You might also like
- D.P. Test ReportDocument1 pageD.P. Test Reportvirendra katkeNo ratings yet
- TroublebrewingDocument22 pagesTroublebrewingaaaaa100% (1)
- Science 6 2nd Quarter W3Document10 pagesScience 6 2nd Quarter W3Leo CerenoNo ratings yet
- MAS Cable TrayDocument5 pagesMAS Cable TrayJofey SimonNo ratings yet
- V NSL 2109024078 TXDocument193 pagesV NSL 2109024078 TXHoa NguyenNo ratings yet
- GZHT91030146 : Intertek Testing Services Shenzhen Ltd. Guangzhou BranchDocument9 pagesGZHT91030146 : Intertek Testing Services Shenzhen Ltd. Guangzhou BranchIron Man100% (1)
- SESSION PLAN - Produce Organic FertilizerDocument4 pagesSESSION PLAN - Produce Organic FertilizerHannah PayasNo ratings yet
- Saka Indonesia Pangkah Limited Contract No. 4600012838: Piping Test Package W3-0103-01 Production HeaderDocument19 pagesSaka Indonesia Pangkah Limited Contract No. 4600012838: Piping Test Package W3-0103-01 Production HeaderriandiNo ratings yet
- PDF Test Medical Nitrile Exam GloveDocument13 pagesPDF Test Medical Nitrile Exam GloveRicha RohillaNo ratings yet
- Sample Inspection ReportDocument3 pagesSample Inspection ReportUzair DanishNo ratings yet
- Shrink Packing MachineDocument7 pagesShrink Packing MachinephanNo ratings yet
- Stacking Test Evaluation ReportDocument6 pagesStacking Test Evaluation Reportomokaro.isiakpereNo ratings yet
- 137 - Spec - Unlaminated PP Bag - 50 KGDocument2 pages137 - Spec - Unlaminated PP Bag - 50 KGhimanshuNo ratings yet
- BMR Calamine CreamDocument5 pagesBMR Calamine Creamzaraorganics99No ratings yet
- 1324 Remark HB Ltd. (D0A043)Document1 page1324 Remark HB Ltd. (D0A043)swapon kumar shillNo ratings yet
- Vaccine Carrier-PqsDocument1 pageVaccine Carrier-PqsDan Japheth OroNo ratings yet
- Meghna PVC LTD (Pet Division) QAC Department Shift Chemist Log BookDocument5 pagesMeghna PVC LTD (Pet Division) QAC Department Shift Chemist Log Bookswapon kumar shillNo ratings yet
- Cigarette PackDocument1 pageCigarette PackKhoe RonjNo ratings yet
- Elastopor H 2070.6.HE1Document3 pagesElastopor H 2070.6.HE1arge3No ratings yet
- 17tre-137 Pi ReportDocument4 pages17tre-137 Pi ReportjuanaaalejandrasalcedosamperNo ratings yet
- E004 Vaccine Carrier SpecificationsDocument2 pagesE004 Vaccine Carrier SpecificationsErik TeaNo ratings yet
- Bitumen SP - GravityDocument1 pageBitumen SP - GravityMojammel HaqueNo ratings yet
- Expired Materials Supplier Evaluation 315179Document2 pagesExpired Materials Supplier Evaluation 315179Truc NguyenNo ratings yet
- Insulated Containers: PQS Code: Description: Manufacturer's Reference: Manufactured In: Company: AddressDocument2 pagesInsulated Containers: PQS Code: Description: Manufacturer's Reference: Manufactured In: Company: AddressimamNo ratings yet
- Chewy Pre and Post MonitoringDocument20 pagesChewy Pre and Post Monitoringvnc.arcan1No ratings yet
- 0246 Babul Trade Fair Ltd. (D0A004-24)Document1 page0246 Babul Trade Fair Ltd. (D0A004-24)Swapon KumarNo ratings yet
- Lab Report: Stock 12-Cube Min/Max 48+ Hour TestingDocument8 pagesLab Report: Stock 12-Cube Min/Max 48+ Hour TestingJohn Briney100% (1)
- Fan Coil Unit - SaiverDocument8 pagesFan Coil Unit - SaiverRyan Au YongNo ratings yet
- Filename: NW Salicylic Acid 2% Cream BMR 50 KG Confidential and Proprietary - 1Document5 pagesFilename: NW Salicylic Acid 2% Cream BMR 50 KG Confidential and Proprietary - 1zaraorganics99No ratings yet
- Sample Inspection Report For Garment Softshell CoatDocument38 pagesSample Inspection Report For Garment Softshell CoatPrashant A UNo ratings yet
- DAYTONA HPI AC-InFR-SF UK2301167-1 Interfabrics BS5852 Pt1 1979 CertificateDocument4 pagesDAYTONA HPI AC-InFR-SF UK2301167-1 Interfabrics BS5852 Pt1 1979 Certificateandy.maldiniNo ratings yet
