You might also like
- TM 9-2540-207-14&P - A20HeaterDocument290 pagesTM 9-2540-207-14&P - A20HeaterfiloktimonNo ratings yet
- Cutting HandlingDocument25 pagesCutting HandlingWalid AmdouniNo ratings yet
- DH3-31MA-T-SCT-0001 Commissioning Procedure of Complete-Set Startup of Steam Turbine REV.0Document24 pagesDH3-31MA-T-SCT-0001 Commissioning Procedure of Complete-Set Startup of Steam Turbine REV.0Lan Rung100% (1)
- Skill Developement On Mathura Ref Incident On 27.05.2023Document7 pagesSkill Developement On Mathura Ref Incident On 27.05.202300083583rfNo ratings yet
- Skill Developement - CW FAILDocument3 pagesSkill Developement - CW FAIL00083583rfNo ratings yet
- NoteDocument2 pagesNoteUsmanNo ratings yet
- Safety Alert Blind RemovalDocument3 pagesSafety Alert Blind Removalav7867No ratings yet
- Naphtha To Storage Line LeakDocument3 pagesNaphtha To Storage Line Leak00083583rfNo ratings yet
- U#2 Oh Report 2003Document45 pagesU#2 Oh Report 2003Sony RamaNo ratings yet
- Skill Development On P25ABC LOSES DIS FLOW.Document5 pagesSkill Development On P25ABC LOSES DIS FLOW.00083583rfNo ratings yet
- Skill Development On Power FailureDocument2 pagesSkill Development On Power Failure00083583rfNo ratings yet
- Skill Developement On Total Steam FailureDocument2 pagesSkill Developement On Total Steam Failure00083583rfNo ratings yet
- Maniobras Electricas InglesDocument2 pagesManiobras Electricas InglesYohemir MarinNo ratings yet
- Abb Turbinen Nürnberg GMBH 1Cwn002368: FactoryDocument5 pagesAbb Turbinen Nürnberg GMBH 1Cwn002368: Factorym s v raoNo ratings yet
- Dgms All Circular 2003Document23 pagesDgms All Circular 2003imaduddinshaNo ratings yet
- Electrocution RefineryDocument3 pagesElectrocution Refinerysonn the greatNo ratings yet
- Student Shutdown and Cooldown ProcedureDocument11 pagesStudent Shutdown and Cooldown ProcedureelsayedNo ratings yet
- Oil Processing Department - South South Process Units: 2023 Shutdown Work List 4A CDU (UNIT # 22 and 24)Document78 pagesOil Processing Department - South South Process Units: 2023 Shutdown Work List 4A CDU (UNIT # 22 and 24)Salem AliNo ratings yet
- Engine - Room - Simulator - ERS - L11 - 5L90MC - VLC ManualDocument202 pagesEngine - Room - Simulator - ERS - L11 - 5L90MC - VLC ManualJhun Michael JaminalNo ratings yet
- Industrial Visit ReportDocument11 pagesIndustrial Visit ReportPalash Ravi SrivastavaNo ratings yet
- Surface Well Testing - 2020408Document6 pagesSurface Well Testing - 2020408PrashantYadavNo ratings yet
- Sonatrach: JOB NO.: J6404Document27 pagesSonatrach: JOB NO.: J6404Rabah AmidiNo ratings yet
- OIL-SD-07 Rev 0Document5 pagesOIL-SD-07 Rev 0HosseinNo ratings yet
- 1 - LAGEN - Chapitre 7Document52 pages1 - LAGEN - Chapitre 7Ajrod RodNo ratings yet
- Aaib S3-2012 G-RedwDocument8 pagesAaib S3-2012 G-RedwLexFalconerNo ratings yet
- BQPS HR RepoprtDocument8 pagesBQPS HR RepoprtImaad MotanNo ratings yet
- Event Ana U#7,2006 - CompletedDocument31 pagesEvent Ana U#7,2006 - CompletedGajanan JagtapNo ratings yet
- Assignment 2 Workplace Safety Group GDocument8 pagesAssignment 2 Workplace Safety Group GDony Beast (DurraniFared)No ratings yet
- Service Bulletin: Number: 23.2/104 Issued: March 2012 Revised: Product: Mercury 50 MODEL (S) : Generator SpecificsDocument6 pagesService Bulletin: Number: 23.2/104 Issued: March 2012 Revised: Product: Mercury 50 MODEL (S) : Generator SpecificsjussmeeeNo ratings yet
