagesTLE7-8 ICT-Mechanical Drafting W3-4Skyler MontalvoNo ratings yet
- Computer Architecture Study Guide (Draft - Pending Final Review) PDFDocument93 pagesComputer Architecture Study Guide (Draft - Pending Final Review) PDFMuhammad Yaseen OsmanNo ratings yet
- Supplementary Material: Appropriate Technology (1582)Document15 pagesSupplementary Material: Appropriate Technology (1582)ziabuttNo ratings yet
- AUTOMOTIVE SERVICING NC I DmpresentationDocument13 pagesAUTOMOTIVE SERVICING NC I Dmpresentationsandoy melzNo ratings yet
- OverviewDocument37 pagesOverviewJC Dela CruzNo ratings yet
- EWY 100S Subject GuideDocument6 pagesEWY 100S Subject GuideWilly K. Ng'etichNo ratings yet
- Y QH 2 LGy 6 V LMUao 3 AFOy MYf Ry SYJ88 Ei MIVKz GLW8Document170 pagesY QH 2 LGy 6 V LMUao 3 AFOy MYf Ry SYJ88 Ei MIVKz GLW8ayo kunleNo ratings yet
- Chemical Engineering Chemical & Bio-Systems Engineering: Faculty of Engineering & Physical SciencesDocument10 pagesChemical Engineering Chemical & Bio-Systems Engineering: Faculty of Engineering & Physical SciencesJosé Luis MasacheNo ratings yet
- Assessment ModalitiesDocument5 pagesAssessment ModalitiesNovic JohnsNo ratings yet
- Approved - Not Approved - : Automotive Maintenance and Light Repair 2 (MLR2) Allows Students To Explore CareerDocument9 pagesApproved - Not Approved - : Automotive Maintenance and Light Repair 2 (MLR2) Allows Students To Explore Careerjean carlos ayala cernaNo ratings yet
- 4002mfh Module HandbookDocument11 pages4002mfh Module HandbookJinsha CNo ratings yet
- Work Immersion OrientationDocument24 pagesWork Immersion OrientationJoan Macaumbos - TorreresNo ratings yet
- Extracts From The Students HandbookDocument17 pagesExtracts From The Students Handbooklavitad_1No ratings yet
- Direct Glue Carpet Skills Design Unit PlanDocument13 pagesDirect Glue Carpet Skills Design Unit Planapi-323414747No ratings yet
- Timber Design - Old CurriculumDocument8 pagesTimber Design - Old CurriculumArt Anthony Tadeo AntonioNo ratings yet
- 7tc1 Boxers Term 2 ProgramDocument17 pages7tc1 Boxers Term 2 Programapi-322152156100% (1)
- Learning & Development: PrefaceDocument5 pagesLearning & Development: PrefaceSarath Bhushan KaluturiNo ratings yet
- My Instructional Model: Karima Mohammed UWI Open Campus 3/26/2014Document25 pagesMy Instructional Model: Karima Mohammed UWI Open Campus 3/26/2014api-249428873No ratings yet
- Elements of Instructional PlanDocument8 pagesElements of Instructional PlanJan IcejimenezNo ratings yet
- Module of Entrepreneurship & Engineering EthicsDocument6 pagesModule of Entrepreneurship & Engineering EthicsBernard PalmerNo ratings yet
- ACTL2111 Course Outline FinalDocument15 pagesACTL2111 Course Outline FinalAnonymous fsKjt1jUnnNo ratings yet
- Teaching Guide: Grade Level StandardDocument93 pagesTeaching Guide: Grade Level StandardRomulo CabiloganNo ratings yet
- Module 1 LO3a & LO3b Prepare Basic Instructional MaterialsDocument15 pagesModule 1 LO3a & LO3b Prepare Basic Instructional Materialsjonellambayan100% (1)
- Preparing Student HandoutsDocument4 pagesPreparing Student HandoutsJohn PadillaNo ratings yet
- Telecommunications MSC V2.0 CriteriaDocument7 pagesTelecommunications MSC V2.0 CriteriaMustaf MohamedNo ratings yet
- Internship LogbookDocument13 pagesInternship Logbook[AK] GAMINGNo ratings yet
- Ac 2007-743: Use of The Machinery'S Handbook in A Manufacturing Design CourseDocument9 pagesAc 2007-743: Use of The Machinery'S Handbook in A Manufacturing Design CourseKOMATSU SHOVELNo ratings yet
- Masonry Learning ModuleDocument141 pagesMasonry Learning ModuleCherryl Rivera MiroNo ratings yet
- EMG20Document5 pagesEMG20Jan Ebenezer MorionesNo ratings yet
- Project Guidelines For 6 Sem BbaDocument6 pagesProject Guidelines For 6 Sem Bbaanjalihajare013No ratings yet
- Syllabus - Fundamental of Marketing-RevisedDocument4 pagesSyllabus - Fundamental of Marketing-Revised01 Thanh Binh PhamNo ratings yet