- Perú Corp. S.A. Perú Corp. S.A.: BASKET FILTER FCC-31200/31205Document4 pagesPerú Corp. S.A. Perú Corp. S.A.: BASKET FILTER FCC-31200/31205William ChipanaNo ratings yet
- Characteristic Unit Value Lower Limit Upper Limit Testing Method ApparatusDocument1 pageCharacteristic Unit Value Lower Limit Upper Limit Testing Method ApparatusHÀ-03 THINHNo ratings yet
- Sub-Regional Transport Enhancement Project: Modified Proctor Compaction TestDocument15 pagesSub-Regional Transport Enhancement Project: Modified Proctor Compaction Testsakar shresthaNo ratings yet
- EEME Can&End - Guidelines and Best Practice Booklet ModDocument21 pagesEEME Can&End - Guidelines and Best Practice Booklet ModAntonio Henrique BandeiraNo ratings yet
- Flouride (Plater and Reclaim Solution: Doc No: PVCL-WI-QC-PI-015: 1 OF 6 Rev. No: 0 Date: 01.06.2016Document6 pagesFlouride (Plater and Reclaim Solution: Doc No: PVCL-WI-QC-PI-015: 1 OF 6 Rev. No: 0 Date: 01.06.2016Anonymous aMOfRDPb8No ratings yet
- 10-22 Automatic Water Spray Sterilization Autoclave Quotation-Jane-Zongon-20220406Document15 pages10-22 Automatic Water Spray Sterilization Autoclave Quotation-Jane-Zongon-20220406Alfian Bhayu PrasetyajiNo ratings yet
- COC Tangki GondoDocument2 pagesCOC Tangki GondoConstantia ArthiaNo ratings yet
- Test Report: Compressive Strength of Concrete CubesDocument5 pagesTest Report: Compressive Strength of Concrete Cubesmayoo1986No ratings yet
- EUT-05-Komoditi Kayu PTPN XII-V1Document14 pagesEUT-05-Komoditi Kayu PTPN XII-V1sumantriNo ratings yet
- Petron Research and Testing Center - Harbor: Report No.: DateDocument1 pagePetron Research and Testing Center - Harbor: Report No.: Datemakoy platinoNo ratings yet
- Portador de Vacunas LR 2,5 LDocument1 pagePortador de Vacunas LR 2,5 LCoordinación Consulta Externa Hsr EspinalNo ratings yet
- Quality Control Records: Nghi Son 2 Bot Thermal Power Plant Project (600MW X 2UNITS)Document23 pagesQuality Control Records: Nghi Son 2 Bot Thermal Power Plant Project (600MW X 2UNITS)tuanphamNo ratings yet
- SRI-ITP-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - MFN22146R0Document8 pagesSRI-ITP-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - MFN22146R0Dito NarendraNo ratings yet
- QAR-QD#419-24 Edmo Jack Cylinder GPDocument2 pagesQAR-QD#419-24 Edmo Jack Cylinder GPIrwanto ManafNo ratings yet
- Npeo ChemtrekDocument4 pagesNpeo ChemtrekViva Trade LinksNo ratings yet
- Ali Ashraf: For and On Behalf ofDocument4 pagesAli Ashraf: For and On Behalf ofArslan HaiderNo ratings yet
- PLM Bypass Valve Assembly Filter Making Machine Quotation 20210911Document1 pagePLM Bypass Valve Assembly Filter Making Machine Quotation 20210911haythembkNo ratings yet
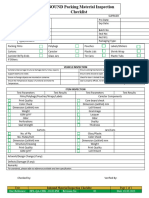
- QA-CHK-01.02 Inbound Packing Material InspectionDocument1 pageQA-CHK-01.02 Inbound Packing Material InspectionYazeen 777No ratings yet
- MegaPlast BrochureDocument23 pagesMegaPlast BrochureThao TonNo ratings yet
- BGPP Aje 200 Pe F12 2301 000 0001 e 0Document21 pagesBGPP Aje 200 Pe F12 2301 000 0001 e 0vivekvijayan16No ratings yet
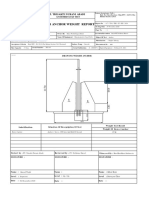
- Bower Anchor Weight Report: Pt. Trisakti Nurani AbadiDocument1 pageBower Anchor Weight Report: Pt. Trisakti Nurani AbadidhabriNo ratings yet
- MIghty Machine RejectDocument1 pageMIghty Machine RejectMohammad Shanawaz MNo ratings yet
- Nit 2800 3 PDFDocument7 pagesNit 2800 3 PDFAnonymous uXdS9Y7No ratings yet
- Certificado PQS Caja APEX 22.4LtsDocument2 pagesCertificado PQS Caja APEX 22.4LtsCoomsocial IPSNo ratings yet
- Ejemplo de Reporte de InspecciónDocument42 pagesEjemplo de Reporte de InspecciónMaria BardalesNo ratings yet
- BPL-DD-SUM-PPL-SPE-015 - Cathodic Protection Anode Materials SpecificationDocument19 pagesBPL-DD-SUM-PPL-SPE-015 - Cathodic Protection Anode Materials SpecificationDAYONo ratings yet
