You might also like
- Chapter 3 IPCDocument53 pagesChapter 3 IPCkirubelNo ratings yet
- CSC Unit 1Document22 pagesCSC Unit 1aviitharu2472No ratings yet
- Datta Meghe College of Engineering, AiroliDocument39 pagesDatta Meghe College of Engineering, AiroliMayuri patilNo ratings yet
- Ia&c Unit - IiiDocument23 pagesIa&c Unit - IiiPradhunya KambleNo ratings yet
- Closed LoopDocument19 pagesClosed Loopammar120100% (1)
- PROCESS CONTROL & AUTOMATIONDocument24 pagesPROCESS CONTROL & AUTOMATIONgobra senNo ratings yet
- Control Loop Hardware TroubleshootingDocument51 pagesControl Loop Hardware Troubleshootingrosita61100% (1)
- Automation 2 Topic 1: Design A Simple Process Control SystemDocument12 pagesAutomation 2 Topic 1: Design A Simple Process Control SystemChriscarl De LimaNo ratings yet
- Chemical Engineering Department College of Engineering and Technology Adigrat UniversityDocument33 pagesChemical Engineering Department College of Engineering and Technology Adigrat Universitykibrom atsbhaNo ratings yet
- 1.topic 1 - Ind ControlDocument52 pages1.topic 1 - Ind ControlLoga HSNo ratings yet
- Automatic Control Systems Lecture IntroductionDocument25 pagesAutomatic Control Systems Lecture IntroductionAbdullah Mohammed AlsaadouniNo ratings yet
- 1 Introduction To Control SystemsDocument47 pages1 Introduction To Control Systemsokay45486No ratings yet
- Control System: by Saurabh KorgaonkarDocument24 pagesControl System: by Saurabh Korgaonkar16 - Dimplekunwar SolankiNo ratings yet
- DCS Distributed Control SystemDocument49 pagesDCS Distributed Control Systemusmhaf2114No ratings yet
- Class 2 Classification of Control Systems With ExemplesDocument31 pagesClass 2 Classification of Control Systems With ExemplesAcharya Mascara PlaudoNo ratings yet
- Presentation 1Document28 pagesPresentation 1Sithy JuhaniyaNo ratings yet
- Control Loop Hardware and TroubleshootingDocument51 pagesControl Loop Hardware and TroubleshootingAhmed ElsayedNo ratings yet
- Introduction OnkeshDocument12 pagesIntroduction OnkeshPatricia JosephNo ratings yet
- Model Reference Adaptive ControlDocument57 pagesModel Reference Adaptive ControlmervebayrakNo ratings yet
- Instrumentation & ControlDocument19 pagesInstrumentation & ControlFarrukh JavedNo ratings yet
- EN 83002 Mechatronics Lecture Overview and Course ContentDocument31 pagesEN 83002 Mechatronics Lecture Overview and Course ContentDevice SamsungNo ratings yet
- Introduction to Process Control SystemsDocument36 pagesIntroduction to Process Control SystemsAneketh GurumurthiNo ratings yet
- Control 3-Lec 3 - PC Definitions With Sheet 2 SolutionDocument23 pagesControl 3-Lec 3 - PC Definitions With Sheet 2 Solutionmohammed abd el aleemNo ratings yet
- Introducation To Linear Control SystemsDocument23 pagesIntroducation To Linear Control SystemsJahan ZaibNo ratings yet
- 000 Digital Control LecturesDocument67 pages000 Digital Control LecturesPX PRNo ratings yet
- Automatic Controllers & Control ModesDocument74 pagesAutomatic Controllers & Control ModesVishal IyerNo ratings yet
- CS Lecture Notes Units 1 2 3Document88 pagesCS Lecture Notes Units 1 2 3sushinkNo ratings yet
- Chapter 1 - v1sDocument31 pagesChapter 1 - v1sKiet Kuat KongNo ratings yet
- Introduction to Process Control SystemsDocument84 pagesIntroduction to Process Control SystemsSanjanaLakshmi50% (2)
- Jahid 1Document24 pagesJahid 1Nazmul AhsanNo ratings yet