- Collision Between TDS and Pipe Racker - Ver 6Document12 pagesCollision Between TDS and Pipe Racker - Ver 6vikrant911No ratings yet
- Sadaqat 1Document40 pagesSadaqat 1Umar DrazNo ratings yet
- Ssveo Ifa List: Date: STS - 43, OV - 104, Atlantis (9) TimeDocument12 pagesSsveo Ifa List: Date: STS - 43, OV - 104, Atlantis (9) TimeMac Gerald AlindongNo ratings yet
- ML 042960393Document10 pagesML 042960393TXEMANo ratings yet
- P-Iii PLR 202Document11 pagesP-Iii PLR 202fahadullahNo ratings yet
- Uncontrolled Flow of Air From WellDocument4 pagesUncontrolled Flow of Air From WellMahesh GediyaNo ratings yet
- Field Trip Report: 25 - 27 JulyDocument8 pagesField Trip Report: 25 - 27 JulyNasreldinNo ratings yet
- Excavation Removal-PlanDocument34 pagesExcavation Removal-PlanABDELKADER BENABDALLAHNo ratings yet
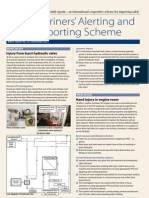
- Mariners' Alerting and Reporting Scheme: Injury From Burst Hydraulic ValveDocument4 pagesMariners' Alerting and Reporting Scheme: Injury From Burst Hydraulic ValveCostasKNo ratings yet
- Accident Investigation Report: United States Department of The Interior Minerals Management Service Gulf of Mexico RegionDocument7 pagesAccident Investigation Report: United States Department of The Interior Minerals Management Service Gulf of Mexico RegionMaria TunguNo ratings yet
- Mock Drill 24th July On Furnace Trip Due To Hi Arch PRDocument5 pagesMock Drill 24th July On Furnace Trip Due To Hi Arch PR00083583rfNo ratings yet
- 2007 14 Accidents Final Report3Document65 pages2007 14 Accidents Final Report3vhlactaotaoNo ratings yet
- DH3-31MAX-T-SCT-0021 Commissioning Procedure of EH Oil System REV.0Document6 pagesDH3-31MAX-T-SCT-0021 Commissioning Procedure of EH Oil System REV.0hungNo ratings yet
- SL Short Term Action Plan Responsibility: Eps (Iron)Document10 pagesSL Short Term Action Plan Responsibility: Eps (Iron)Abhishek KukrejaNo ratings yet
- 1zua5492-505 - Gas Detector Relay Model 11 and 12Document16 pages1zua5492-505 - Gas Detector Relay Model 11 and 12Hau Phung VanNo ratings yet
- Internship Grid LahoreDocument7 pagesInternship Grid LahoreTalha ChohanNo ratings yet
- WP - 113-KBS-301Document12 pagesWP - 113-KBS-301keertiraj09No ratings yet
- Failure of TRLY and TREG Card in MARK VI-OCT09pdf PDFDocument5 pagesFailure of TRLY and TREG Card in MARK VI-OCT09pdf PDFsanjeevchhabraNo ratings yet
- Skill Developement On K3AB Start UpDocument2 pagesSkill Developement On K3AB Start Up00083583rfNo ratings yet
- U3 Tripping 12 - 02 - 2009 - ADocument2 pagesU3 Tripping 12 - 02 - 2009 - AGajanan JagtapNo ratings yet
- May 12Document33 pagesMay 12dillipsh123No ratings yet
- Operational Control Procedures BhelDocument124 pagesOperational Control Procedures BhelKrishnan Rajappan100% (3)
- Learnings From Fatal Accident at Refinery On 27.05.2023Document1 pageLearnings From Fatal Accident at Refinery On 27.05.202300083583rfNo ratings yet
- TM 55 1930 209 14 and P 9 3 PDFDocument1,137 pagesTM 55 1930 209 14 and P 9 3 PDFCAIONo ratings yet
- Piper Alpha PresentationDocument22 pagesPiper Alpha PresentationDanny Tan100% (1)
- Documento RecuperadoDocument52 pagesDocumento RecuperadoFredy Martínez GonzaloNo ratings yet
