You might also like
- Caterpillar 3126Document0 pagesCaterpillar 3126manuel12515100% (22)
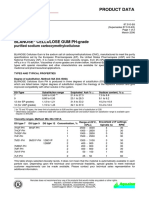
- Specifications CMC CarboxymethylcelluloseDocument2 pagesSpecifications CMC CarboxymethylcelluloseJesus Chucho Bruzual100% (1)
- API 1104 Acceptance CriteriaDocument2 pagesAPI 1104 Acceptance CriteriaEngr Arfan Ali Dhamraho79% (14)
- SAES Q 001 Table ExposureDocument4 pagesSAES Q 001 Table ExposureKhurram ShehzadNo ratings yet
- (765001-) S-Series Combines S650, S660, S670, S680, S690 PDFDocument2 pages(765001-) S-Series Combines S650, S660, S670, S680, S690 PDFRafael DelaiNo ratings yet
- EE603522Document45 pagesEE603522VINITNo ratings yet
- MT-II LabDocument7 pagesMT-II LabAjay Vikram0% (1)
- CASTINGS AND FORGING PROCESSESDocument11 pagesCASTINGS AND FORGING PROCESSESbernabasNo ratings yet
- Manual 1Document77 pagesManual 1JAINTONYNo ratings yet
- Workshop ManualDocument26 pagesWorkshop ManualHarender KumarNo ratings yet
- Sand Casting Process Using Metal by Making Flask and Alumunium KnobsDocument9 pagesSand Casting Process Using Metal by Making Flask and Alumunium KnobsFaiza RazaNo ratings yet
- Lab Manual - BWPDocument23 pagesLab Manual - BWPAneesh KumarNo ratings yet
- ME 203 Manufacturing Technology: V. ThulasikanthDocument77 pagesME 203 Manufacturing Technology: V. ThulasikanthRaghav satijaNo ratings yet
- Lecture - 9 Fettling and Casting DefectsDocument43 pagesLecture - 9 Fettling and Casting DefectsSara KiNo ratings yet
- Welding Technology: By: Engr. Elmer B. Dollera, MSMEDocument31 pagesWelding Technology: By: Engr. Elmer B. Dollera, MSMEReuven SioseNo ratings yet
- FOUNDRY WORKSHOP ASSESSMENT PROJECTDocument27 pagesFOUNDRY WORKSHOP ASSESSMENT PROJECTSahil YadavNo ratings yet
- Alternative Casting TechDocument93 pagesAlternative Casting TechCherif Fayez100% (1)
- Sand Casting Terminology GuideDocument67 pagesSand Casting Terminology GuideSai RamNo ratings yet
- Metal Ceramic Crown Lab ManualDocument25 pagesMetal Ceramic Crown Lab ManualchusbNo ratings yet
- Seminar Special CastingDocument16 pagesSeminar Special CastingAjith SreenathNo ratings yet
- Laboratory Manual: II Year B. Tech II-Semester Mechanical EngineeringDocument48 pagesLaboratory Manual: II Year B. Tech II-Semester Mechanical EngineeringNaga KiranNo ratings yet
- Basic Mechanical EngineeringDocument70 pagesBasic Mechanical EngineeringHemachandran100% (6)
- Assignment 2Document17 pagesAssignment 2AakarshNo ratings yet
- Shop 160Document26 pagesShop 160Jasmin AhmedNo ratings yet
- SWEPDocument11 pagesSWEPRizzleNo ratings yet
- MRCET Mechanical Engineering Lab ManualDocument53 pagesMRCET Mechanical Engineering Lab ManualUjjwal kecNo ratings yet
- Metal CastingDocument69 pagesMetal CastingMohd Mansoor HasanNo ratings yet
- Manufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingDocument74 pagesManufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingShridhar SavatNo ratings yet
- RPD CastingDocument48 pagesRPD Castingdr.sazvarNo ratings yet
- Classification of Casting TechniquesDocument16 pagesClassification of Casting TechniquesRehan SharmaNo ratings yet
- TTU Metallurgical Processes LAB Exp.3: Specimen PreparationDocument9 pagesTTU Metallurgical Processes LAB Exp.3: Specimen PreparationG. Dancer GhNo ratings yet