- Rational University Instruction Guide: Part Number: 800-027242-000Document22 pagesRational University Instruction Guide: Part Number: 800-027242-000jhf281192No ratings yet
- Skills For A Lifetime in TLE 7 LGDocument84 pagesSkills For A Lifetime in TLE 7 LGJuliaNo ratings yet
- Arc6990 2022 23 Module HandbookDocument20 pagesArc6990 2022 23 Module Handbookyrotsih.lishiNo ratings yet
- Information Systems 621 PDFDocument84 pagesInformation Systems 621 PDFTimothy100% (1)
- Test Instructions For Overrunning Alternator Pulleys (OAP/OAD)Document2 pagesTest Instructions For Overrunning Alternator Pulleys (OAP/OAD)venothNo ratings yet
- Ac 100b Fire Pump Fittings AccessoriesDocument28 pagesAc 100b Fire Pump Fittings AccessoriesAnand sNo ratings yet
- Polytechnic University of The Philippines: T C 1 P UDocument11 pagesPolytechnic University of The Philippines: T C 1 P Uacurvz2005No ratings yet
- PV GTN-4Document1 pagePV GTN-4Senthil KumarNo ratings yet
- Catalogo Sistema Grapas Alligator para Aplicaciones Ligeras A PesadasDocument20 pagesCatalogo Sistema Grapas Alligator para Aplicaciones Ligeras A Pesadasluis carlos martin contrerasNo ratings yet
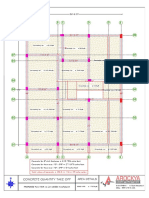
- A B D' E C D: Concrete Quantity Take OffDocument1 pageA B D' E C D: Concrete Quantity Take OffLiving room TvNo ratings yet
- Design 1018S Control Valves With Type 3024S, 657, and 667 ActuatorsDocument22 pagesDesign 1018S Control Valves With Type 3024S, 657, and 667 ActuatorsRicardo Calderon ClarosNo ratings yet
- NJP 1200 Series Automatic Capsule Filling Machine PDFDocument53 pagesNJP 1200 Series Automatic Capsule Filling Machine PDFElena VardanyanNo ratings yet
- PasalubongDocument9 pagesPasalubongGilbert Mambulao JrNo ratings yet
- EN Manual SuctionSweeper CityRanger2250 70100071 B0 01Document44 pagesEN Manual SuctionSweeper CityRanger2250 70100071 B0 01balanti balentina100% (1)
- ATO2612 Eng 02 324367767Document5 pagesATO2612 Eng 02 324367767Satria TrianaNo ratings yet
- Transmission Network July, 2021 NEA-ModelDocument1 pageTransmission Network July, 2021 NEA-ModelSuraj DahalNo ratings yet
- Fear - The.Walking - Dead.S05E06.720p.AMZN - WEBRip.x264-GalaxyTV ENGDocument36 pagesFear - The.Walking - Dead.S05E06.720p.AMZN - WEBRip.x264-GalaxyTV ENGFernandoNo ratings yet
- Petrobras - FLANGE APIDocument1 pagePetrobras - FLANGE APIHenrique Anderson da SilvaNo ratings yet
- Ficha Tecnica Multisplit X PowerDocument8 pagesFicha Tecnica Multisplit X PowerPreinscripciones ZIN3No ratings yet
- Velan Steam TrapDocument25 pagesVelan Steam TrapHongLam LÊNo ratings yet
- Lip Distance: Use C (Assumed) Check The Comments On "HT" Prior To ProceedingDocument6 pagesLip Distance: Use C (Assumed) Check The Comments On "HT" Prior To ProceedingTushar MangratiNo ratings yet
- Drawing DieDocument7 pagesDrawing Diethanhhn_1210No ratings yet
- WelchAllyn Aneroid Sphygmomanometer - Service ManualDocument67 pagesWelchAllyn Aneroid Sphygmomanometer - Service ManualPablo Millaquén GNo ratings yet
- Pipe Configuration: Nodes TotalsDocument3 pagesPipe Configuration: Nodes TotalsJohn ANo ratings yet
- Rotostay Furler ManualDocument3 pagesRotostay Furler ManualOğuzhan OğuzNo ratings yet
- Em-2006-Mep-Eom-Mt-Sd-Plb-110-1 FF Plan-01 Enlarged Water Supply LayoutDocument1 pageEm-2006-Mep-Eom-Mt-Sd-Plb-110-1 FF Plan-01 Enlarged Water Supply LayoutshreeNo ratings yet
- Experimental Behavior of Stiffened and Unstiffened End-Plate Connections Under Cyclic LoadingDocument6 pagesExperimental Behavior of Stiffened and Unstiffened End-Plate Connections Under Cyclic LoadingJJ JJNo ratings yet
- ASTM D3966-07 (Lateral)Document18 pagesASTM D3966-07 (Lateral)Rahmat100% (2)
- 649 Valvula PDFDocument45 pages649 Valvula PDFPapaleguas gamesNo ratings yet
- Elements F Architecture. KoolhaasDocument2 pagesElements F Architecture. KoolhaasvaleriaNo ratings yet
- Annovi Reverberi AR 1003 Despiece PDFDocument5 pagesAnnovi Reverberi AR 1003 Despiece PDFMiguel PereiroNo ratings yet