- PANTO Not Raising in Three Phase LocoDocument2 pagesPANTO Not Raising in Three Phase LocoProbhat Mondal100% (1)
- Inspection Report MBNRDocument4 pagesInspection Report MBNRRaghu Veer YcdNo ratings yet
- Training Report MC 1-1Document60 pagesTraining Report MC 1-1Raj KumarNo ratings yet
- Power Plant EmergencyDocument22 pagesPower Plant Emergencysekhar_ntpc75% (4)
- Equipment Change Over Schedule AVU-2022-23Document3 pagesEquipment Change Over Schedule AVU-2022-2300083583rfNo ratings yet
- Equipment Change Over Schedule AVU-2022-23Document3 pagesEquipment Change Over Schedule AVU-2022-2300083583rfNo ratings yet
- VGOHVGO ROuting To Crude Tank - Nov2022Document6 pagesVGOHVGO ROuting To Crude Tank - Nov202200083583rfNo ratings yet
- P&ID UpdationDocument3 pagesP&ID Updation00083583rfNo ratings yet
- E360 QuestionsDocument3 pagesE360 Questions00083583rfNo ratings yet
- VGOHVGO ROuting To Crude Tank - Nov2022Document6 pagesVGOHVGO ROuting To Crude Tank - Nov202200083583rfNo ratings yet
- 1 Avu&Srlpg - Sop - f002 Failure of 1 Passflow CVDocument3 pages1 Avu&Srlpg - Sop - f002 Failure of 1 Passflow CV00083583rfNo ratings yet
- 3 Avu&Srlpg Sop P-003abc FailureDocument5 pages3 Avu&Srlpg Sop P-003abc Failure00083583rfNo ratings yet
- Skill Developement On Cdu Anypass Flow LossDocument3 pagesSkill Developement On Cdu Anypass Flow Loss00083583rfNo ratings yet
- Skill Developement On p07 FailureDocument3 pagesSkill Developement On p07 Failure00083583rfNo ratings yet
- AVU Operating Manual Rev. 07Document965 pagesAVU Operating Manual Rev. 0700083583rfNo ratings yet
- Mock Drill Report IA FAILUREDocument4 pagesMock Drill Report IA FAILURE00083583rfNo ratings yet
- High TAN Study SummuaryDocument3 pagesHigh TAN Study Summuary00083583rfNo ratings yet
- Skill Developement On K3AB Start UpDocument2 pagesSkill Developement On K3AB Start Up00083583rfNo ratings yet
- Skill Developement FormatDocument2 pagesSkill Developement Format00083583rfNo ratings yet
- Mock Drill 24th July On Furnace Trip Due To Hi Arch PRDocument5 pagesMock Drill 24th July On Furnace Trip Due To Hi Arch PR00083583rfNo ratings yet
- Cdu Furnace Mock Drill DraftDocument8 pagesCdu Furnace Mock Drill Draft00083583rfNo ratings yet
- Steam Load Shedding SequenceDocument3 pagesSteam Load Shedding Sequence00083583rfNo ratings yet
- Skill Developement On Total Steam FailureDocument2 pagesSkill Developement On Total Steam Failure00083583rfNo ratings yet
- Mock Drill 24th July On Furnace Trip Due To Hi Arch PRDocument5 pagesMock Drill 24th July On Furnace Trip Due To Hi Arch PR00083583rfNo ratings yet
- Cdu Furnace Mock Drill DraftDocument8 pagesCdu Furnace Mock Drill Draft00083583rfNo ratings yet
- Skill Developement FormatDocument2 pagesSkill Developement Format00083583rfNo ratings yet
- Avu&Srlpg SopsDocument732 pagesAvu&Srlpg Sops00083583rfNo ratings yet
- Global Warming Causes, Effects, and SolutionsDocument3 pagesGlobal Warming Causes, Effects, and SolutionsLouisa Alexis TanuraharjaNo ratings yet
- Anatomy Clipboard Theme For Doctors by SlidesgoDocument55 pagesAnatomy Clipboard Theme For Doctors by SlidesgoDănilă PantelimonNo ratings yet
- Exercises For Weather and Climate 8th Edition Greg Carbone Solutions ManualDocument12 pagesExercises For Weather and Climate 8th Edition Greg Carbone Solutions Manualrhondabarryykareqstgn100% (16)