- DM-1 CO-1 Special Castings MaterialDocument9 pagesDM-1 CO-1 Special Castings MaterialSree vishnu Sai chandan guntupalliNo ratings yet
- Foundry ReportDocument7 pagesFoundry Reportmcdonald juma0% (1)
- Fabrication & Site Erection ProcedureDocument43 pagesFabrication & Site Erection ProcedureRidoNo ratings yet
- ME 2201 - Manufacturing Technology-IDocument147 pagesME 2201 - Manufacturing Technology-IMahendra Babu MekalaNo ratings yet
- Mig ReportDocument14 pagesMig ReportDhana KumaranNo ratings yet
- Advantages of Metal CastingDocument6 pagesAdvantages of Metal CastingHarshGuptaNo ratings yet
- Industrial Production Engineering - 1-1Document71 pagesIndustrial Production Engineering - 1-1Freby Tony ENo ratings yet
- Casting ProceduresDocument68 pagesCasting Proceduresshailja100% (1)
- Hot & Cold WorkingDocument18 pagesHot & Cold WorkingMadushan MadushaNo ratings yet
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- F& F LAB MANUALDocument18 pagesF& F LAB MANUALJagdish Singh MehtaNo ratings yet
- Ff14c Metallography Report 2019 2020 Spring e Taban 2020 Ef8Document8 pagesFf14c Metallography Report 2019 2020 Spring e Taban 2020 Ef8cetinkaytalhaenes23No ratings yet
- ME6352 Manufacturing Technolgy: Unit I Casting 8Document54 pagesME6352 Manufacturing Technolgy: Unit I Casting 8Aravind PhoenixNo ratings yet
- Lab 3 Metallography and HardnessDocument9 pagesLab 3 Metallography and HardnessTommy Miles100% (1)
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocument164 pagesRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- ES107Document60 pagesES107Kristine SantosNo ratings yet
- ME8352-Manufacturing Technology - I (MT-I) With QBDocument91 pagesME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanNo ratings yet
- Metallographic Sample Preparation Techniques: BackgroundDocument8 pagesMetallographic Sample Preparation Techniques: BackgroundQA LAB ISMNo ratings yet
- Viden Io Basics of Mechanical Engineering Unit 1 Manufacturing ProcessesDocument145 pagesViden Io Basics of Mechanical Engineering Unit 1 Manufacturing Processesramesh tNo ratings yet
- Unit 1 Casting ProcessDocument77 pagesUnit 1 Casting ProcessAquib AhmedNo ratings yet
- Foundery Shop (Ch-6)Document121 pagesFoundery Shop (Ch-6)Shubham VermaNo ratings yet
- Unit 1 Metal Casting ProcessesDocument115 pagesUnit 1 Metal Casting ProcessesMadhav MaheshwariNo ratings yet
- Complete Guide to Sand Casting Process | Sand Casting ManufacturingDocument113 pagesComplete Guide to Sand Casting Process | Sand Casting Manufacturingrupesh89890% (1)
- Manufacturing Technology-I: Subject: Class: 4 Sem B.Tech-Mech A'Document170 pagesManufacturing Technology-I: Subject: Class: 4 Sem B.Tech-Mech A'Ram ArvindNo ratings yet
- Material Lab Manual Experiments January2016 1Document47 pagesMaterial Lab Manual Experiments January2016 1gosaye desalegn100% (2)
- Long AnswerDocument3 pagesLong AnswerVarinder MouryaNo ratings yet
- The Art of Sculpture Welding: From Concept to CreationFrom EverandThe Art of Sculpture Welding: From Concept to CreationNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- SM MP C2030 C2050 2530 2550 FSM DI-C1 Final PDFDocument832 pagesSM MP C2030 C2050 2530 2550 FSM DI-C1 Final PDFДмитрий РазуваевNo ratings yet