- Ipc (Group-5) : Sr. No Name En. NoDocument15 pagesIpc (Group-5) : Sr. No Name En. Noian jheferNo ratings yet
- Data Acquisition IntroductionDocument19 pagesData Acquisition IntroductionAbdelRahman MahmoudNo ratings yet
- Introduction to Mechatronics SystemsDocument48 pagesIntroduction to Mechatronics Systemsgiriaj kokareNo ratings yet
- Linear Control System: Presented by Imran Basha SyedDocument35 pagesLinear Control System: Presented by Imran Basha SyedSyed Imran BashaNo ratings yet
- What Is Automation?: - Automatic Assembly MachinesDocument24 pagesWhat Is Automation?: - Automatic Assembly MachinesNazmul AhsanNo ratings yet
- Things To Think About Ch.13 (Process Control A)Document21 pagesThings To Think About Ch.13 (Process Control A)Salsa NisaNo ratings yet
- Lec 1Document28 pagesLec 1Udayanga SasangaNo ratings yet
- Tee 422 Lec-1Document51 pagesTee 422 Lec-1REJAY89No ratings yet
- DCS Application in Thermal Power PlantDocument30 pagesDCS Application in Thermal Power Plantanjumadhavan50% (2)
- Mekatronika - 4 - ControllersDocument51 pagesMekatronika - 4 - ControllersFahri FatturahmanNo ratings yet
- 1 Introduction To Control SystemsDocument17 pages1 Introduction To Control SystemsMuhammad Farhan100% (1)
- Lesson 1-3 PPTDocument48 pagesLesson 1-3 PPTT ENGANo ratings yet
- IntroductionDocument66 pagesIntroductionvaniNo ratings yet
- PDF Document eDocument31 pagesPDF Document eア ムNo ratings yet
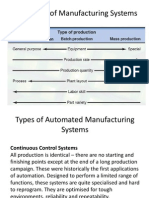
- Automated Manufacturing SystemsDocument25 pagesAutomated Manufacturing SystemsSoto KunNo ratings yet
- Telemetry PrinciplesDocument17 pagesTelemetry PrinciplesanshulNo ratings yet
- Process Control PPT 1901Document39 pagesProcess Control PPT 1901Ashish DhimanNo ratings yet
- Unit No - II: Block Diagram RepresentationDocument56 pagesUnit No - II: Block Diagram RepresentationNamrta DeokateNo ratings yet
- Lab Report CompleteDocument30 pagesLab Report Completefahadfiaz0% (1)
- IntroductionDocument11 pagesIntroductionMr YERRYBBNo ratings yet
- Class FourDocument52 pagesClass FourTemari futureNo ratings yet
- DGP10042 Chapter 4 Control SystemsDocument56 pagesDGP10042 Chapter 4 Control SystemsErra ShafiraNo ratings yet
- Introduction to Control Systems ModelingDocument68 pagesIntroduction to Control Systems ModelingMD SHAHRIARMAHMUDNo ratings yet
- Unit I Introduction to Mechatronics R&a 2023Document103 pagesUnit I Introduction to Mechatronics R&a 2023kesofi4046No ratings yet
- Module 1Document35 pagesModule 1AlphaBravoNo ratings yet
- An Introduction To Automatic ControlsDocument43 pagesAn Introduction To Automatic ControlsPrudhvi RajNo ratings yet
- Introduction of Control EngineeringDocument21 pagesIntroduction of Control EngineeringAshvani ShuklaNo ratings yet
- Overview of control system.Document24 pagesOverview of control system.la.wajeehakhurshidNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Astm F 1281Document12 pagesAstm F 1281Attef BedaweNo ratings yet
- Sekilas Tentang Java Jazz: Posters 2009Document32 pagesSekilas Tentang Java Jazz: Posters 2009teddyyunanthaNo ratings yet
- Sized Marble: Product Data Sheet (PDS)Document1 pageSized Marble: Product Data Sheet (PDS)Iqbal batchaNo ratings yet
- N4 Electrotechnics Augustus 2019Document8 pagesN4 Electrotechnics Augustus 2019Petro Susan BarnardNo ratings yet
- CSTR ManualDocument11 pagesCSTR ManualMelly FulaNo ratings yet