- Chewy New Pre and Post MonitoringDocument13 pagesChewy New Pre and Post Monitoringvnc.arcan1No ratings yet
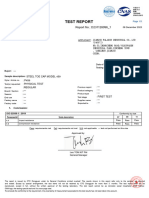
- Steel Toe Cap 459 CertificateDocument3 pagesSteel Toe Cap 459 CertificatelufvijpharmaNo ratings yet
- Hmmu331021 9Document5 pagesHmmu331021 9ANGEL ANTONIO GUTIERREZ CONTRERASNo ratings yet
- Sample Report - UFO KitDocument32 pagesSample Report - UFO Kitmajdi jerbiNo ratings yet
- BPL-DD-SUM-PPL-SPE-002 - NDT SpecificationDocument21 pagesBPL-DD-SUM-PPL-SPE-002 - NDT SpecificationDAYONo ratings yet
- KERUSAKANDocument44 pagesKERUSAKANastrid kalbianaNo ratings yet
- K6- ISW - ÔN TẬP CUỐI HKII (2023-2024)Document15 pagesK6- ISW - ÔN TẬP CUỐI HKII (2023-2024)hymysvt209No ratings yet
- Romero Thesis 2020Document131 pagesRomero Thesis 2020lunosicaNo ratings yet
- 05-19 Smoothie Recipe PrintablesDocument7 pages05-19 Smoothie Recipe PrintablesfatimaNo ratings yet
- Seafood Hazards Guide 06082021Document542 pagesSeafood Hazards Guide 06082021Seyha L. AgriFood100% (1)
- Nutrient Deficiency Detection in Maize (Zea Mays L.) Leaves Using Image ProcessingDocument6 pagesNutrient Deficiency Detection in Maize (Zea Mays L.) Leaves Using Image ProcessingIAES IJAINo ratings yet
- Food VlogDocument2 pagesFood Vlogshawonabdullah158No ratings yet
- Reading Passage 1: IELTS Recent Actual Test With Answers Volume 2Document16 pagesReading Passage 1: IELTS Recent Actual Test With Answers Volume 2Bảo TùngNo ratings yet
- Bai Tap Thi Hien Tai Don Va Thi Hien Tai Tiep DienDocument14 pagesBai Tap Thi Hien Tai Don Va Thi Hien Tai Tiep DienVo TrangNo ratings yet
- At A Summer Camp in The United States, For Ouestions 8-15, Choose The AnswerDocument5 pagesAt A Summer Camp in The United States, For Ouestions 8-15, Choose The AnswerOșlobanu ConstantinNo ratings yet
- Listening Test July-DEc 2022Document6 pagesListening Test July-DEc 2022Theresa MarionNo ratings yet
- 2a.modeling Linear and Integer ProgramsDocument49 pages2a.modeling Linear and Integer ProgramsEsra TanyıldızNo ratings yet
- Agbus 1100Document6 pagesAgbus 1100Margie GutierrezNo ratings yet
- RODTEP RATES - Appendix 4R As Notified On 17 August 2021 For DGFT PortalDocument308 pagesRODTEP RATES - Appendix 4R As Notified On 17 August 2021 For DGFT PortalSEAPATH DOCSNo ratings yet
- Food Chain and Food WebDocument22 pagesFood Chain and Food WebCleofe TapiaNo ratings yet
- Madison County Inspection ReportsDocument4 pagesMadison County Inspection ReportsMike BrownNo ratings yet
- Ice Cream AAKDocument12 pagesIce Cream AAKRobert RossNo ratings yet
- Traditional Seasonal Health Food Practices in Southwest India: Nutritional and Medicinal PerspectivesDocument5 pagesTraditional Seasonal Health Food Practices in Southwest India: Nutritional and Medicinal PerspectivesSachin KumarNo ratings yet
- Mashing Parameters (Inglês)Document10 pagesMashing Parameters (Inglês)Murilo Henrique100% (1)
- P 01 Clause ConstituentsDocument2 pagesP 01 Clause ConstituentsJuan SantanaNo ratings yet
- Biotechnology Timeline - Week 1Document7 pagesBiotechnology Timeline - Week 1Sherah de los SantosNo ratings yet
- Dark ChocolateChocolate Covered StrawberriesDocument1 pageDark ChocolateChocolate Covered StrawberriesJosh SambonoNo ratings yet
- Beef HACCP GuaranteeDocument3 pagesBeef HACCP GuaranteeSamy AbdelazizNo ratings yet
- Lesson 26: ~는 것 Describing Nouns with VerbsDocument22 pagesLesson 26: ~는 것 Describing Nouns with VerbsBonaJSN [보나주소녀]No ratings yet
- Harvest Moon Fomt WalkthroughDocument10 pagesHarvest Moon Fomt WalkthroughRonnel Vergara GonzálesNo ratings yet
- CV of Hannan Sarker. - Kishwan Snacks Limited - Manager - QCDocument4 pagesCV of Hannan Sarker. - Kishwan Snacks Limited - Manager - QCEmonNo ratings yet
- Aim High TB2 Test 3Document6 pagesAim High TB2 Test 3Yolanda Allende50% (2)