- Mod. 3 Water and Air Component of SoilDocument9 pagesMod. 3 Water and Air Component of SoilJohn Lester AlforteNo ratings yet
- 4th Quarter - ScienceDocument26 pages4th Quarter - ScienceGian BaliloNo ratings yet
- 2017 Online LET Reviewer - General EducationDocument18 pages2017 Online LET Reviewer - General Educationreginald_adia_1No ratings yet
- Multifunction Detector and Measuring Device.: With Practical Sensor Quick Change SystemDocument4 pagesMultifunction Detector and Measuring Device.: With Practical Sensor Quick Change SystemRESEGGAS SASNo ratings yet
- Effects of Wind and Windtemperature On StructureDocument13 pagesEffects of Wind and Windtemperature On Structureanaya patilNo ratings yet
- Ge10 Module 4Document9 pagesGe10 Module 4Autumn shieldNo ratings yet
- Compliance Training: Liquid Nitrogen SafetyDocument4 pagesCompliance Training: Liquid Nitrogen SafetyIlyaNo ratings yet
- ChemistryDocument715 pagesChemistryRJ MCNo ratings yet
- WBI14 01 Rms 20220303Document33 pagesWBI14 01 Rms 20220303body fayezNo ratings yet
- Elements of ClimateDocument2 pagesElements of ClimateVidya HittiNo ratings yet
- Intergarated Science Notes :)Document55 pagesIntergarated Science Notes :)jayda.karasiNo ratings yet
- Questions - Homework - 9th - Social Studies - 2023-01-12T1628Document9 pagesQuestions - Homework - 9th - Social Studies - 2023-01-12T1628Riddhi RajNo ratings yet
- Pipe Sizing Calculation For StationDocument34 pagesPipe Sizing Calculation For Statione1a2h3No ratings yet
- e12-Tnpt-02-Hoang Thi Le-40 de Thi TN Khach Quan (Nguyen Chi Thanh)Document194 pagese12-Tnpt-02-Hoang Thi Le-40 de Thi TN Khach Quan (Nguyen Chi Thanh)Windy KazeNo ratings yet
- To Study The Air Pollution Level in Kathmandu ValleyDocument13 pagesTo Study The Air Pollution Level in Kathmandu ValleyShreyas LalNo ratings yet
- R2019 810P1MSDocument45 pagesR2019 810P1MSSkruzdelyte MielaNo ratings yet
- 1.edible Coating Limitation - PossibilitiesDocument9 pages1.edible Coating Limitation - PossibilitiessukmiyatiagustinNo ratings yet
- A Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BDocument4 pagesA Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BYhaneNo ratings yet
- Climate Studio TestAarhusAP - PsychrometricChartDocument1 pageClimate Studio TestAarhusAP - PsychrometricChartReli HanoNo ratings yet
- MTS Testing Solutions: U.S. Standard AtmosphereDocument3 pagesMTS Testing Solutions: U.S. Standard Atmosphereعبدالحافظ زايدNo ratings yet
- Equipment Supplied in Exotic MOCDocument15 pagesEquipment Supplied in Exotic MOCnarayanaNo ratings yet
- Japanese: 40+ Weather Words & PhrasesDocument7 pagesJapanese: 40+ Weather Words & PhrasesRisca Novia WNo ratings yet
- The Percentage of Ethanol Using Simple Distillation MethodDocument7 pagesThe Percentage of Ethanol Using Simple Distillation MethodPaul LorenzoNo ratings yet
- Handling Liquid NitrogenDocument3 pagesHandling Liquid Nitrogenankur_haldarNo ratings yet
- Form 4 Biology Folio: Topic: The Causes and Effects of Global WarmingDocument4 pagesForm 4 Biology Folio: Topic: The Causes and Effects of Global WarmingCp SeowNo ratings yet
- Book 1Document8 pagesBook 1Putri Nur AngelinaNo ratings yet
- CR 0701 CH 10Document13 pagesCR 0701 CH 10Rıfat BingülNo ratings yet