- AlfaLaval Bloque Valvula Solenoide AIREDocument16 pagesAlfaLaval Bloque Valvula Solenoide AIREAlvaro beltran reinosoNo ratings yet
- TRC-6 Sonixs 1650x600 Manual 2017 Rev ADocument254 pagesTRC-6 Sonixs 1650x600 Manual 2017 Rev Agoretty cantonNo ratings yet
- 3.5 Light and ShadowsDocument4 pages3.5 Light and ShadowsNur ArtitisariNo ratings yet
- Capacitive Circuits LabDocument2 pagesCapacitive Circuits LabAhmed MunirNo ratings yet
- A2 JuneDocument4 pagesA2 JunejayaniNo ratings yet
- Module-2 Energy Systems & AnalysisDocument46 pagesModule-2 Energy Systems & Analysisrushi C SNo ratings yet
- Industry Standards & Regulations: ASME - Performance Test Codes CollectionDocument2 pagesIndustry Standards & Regulations: ASME - Performance Test Codes Collectionismael7901No ratings yet
- Laplace Transformation of Periodic FunctionsDocument15 pagesLaplace Transformation of Periodic FunctionsOlin D'souzaNo ratings yet
- Math 2022 Paper 2ADocument28 pagesMath 2022 Paper 2ARohan GrewalNo ratings yet
- Electrostatic ToysDocument7 pagesElectrostatic ToysBrandon McCormickNo ratings yet
- Physics Practical File 2Document5 pagesPhysics Practical File 2Abu BakarNo ratings yet
- Parameters of DC High-Speed Circuit-Breakers: Artur RojekDocument5 pagesParameters of DC High-Speed Circuit-Breakers: Artur RojekagarwaalaaaaNo ratings yet
- ChargeUp Europe 2023 State of The IndustryDocument23 pagesChargeUp Europe 2023 State of The IndustrygustavohuntersNo ratings yet
- COPLANAR EQUILIBRIUM ANALYSIS Single and Composite BodiesDocument49 pagesCOPLANAR EQUILIBRIUM ANALYSIS Single and Composite Bodiesjoemer cabayaoNo ratings yet
- A2 Chemistry Assessment 1 List - REVISION RESOURCEDocument46 pagesA2 Chemistry Assessment 1 List - REVISION RESOURCEHarry BarkerNo ratings yet
- Lesson 7 - Oscillation and SHMDocument57 pagesLesson 7 - Oscillation and SHMJonathan VillapanaNo ratings yet
- Grounded Medium Frequency Monopole by Valentino Trainotti, Walter G. Fano, and Lazaro Jastreblansky (University of Buenos Aires, Argentina), 2005.Document29 pagesGrounded Medium Frequency Monopole by Valentino Trainotti, Walter G. Fano, and Lazaro Jastreblansky (University of Buenos Aires, Argentina), 2005.Bob Laughlin, KWØRLNo ratings yet
- Exhaust Base Vam Tonnage CalculationDocument9 pagesExhaust Base Vam Tonnage CalculationMagical RiyaNo ratings yet
- Masibus DA-DV-DW-DVA-DH-DPF - R6F - 1217 - AC Line TransducerDocument4 pagesMasibus DA-DV-DW-DVA-DH-DPF - R6F - 1217 - AC Line TransducerSrinivas K VamanamurthyNo ratings yet
- Physics Oscillator ReportDocument14 pagesPhysics Oscillator ReportarushiNo ratings yet
- Grounding or Earthing Scheme in DCS or PLC Systems (39Document3 pagesGrounding or Earthing Scheme in DCS or PLC Systems (39Vraja KisoriNo ratings yet
- Auto-Tuning Rotor Resistance Identification of Induction Motor Considering Iron LossDocument4 pagesAuto-Tuning Rotor Resistance Identification of Induction Motor Considering Iron LossNickNo ratings yet
- Practical Guild Airflow MeasurementDocument20 pagesPractical Guild Airflow MeasurementJason NguyenNo ratings yet
- Horizontal Rectangular Steam Sterilizer, LI - RADocument2 pagesHorizontal Rectangular Steam Sterilizer, LI - RALodha International LLPNo ratings yet
- Reflection of Sound - How Echoes Form and Methods to Calculate Sound SpeedDocument3 pagesReflection of Sound - How Echoes Form and Methods to Calculate Sound SpeedaasrajNo ratings yet