- Accurate Temperature Measurement Vital for Oil Tank Volume CalculationsDocument6 pagesAccurate Temperature Measurement Vital for Oil Tank Volume CalculationsDirkMyburghNo ratings yet
- Thermocouple and RTD Measurements Experiment ReportDocument10 pagesThermocouple and RTD Measurements Experiment Reporthellothere100% (1)
- MSS-SP-112 (1999)Document9 pagesMSS-SP-112 (1999)mubs997100% (1)
- Hybrid Sol-Gel Coatings Based On Silanes-Amino Acids For Corrosion Protection of AZ91 Magnesium Alloy - Electrochemical and DFT InsightsDocument12 pagesHybrid Sol-Gel Coatings Based On Silanes-Amino Acids For Corrosion Protection of AZ91 Magnesium Alloy - Electrochemical and DFT InsightsJerson Javier Chaparro PlataNo ratings yet
- Metalcraft Metrib 750: PurposeDocument2 pagesMetalcraft Metrib 750: PurposeAshleyHammondNo ratings yet
- Adhesion - WikipediaDocument49 pagesAdhesion - WikipediaBashiir NuurNo ratings yet
- Osmosis: Osmosis Is The Spontaneous Net Movement of SolventDocument3 pagesOsmosis: Osmosis Is The Spontaneous Net Movement of SolventCHIEF VISHAAL 45No ratings yet
- Catalog 2008 SM6 24kvDocument100 pagesCatalog 2008 SM6 24kvari_aristaNo ratings yet
- Corrosion Predictions and Risk Assessment in Oilfield Production SystemsDocument37 pagesCorrosion Predictions and Risk Assessment in Oilfield Production SystemsMuhammad AwaisNo ratings yet
- Pke - End Sleeves - Cembre (1) - AKBAR TRADING EST - SAUDI ARABIADocument2 pagesPke - End Sleeves - Cembre (1) - AKBAR TRADING EST - SAUDI ARABIAGIBUNo ratings yet
- Non-Asbestos Gasket: Catalogue No. Zy03Document24 pagesNon-Asbestos Gasket: Catalogue No. Zy03Wh NgNo ratings yet
- Peracetic Acid SDSDocument3 pagesPeracetic Acid SDSEsteban MurilloNo ratings yet
- Welcome To Car Tuning TipsDocument60 pagesWelcome To Car Tuning TipsVeer HondaNo ratings yet
- Laser CutDocument1 pageLaser CutAnonymous QiMB2lBCJLNo ratings yet
- Shape Memory AlloysDocument11 pagesShape Memory AlloysAnonymous oOBXlaNo ratings yet
- An Overview of Photocells and Photoreactors For Photoelectrochemical Water SplittingDocument12 pagesAn Overview of Photocells and Photoreactors For Photoelectrochemical Water SplittingjmcorreahoyNo ratings yet
- Automation of Instrument Air Dryer Control UsingDocument4 pagesAutomation of Instrument Air Dryer Control UsingiaetsdiaetsdNo ratings yet
- Eco Marathon Axial FluxDocument35 pagesEco Marathon Axial Fluxphysics802No ratings yet
- WDS Series: Air/Steam Moisture Separator Cast Iron or Carbon SteelDocument2 pagesWDS Series: Air/Steam Moisture Separator Cast Iron or Carbon SteelDiego HernandezNo ratings yet
- Jig Saw ManualDocument5 pagesJig Saw ManualВлад КубовNo ratings yet
- Manual de Servicio Samsung GS I9300Document121 pagesManual de Servicio Samsung GS I9300Pedro BancayanNo ratings yet
- SJM Vertical Mixed Flow PumpDocument6 pagesSJM Vertical Mixed Flow PumpSérgio GnipperNo ratings yet
- EHB en File 7.4.8 Fire Case and Hydraulic Thermal Expansion Acc To API 521 and ISO 23251Document8 pagesEHB en File 7.4.8 Fire Case and Hydraulic Thermal Expansion Acc To API 521 and ISO 23251mNo ratings yet
- Parker - Conectores RapidosDocument6 pagesParker - Conectores RapidosJimyTeránAgudeloNo ratings yet